1
Изобретение относится к полимерному машиностроению, в частности к пресс-формам для изготовления пластмассовых изделий с резьбовыми отверстиями методами литья под давлением или прессованием.
Известна пресс-форма для изготов-ления изделий из термопластов с внутренней резьбой, содержащая резьбовые знаки, расположенные в оформляющих гнездах разъемных плит, и механизм свинчивания резьбовых знаков, состоящий из центральной приводной шестерни и находящихся с ней в зацеплении . сателлитов, жестко связанных с резьбовыми знаками llНедостатком этой пресс-формы является сложность конструкции из-за наличия центральной приводной шестерни и находящихся с ней в зацеплении сателлитов, а также ограниченность свободного расположения резьбовых знаков на плоскости разъема прессформы, так как сателлиты, связанные с резьбовыми знаками, могут быть расположены только по окружности вокруг центральной шестерни.
Наиболее близкой к предлагаемой по технической сущности является пресс-форма для изготовления изделий
с резьбовыми отверстиями, содержащая неподвижную плиту матриц, подвижную плиту пуансонов связанную стойками с опорной плитой, резьбовые знаки, установленные в эксцентриках, и промежуточную плиту, подвижно установленную на эксцентриках. Один из эксцентриков связан двигателем посредством клиноременной и зубчатой
10 передач f 2.
К недостаткам этой пресс-формы относятся сложность конструкции и увеличенные габариты из-за наличия двигателя, зубчатой и клиноременной
15 передачи и монтажной плиты. Кроме того, пресс-форма недостаточно надежна в рабо,те, поскольку в ней не обеспечивается принудительной переход механизма свертывания резьбовых знаков
20 через мертвые положения и не предусматривается плоскопараллельное вращение приводной плиты, что может вызвать остановку или повреждение механизма свертывания.
25
Цель изобретения - упрощение конструкции и уменьшение габаритов пресс-формы.
Цель достигается тем, что прессформа, содержащая неподвижную плиту матриц, подвижную плиту пуансонов.
30
связанную стойками с опорной плитой, резьбовые знаки, установленные в эксцентриках, и промежуточную плиту, подвижно установленную на эксцентриках, снабжена жестко закрепленньвд в плите матриц винтом с установленной на нем гайкой, размещенной с возможностью вращения в промежуточной плите, причем гайка выполнена с эксцентриситетом, равным эксцентриситетам эксцентриков, и ось ее вращения лежи вне плоскости, проходящей через оси вргицения по крайней мере двух эксцентриков.
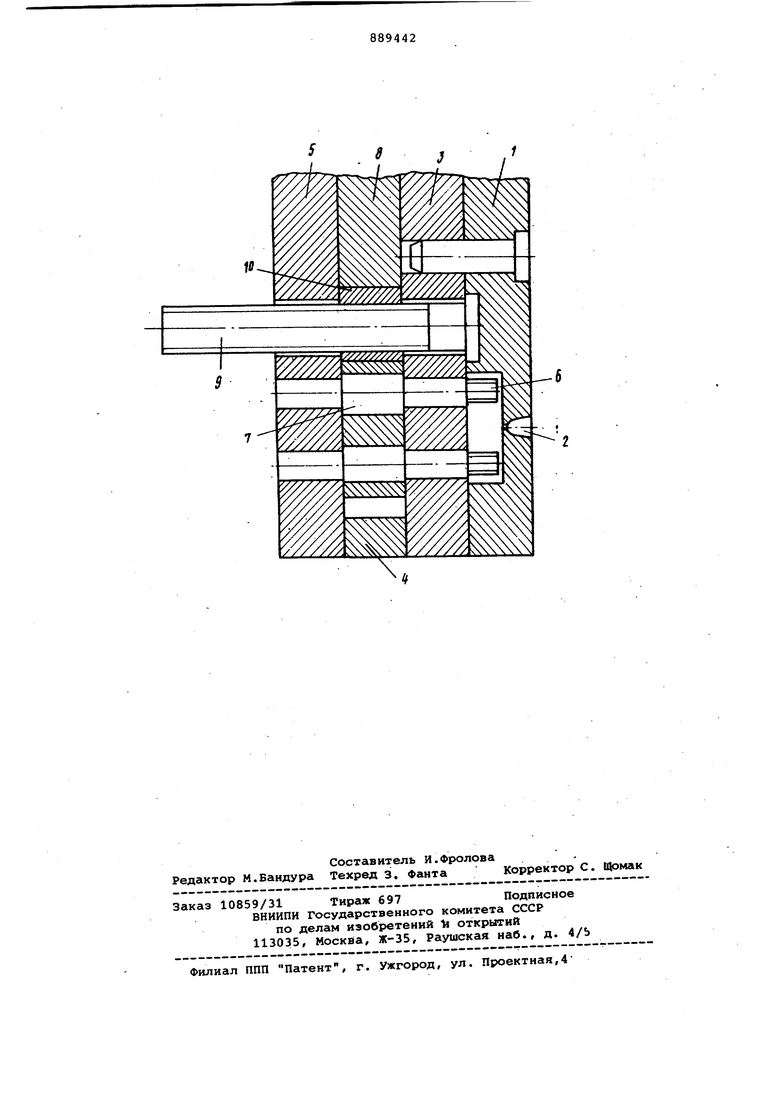
На чертеже изображена пресс-форма для изготовления изделий с двумя резьбовыми отверстиями, продольный разрез.
Пресс-форма содержит неподвижную плиту 1 матриц с литниковыми каналами 2, подвижную плиту 3 пуансонов, связанную стойками 4 с опорной плитой 5, резьбовые знаки б, установленные в эксцентриках 7, причем эксцентрики и резьбовые знаки имеют общую ось вращения, промежуточную плиту 8, размещенную между плитой 3 пуансонов и опорной плитой 5 и установленную подвижно на эксцентриках 7, и жестко закрепленный в плите 1 матриц винт 9 с установленной на нем гайкой 10, которая размещена в промежуточной плите 8 с возможностью вращения и выполнена с эксцеитрнситетом, равным эксцентриситетам эксцентриков, причем ось вргцдения гайки лежит вне плоскости, проходящей через оси вращения двух эксцентриков 7.
Пресс-форма работает следующим образ л.
Полимерный материал впрыскивается в матрицы плиты через литниковые каналы 2. После заполнения матриц материалом и отвердевания материала f пресс-форма раскрывается по плоскости контакта плиты 3 пуансонов и плиты 1 матриц. В течение раскрытия пресс-формы эксцентричная гайка 10, перемещаясь вдоль винта 9 и одновременно вращаясь вокруг него в промежуточлой плите 8, вызывает плоскопараллельное вращение плиты. 8 относительно продольной оси винта 9 с радиусом, равным эксцентриситету эксцентричной гайки 10. В свою очередь плоскопараллельное вращение промежуточной плиты 8 вызывает вращение эксцентриков 7 и связанных с ними резьбовых знаков 6 относительно их общей оси. Для повышения надежности работы пресс-формы эксцентриситет , эксцентричной гайки 10 принят равным эксцентриситету эксцентриков 7, а ось вращения гайки 10 расположена вне плоскости, проходящей через оси вращения эксцентриков 7. Это предотвращает возможность повреждения механизма свертывания и устраняет возможность его остановки вследствие устранения мертвых положений. После полного свинчивания резьбовых знаков 6 отформованное изделие падает
5 в сборник (на чертеже не показан) под действием силы тяжести. Затем пресс-форма закрывается и цикл повторяется.
Предложенная пресс-форма имеет
0 простую конструкцию и уменьшенное габариты. Кроме того, значительно повышена надежность работы пресс-формы.
Формула изобретения
Пресс-форма для изготовления изделий с резьбовыми отверстиями, содержащая неподвижную плиту матриц, подвижную плиту пуансонов, связанную стойками с опорной плитой, резьбовые знаки, установленные в эксцентриках, и промежуточную плиту, подвижно установленную на эксцентриках, р т л и чающееся тем, что, с целью
5 упрощения.конструкции и уменьшения габаритов пресс-формы, она снабжена жестко закрепленным в плите матриц винтом с установленной на нем гайкой, размещенной с возможностью вращения
0 в промежуточной плите, причем гайка выполнена с эксцентриситетом, равным эксцентриситетам эксцентриков, и ось ее вращения лежит вне плоскости, проходящей через оси вращения по крайней мере двух эксцентриков.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 216235, КЛ..В 29 С 1/00, 1964.
2.Авторское свидетельство СССР
204541, кл. В 29 D 1/00, 1964 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1989 |
|
SU1781065A1 |
| Пресс-форма для литьевого формо-ВАНия плАСТМАССОВыХ издЕлий C ВНуТ-РЕННЕй РЕзьбОй | 1979 |
|
SU802053A2 |
| Пресс-автомат листоштамповочный | 1983 |
|
SU1207575A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1989 |
|
SU1764800A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1988 |
|
SU1676822A1 |
| Роторный пресс для прессования изделий из порошковых материалов | 1991 |
|
SU1810216A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |