Известны станки для шлифовауия железобетонных и мозаичных изделий с конвейерной подачей, шлифовальные головки которых устанавливаются под требуемыми углами по профилю изделия и положение их фиксируется. Обработка большого количества изделий па подобных станках затруднена частыми подналадками головок из-за быстрого износа шлифовальных кругов.
Предлагаемый станок для шлифования каменных плит отличается от известных тем, что шлифовальиая бабка его подвешена на штоках поршней гидравлических цилиндров, обший золотник которых унравляется следящим щупом, упирающимся в обрабатываемые плиты, находяол.иеся на конвейере. Такая конструкция станка обеспечивает автоматическую подачу на обрабатываемые плиты абразивных кругов по мере их износа под действием веса шлифовальной бабки.
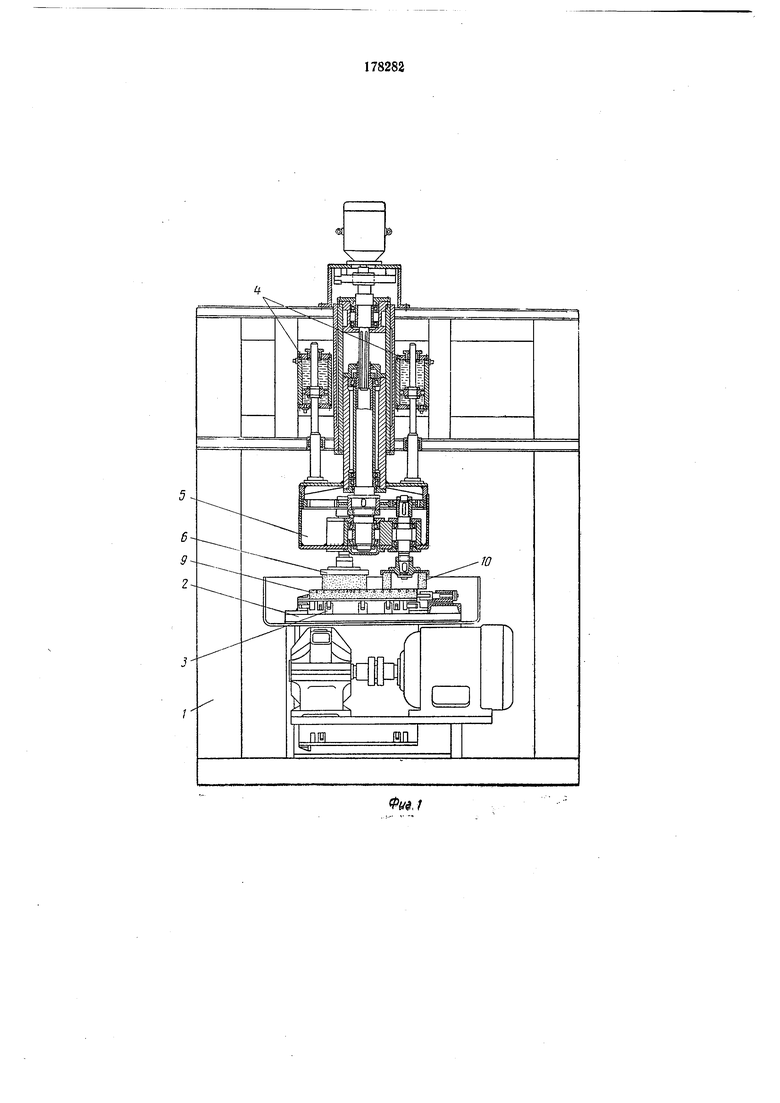
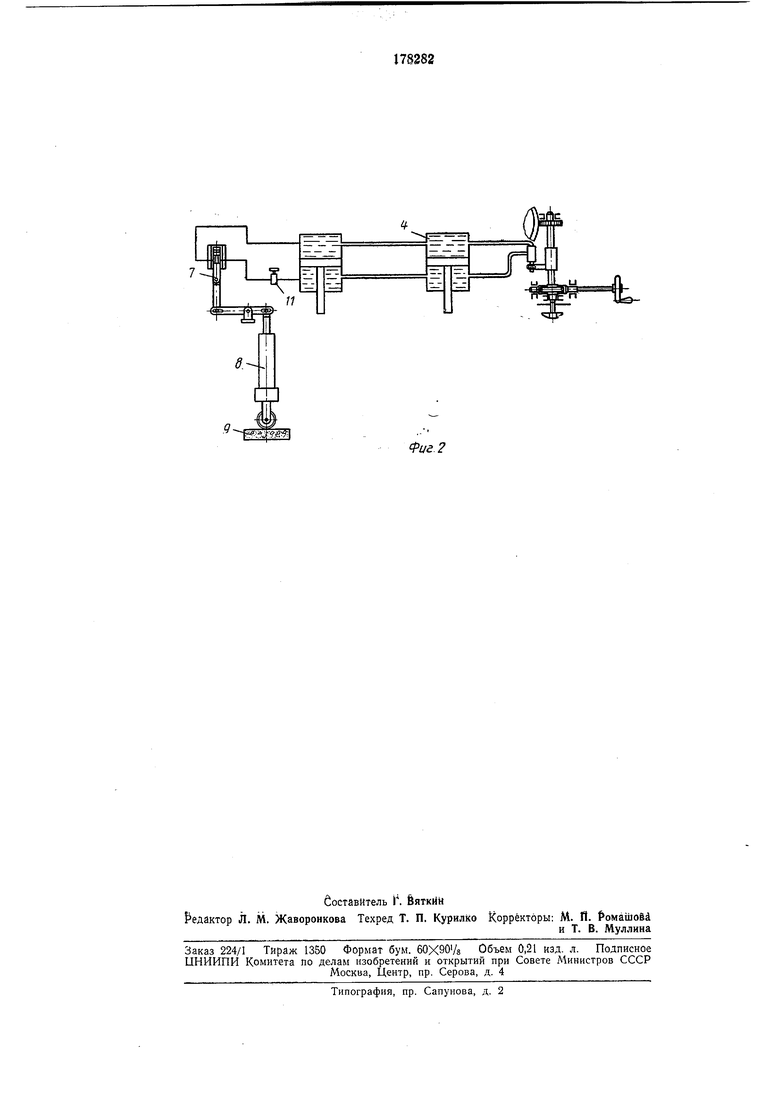
На фиг, 1 схематически изображен описываемый станок; на фиг. 2 - схема амортизатора.
На стаййЁе / укреплены стол 2 с конвейером 3 подачи изделий и гидравлические цилИМДры-амортизаторы 4, на штоках поршней которых подвешена шлифовальная бабка 5, Несущая шлифовальные головки б . Подпорш1;евые и надпоршиевые полости цилиндровамортизаторов связаны собой трубопроводом с золотником 7, управляемым при помощи следящего щупа 8, упирающегося в подлежащие обработке плиты 9. При отсутстВИИ нлнт на конвейере щуп опускается и через систему рычагов перекрывает золотник, опускапне шлифовальной бабки прекращается. Регулирование подачи шлифовальной бабки вниз под действием собственного веса на величину износа кругов 10 производится дросселем п.
Предмет изобретения
Станок для шлифования каменных плит с использованием конвейера для их перемещения относительно абразивных кругов шлифовальной бабки, отличающийся тем, что, с целью обеспечения автоматической подачи на
обрабатываемые плиты абразивных кругов по мере их износа под действием веса шлифовальной бабки, последняя подвешена на штоках поршней гидравлических цилиндровамортизаторов, подпоршневые и надпоршневые полости которых связаны между собой трубопроводом с золотником, управляемым при помощи следящего щупа, упирающегося в нахо.дящ11еся на конвейере обрабатываемые плпты.
6- 9- 2
Фие-2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИИ | 1973 |
|
SU395239A1 |
| Обдирочно-шлифовальный станок | 1983 |
|
SU1703403A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |