1
(21)4865580/05 (22) 13.09.90 (46)15.12.92. Бюл. №46
(71)Научно-исследовательский институт шинной промышленности
(72)И.Ш.Ройтбурд. А.Н.Клеванов, В.Д.Рос- син, И.М.Муслаев, В.С.Болотов, А.С.Лебе- Дев, О.В.Колосков. В.М.Логинова, Г.Я.Власов и Ю.Н.Лобжанидзе
j и
(56) Авторское свидетельство СССР № 1659224, кл. В 29 D 30/38, 1988. Авторское свидетельство СССР № 1729789, кл. В29 D 30/38, 1988.
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЕВ КАРКАСА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН
(57) Использование: в шинной промышленности для изготовления слоев каркаса и усилительных бортовых деталей из обрези- ненного текстильного корда. Сущность изобретения: средство для отклонения и центрирования бортовых лент снабжено отклоняющими роликами. Последние смонтированы попарно на траверсе посредством струбцин. Оси отклоняющих роликов жестко закреплены в сферических опорах. Последние установлены в корпусах струбцин и подпружинены относительно них. В корпусах струбцин установлены винты для продольного перемещения пружин Средство для дублирования бортовых лент со слоем корда кинематически связано с приводом отборочно-стыковочного транспортера. 1 з.п. ф-лы, 6 ил.
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заготовки слоев покрышек пневматических шин | 1988 |
|
SU1720893A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Устройство для изготовления слоев каркаса покрышек пневматических шин | 1991 |
|
SU1815234A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Устройство для изготовления слоев каркаса покрышек пневматических шин | 1988 |
|
SU1659224A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Поточная линия для заготовки деталей каркаса покрышек пневматических шин | 1969 |
|
SU412737A1 |
| Устройство для изготовления обрезиненногоКОРдНОгО пОлОТНА | 1978 |
|
SU804510A1 |
| Устройство для раскроя и стыковки обрезиненного металлокордного полотна | 1984 |
|
SU1206124A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
Изобретение относится к оборудованию для производства покрышек пневматических шин радиальной конструкции и, в частности, к устройствам для изготовления слоев каркаса и усилительных бортовых деталей из обрезиненного текстильного кор- да.
Известно устройство для изготовления слоев каркаса, содержащее механизм для раскроя корда, отборочно-стыковочный транспортер, механизм для( продольного раскроя усилительных бортовых лент с двумя группами приводных ножей и привода для их вращения и средство для отклонения и центрирования бортовых лент, выполненное в виде двух групп верхних и нижних роликов, смонтированных над дублировоч- ным транспортером.
Недостатком этого устройства является то, что горизонтально расположенные цилиндрические ролики механизма дублирования усилительных деталей борта не оснащены приводом вращения, синхронно работающим с приводом перемещения бортовых усилительных лент и слоя корда, имеет место рассогласование линейной скорости движения деталей, что ведет к образованию складок или к неравномерной вытяжке усилительных деталей борта, что в конечном итоге, приведет к ухудшению качества борта покрышек пневматических шин.
Известно и другое устройство для изготовления слоев каркаса, содержащее механизм раскроя корда, отборочно-стыковочный транспортер с механизмом стыковXI
со
О со
о
ки, механизм для продольного раскроя усилительных бортовых лент в виде двух групп приводных ножей и- привода для их вращения, средство для отклонения и центрирования бортовых лент в виде системы роликов и средство для дублирования бортовых лент со слоем корда.
Устройство имеет недостатки, заключающиеся в том, что каждая из бортовых лент до наложения слоев корда претерпевает двойной разворот на 180°, а ролики не оснащены приводом, обеспечивающим синхронное перемещение бортовых лент и слоя корда, могут возникнуть деформации и вытяжка бортовых лент в случае неправильно выполненных ручных операций по заправке бортовых лент на системах роликов.
Цель изобретения - повышение качества дублирования.
Поставленная цель достигается тем, что ролики средства для отклонения и центрирования бортовых лент выполнены в виде смонтированных попарно на траверсе посредством струбцин отклоняющих роликов, оси которых жестко закреплены в сферических опорах, установленных в корпусах струбцин, и подпружиненных относительно них, причем в корпусах струбцин установлены винты для продольного перемещения пружин. Средство для дублирования бортовых лент со слоем корда кинематически связано с приводом отборочно-стыковочного транспортера.
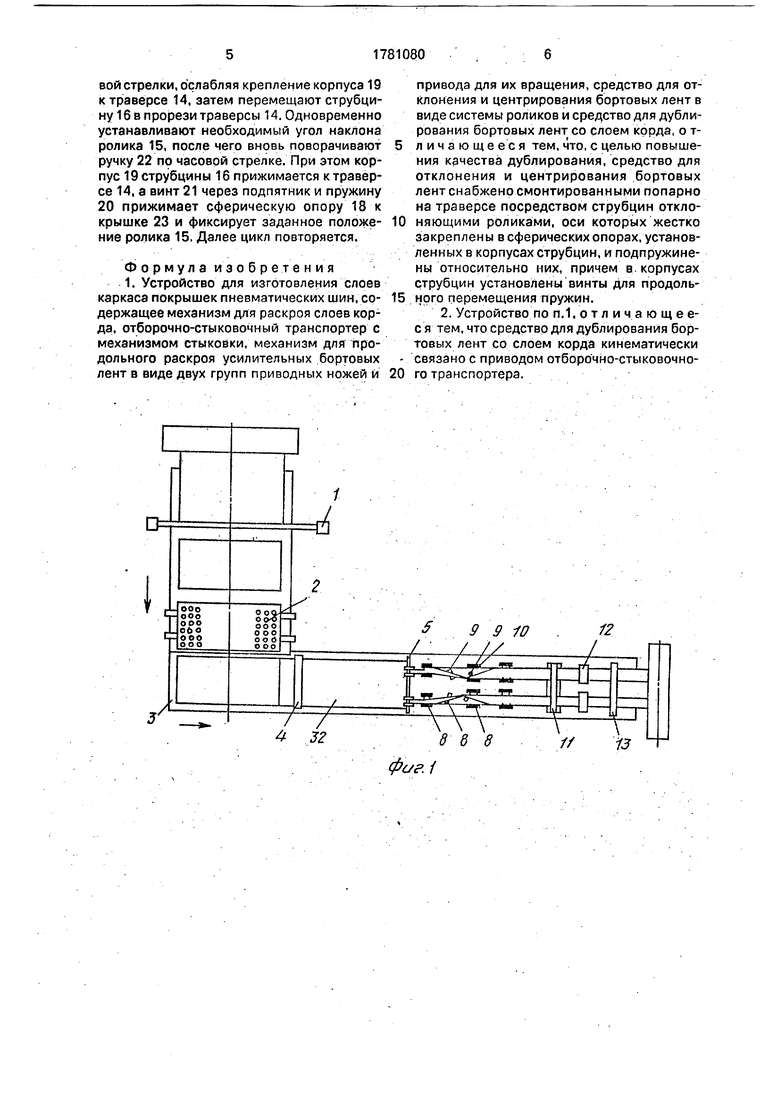
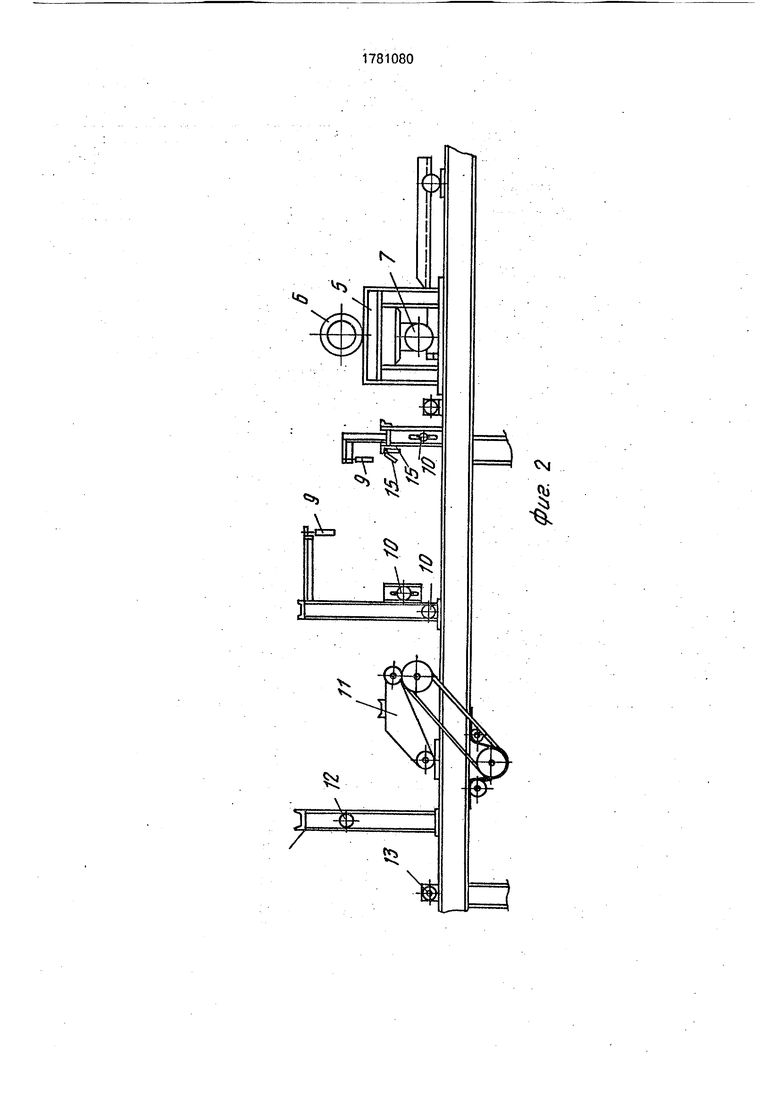
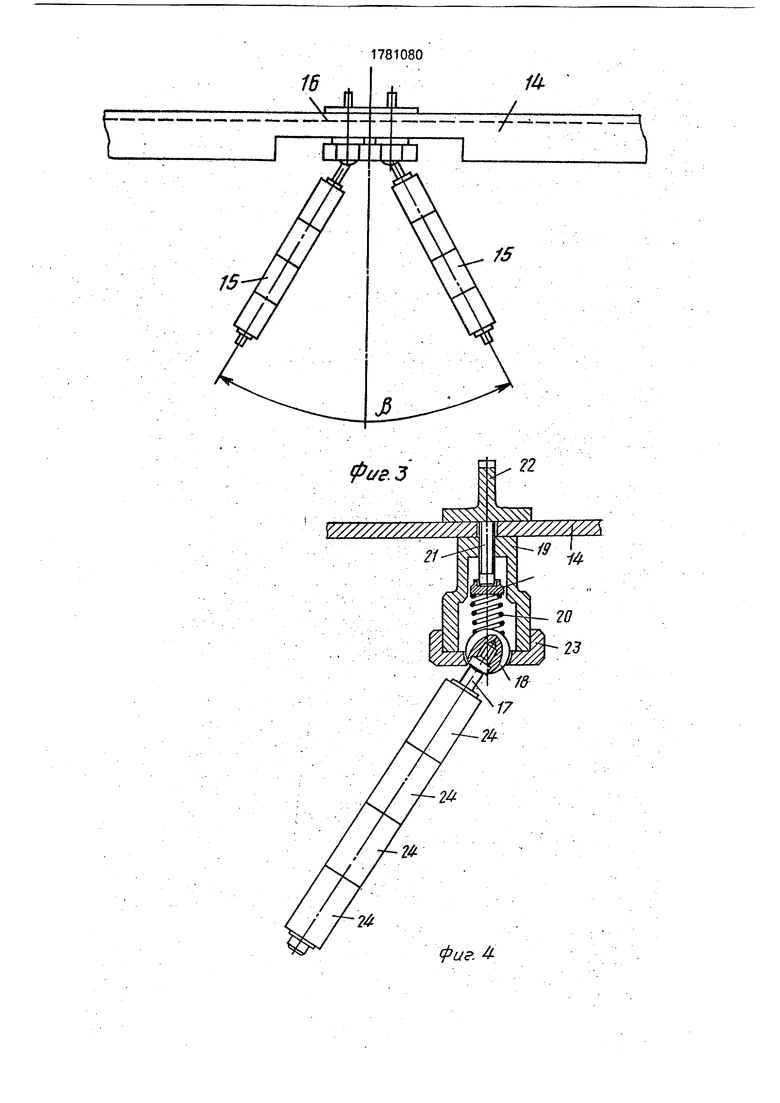
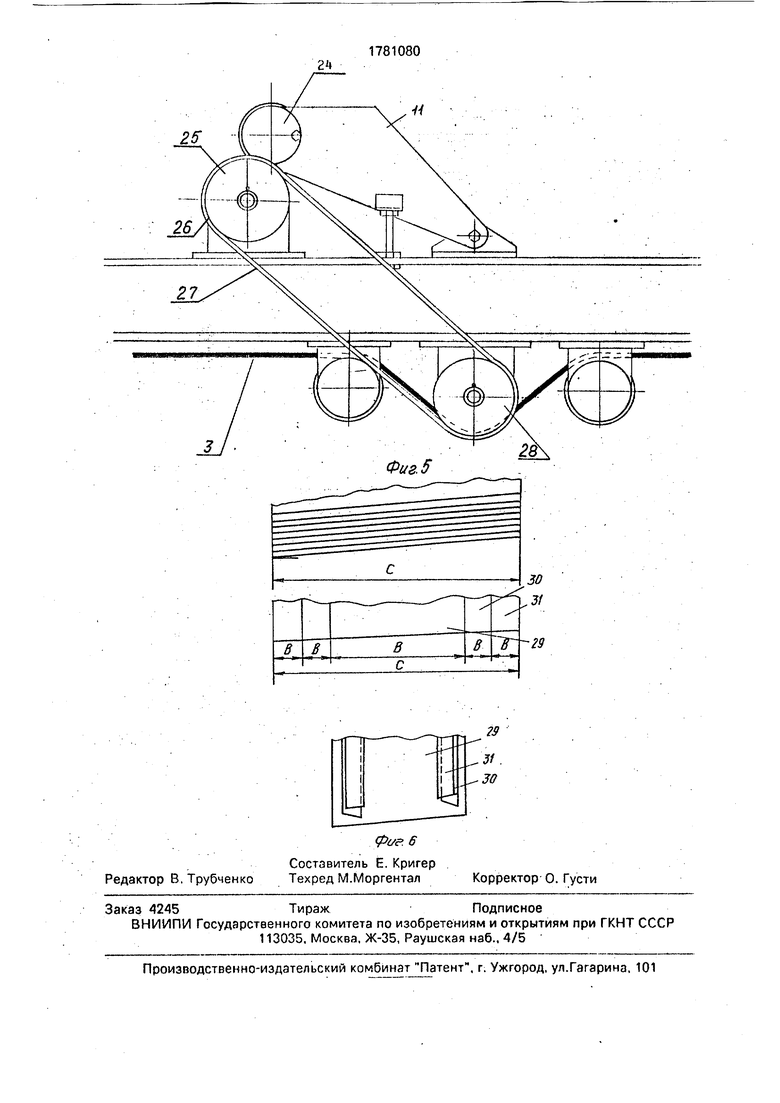
На фиг.1 изображен общий вид устройства, вид сверху; на фиг,2 -тоже, вид сбоку; на фиг.З - средство для отклонения и центрирования бортовых лент; на фиг.4 - то же, разрез; на фиг.5 - кинематическая связь привода транспортера и средства для дублирования; на фиг.б - последовательность операций по раскрою слоев каркаса.
Устройство содержит механизм для раскроя слоев корда в виде диагонально резательной машины 1, механизм для перекладки раскроенных полос 2, отборочно- сгыковочный транспортер 3 с механизмом для стыковки 4, механизм 5 для продольного раскроя усилительных бортовых лент в виде двух групп приводных ножей 6 и привода 7 для их вращения, средство 8 для отклонения и центрирования бортовых лент в виде системы отклоняющих роликов 9 и центрирующих роликов 10, средство 11 для дублирования бортовых лент со слоем корда, механизм 12 для центрирования и средство 13 для наложения сдублированных усилительных деталей на слой корда. Система отклоняющих роликов 9 содержит смонтированные на траверсе 14 попарно отклоняющие ролики 15. Ролики 15 крепятся посредством струбцин 16. Оси 17 роликов 15 жестко закреплены в сферических опорах в виде подшипников 18. Подшипники 18 установлены в корпусах 19 струбцин 16 и
подпружинены пружинами 20 относительно них. В корпусах 19 струбцин 16 установлены винты 21 для продольного перемещения пружин 20. Винты 21 снабжены ручками 22 для удобства регулировки.
0 Подшипниковые опоры 18 поджимаются крышками 23.
Ролики 15 выполнены в виде втулок 24 из фторопласта установленных на оси 17. Средство 11 для дублирования борто5 вых лент со слоем корда выполнено в виде двух горизонтально расположенных над транспортером 3 цилиндрических роликов 24, 25 (фиг.5).
Для обеспечения требуемой для качест0 венного дублирования площади контакта рабочих поверхностей роликов 24, 25 оси роликов смещены друг относительно друга. Нижний 25 дублировочный ролик выполнен рифленым, причем рифления нанесены па5 раллельно горизонтальной оси вращения ролика 25. Для устранения повышенной вытяжки усилительных деталей борта при дублировании нижний 25 дублировочный ролик через шкив 26 соединен ремнем 27 с при0 водным 28 роликом транспортера 3.
Устройство для изготовления слоев каркаса покрышек пневматических шин работает следующим образом.
Обрезиненный на кордной линии тек5 стильный корд подается к диагонально-резательной машине 1 (фиг.1), на которой производят раскрой корда на полосы определенной ширины и под заданным углом. При раскрое на диагонально-резательной
0 машине 1 корда, предназначенного для выпуска усилительных деталей борта, ширину отрезаемых полос настраивают таким образом, чтобы ширина полосы1 С (фиг.6) была равна сумме ширины слоя корда 29 и четы5 рем ширинам в усилительных деталей борта 30, 31. Раскроенные полосы механизмом 2 перекладываются на отборочно-сты- ковочный 3 транспортер и стыкуются механизмом 4 в непрерывную ленту 32, ко0 торая дисковыми ножами механизма 5 для продольного раскроя разрезается на слой корда 29 и усилительные детали борта 30, 31.
Усилительные детали подаются к груп5 пе отклоняющих 9 и центрирующих роликов 8, где две бортовые ленты 30 симметрично расположенные по отношению к центру слоя корда 32 переворачивает на 180°. Для установки ролика 15 в требуемое положение производят поворот ручки 22 против часовой стрелки, ослабляя крепление корпуса 19 к траверсе 14, затем перемещают струбцину 16 в прорези траверсы 14. Одновременно устанавливают необходимый угол наклона ролика 15, после чего вновь поворачивают ручку 22 по часовой стрелке. При этом корпус 19 струбцины 16 прижимается к траверсе 14, а винт 21 через подпятник и пружину 20 прижимает сферическую опору 18 к крышке 23 и фиксирует заданное положение ролика 15. Далее цикл повторяется.
Формула изобретения 1. Устройство для изготовления слоев каркаса покрышек пневматических шин, содержащее механизм для раскроя слоев корда, отборочно-стыковочный транспортер с механизмом стыковки, механизм для продольного раскроя усилительных бортовых лент в виде двух групп приводных ножей и
привода для их вращения, средство для отклонения и центрирования бортовых лент в виде системы роликов и средство для дублирования бортовых лент со слоем корда, о тличающееся тем, что, с целью повышения качества дублирования, средство для отклонения и центрирования бортовых лент снабжено смонтированными попарно на траверсе посредством струбцин отклоняющими роликами, оси которых жестко закреплены в сферических опорах, установленных в корпусах струбцин, и подпружинены относительно них, причем в корпусах струбцин установлены винты для продольного перемещения пружин.
фае. 1
L
|
«м
I
§
15
15
five. 3
фиг. &
tf
И
,9
.31 Jff
