Изобретение относится к прокатному производству и может быть использовано при получении заготовок прямоугольного сечения для сортовых станов из непрерывно литых слябов.
Известен способ прокатки, включающий формирование одновременно нескольких заготовок, соединенных перемычками по ширине, и последующее продольное разделение заготовок в валках прокатного стана, причем разделение производят при отношении толщины перемычки между заготовками к радиусу сопряжения заготовок в зоне их сочленения, равном 1,0-4,5 [1].
Данный способ требует проведения большого числа проходов при формировании и разделении заготовок, а после разделения по месту разрыва перемычек образуются заусенцы.
Известен также способ прокатки заготовок и профилей, включающий формирование многониточного раската и его продольное разделение путем двустороннего внедрения гребней валков с переменным по высоте гребня радиусом кривизны. Согласно этому способу формирование перемычки перед разделением производят гребнями, образующие которых на участке от основания до 0,6-0,7 общей высоты гребня обращены выпуклостью к вертикальной оси симметрии, на остальной части имеют противоположную выпуклость, а разделение перемычки производят гребнями высотой на 2-5% больше предыдущих, у которых на участке от основания до 0,7-0,8 общей высоты гребня образующие обращены выпуклостью от вертикальной оси симметрии, а на остальной части гребня имеют противоположную выпуклость [2].
Этот способ характеризуется сложностью реализации и не гарантирует получения заготовок прямоугольного сечения без искажения формы и дефектов по месту разрушения перемычек.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки заготовок с продольным разделением сляба в многоручьевом калибре с взаимным осевым смещением режущих гребней на верхнем и нижнем валках, включающий внедрение режущих гребней в сляб до его разделения на заготовки, согласно которому соседние перемычки, соединяющие заготовки, формируют различной толщины, по меньшей мере, отличными друг от друга в 1,5 раза при равенстве толщин четных и нечетных перемычек, а разделение производят путем удержания нечетных заготовок в направлении граней в сторону перемычек меньшей толщины на величину, по крайней мере, равную толщине этих перемычек, а в чистовом калибре эти же заготовки смещают в противоположную сторону до разделения всех перемычек [3] - прототип.
Указанный способ характеризуется сложностью реализации, требует проведения большого числа проходов, что снижает его производительность, а наличие заусенцев по местам разрыва перемычек ухудшает качество заготовок.
Техническая задача, решаемая предлагаемым изобретением, состоит в повышении производительности при улучшении качества заготовок.
Поставленная техническая задача решается тем, что в известном способе продольного разделения сляба в многоручьевом калибре с взаимным осевым смещением режущих гребней на верхнем и нижнем валках, включающем внедрение режущих гребней в сляб до его разделения на заготовки, согласно предложению, разделение ведут в открытом ящичном калибре с ручьями, образованными режущими гребнями, причем глубину внедрения режущих гребней нижнего валка в сляб устанавливают равной 0,14-0,17 его толщины.
Возможен вариант выполнения способа, согласно которому разделение сляба на нечетное число заготовок осуществляют в многоручьевом калибре, в котором соседние режущие гребни на верхнем и нижнем валках взаимно смещают в осевом направлении в противоположные стороны.
Сущность предлагаемого изобретения заключается в следующем. Для повышения производительности продольного разделения необходимо использовать минимально возможное число проходов и при этом обеспечить повышение качества заготовок, т. е. исключить искажение формы поперечного сечения и дефектообразование по месту разделения. Этим условиям в полной мере отвечает открытый ящичный калибр с ручьями, образованными режущими гребнями. Открытый ящичный калибр обладает высокой захватывающей способностью, что позволяет разделять слябы толщиной 200-275 мм за 2 прохода. Для того чтобы запаса сил трения хватило для устойчивого захвата металла валками и не происходило искажения формы заготовок, глубина внедрения режущих гребней нижнего валка в сляб должна быть 0,14-0,17 его толщины.
Экспериментально установлено, что при глубине внедрения режущих гребней нижнего валка в сляб менее 0,14, для разделения сляба приходится увеличивать необходимое число проходов и снижать производительность процесса. При увеличении этого значения более 0,17 ухудшается стабильность разделения, имеют место пробуксовки валков, искажается форма поперечного сечения заготовки.
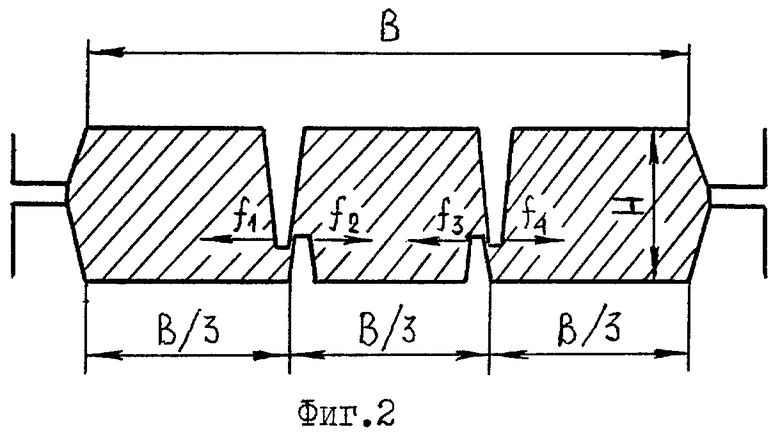
На фиг. 1 представлена последовательность изменения по проходам формы поперечного сечения разделяемого на заготовки сляба; на фиг. 2 - разделение сляба на нечетное число заготовок.
Взаимное смещение режущих гребней на верхнем и нижнем валках (фиг. 1) приводит к появлению осевых сил f1 и f2, действующих на валки и подшипниковые опоры. Если жесткость системы валков с подшипниками в осевом направлении окажется недостаточной, то действие осевых сил f1 и f2 вызовет увеличение зазора между режущими гребнями верхнего и нижнего валков. Это может явиться причиной появления дефектов по месту разделения.
В случае разделения сляба на нечетное число заготовок (фиг. 2) соседние режущие гребни на верхнем и нижнем валках смещают в осевом направлении в противоположные стороны. За счет этого осевые усилия f1 и f4 на смежных гребнях верхнего валка и f2 и f3 на смежных гребнях нижнего валка будут противонаправлены, чем обеспечится их взаимная компенсация. Взаимная компенсация осевых усилий f1 и f4, f2 и f3 приведет к разгрузке подшипниковых опор, исключит увеличение зазоров между режущими гребнями верхнего и нижнего валков и дефектообразование по месту разделения заготовок.
Примеры реализации способа
Пример 1.
Непрерывно литой сляб толщиной H= 250 мм, шириной В=1200 мм из стали Ст3сп нагревают до температуры 1250oC и подают на входную сторону одноклетевого реверсивного стана дуо с диаметром бочки валков 1300 мм для разделения на две заготовки шириной В/2=600 мм каждая. На бочках верхнего и нижнего валков стана выполнен открытый ящичный калибр. Открытый ящичный калибр разделен на два ручья режущими гребнями, один из которых выполнен на верхнем валке, а другой - на нижнем, при этом режущие гребни взаимно смещены в осевом направлении относительно друг друга. Высота режущего гребня нижнего валка h = 38,75 мм, что составляет 0,155 от толщины сляба H
Разделяемый сляб прямоугольного сечения (профиль 1 на фиг. 1) задают в ящичный калибр. При этом валки захватывают металл, и происходит внедрение режущих гребней верхнего и нижнего валков в противоположные стороны сляба и формирование разделительных канавок по месту разделения (профиль 2). После завершения 1-го прохода валки стана реверсируют и сводят, уменьшая межвалковый зазор таким образом, чтобы режущие гребни верхнего и нижнего валков частично перекрыли друг друга. Затем разделяемый сляб вновь задают в валки. Режущие гребни при 2-м проходе увеличивают глубину разделительных канавок до полного смыкания и разделения сляба на заготовки прямоугольного сечения (профиль 3). Металл, вытесняемый режущими гребнями, заполняет выпуски ящичного калибра. Поскольку режущий гребень нижнего валка полностью погружен в металл, глубина его внедрения составляет 0,155 толщины сляба, и в процессе разделения сляб оперт своей нижней стороной на дно ящичного калибра. За счет этого исключаются искажения формы заготовок при разделении сляба даже за два прохода. Возникающие на режущих гребнях верхнего и нижнего валков осевые силы f1 и f2 воспринимаются подшипниковыми опорами.
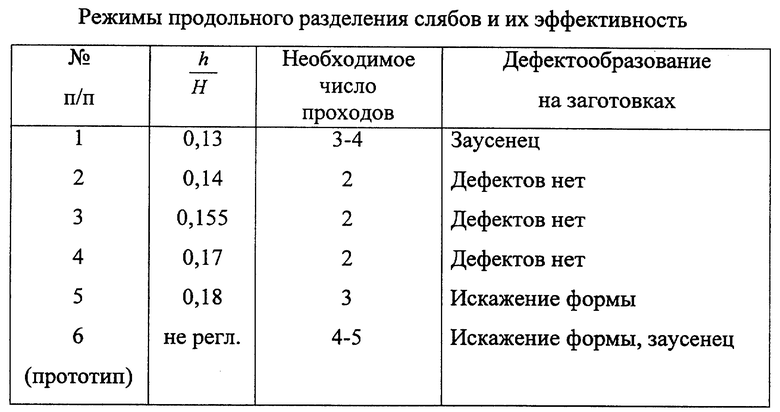
Изменение глубины внедрения режущего гребня нижнего валка в сляб приводит к следующим результатам (см. таблицу).
Из таблицы следует, что в случае реализации предложенного способа (варианты 2-4) достигается повышение производительности и улучшение качества заготовок. При запредельных значениях заявленных параметров (варианты 1 и 5) и использовании способа- прототипа (вариант 6) производительность и качество заготовок снижаются.
Пример 2.
Параметры разделяемого сляба и прокатного стана температуры те же, что и в примере 1, только сляб разделяют на нечетное число заготовок (три) равной ширины: В/3=400 мм. Для этого открытый ящичный калибр разделяют на три ручья режущими гребнями, два из которых выполнены на верхнем валке, а два - на нижнем. Соседние режущие гребни на верхнем и нижнем валках взаимно смещают в осевом направлении в противоположные стороны. Глубину внедрения режущих гребней нижнего валка в сляб устанавливают равной h=0,155H. Разделение ведут за два прохода, как в примере 1. Возникающие в процессе разделения осевые усилия f1 и f4 на смежных гребнях верхнего валка и f2 и f3 на смежных гребнях нижнего валка противонаправлены (фиг. 2) и взаимно компенсируют друг друга. Это исключает возможность осевого смещения валков, изменения зазора между режущими гребнями, образования дефектов по месту разделения заготовок. Кроме того, подшипниковые опоры разгружены от действия осевых усилий.
Технико-экономические преимущества предложенного изобретения состоят в том, что разделение сляба на заготовки в открытом ящичном калибре с ручьями, образованными режущими гребнями, с глубиной внедрения режущих гребней нижнего валка в сляб, равной 0,14-0,17 его толщины, обеспечивает сокращение необходимого количества проходов и улучшение качества заготовок. Взаимное смещение соседних режущих гребней на верхнем и нижнем валках в осевом направлении в противоположные стороны позволяет снизить осевые силы, действующие на валки и подшипниковые опоры.
В качестве базового объекта принят способ-прототип. Использование предложенного способа обеспечит повышение рентабельности продольного разделения слябов на 10-15%.
Литературные источники, использованные при составлении описания изобретения:
1. Авт.св. СССР N 106860, МПК В 21 В 1/02, 1983 г.
2. Авт.св. СССР N 1784293, МПК В 21 В 1/02, 1992 г.
3. Авт.св. СССР N 740312, МПК В 21 В 1/02, 1980 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК | 1999 |
|
RU2171724C2 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| Способ прокатки сортовых заготовок | 1979 |
|
SU789167A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
Изобретение относится к прокатному производству и может быть использовано при получении заготовок прямоугольного сечения для сортовых станов из непрерывно литых слябов. Технический результат состоит в повышении производительности при улучшении качества заготовок. Способ продольного разделения сляба в многоручьевом калибре с взаимным осевым смещением режущих гребней на верхнем и нижнем валках включает внедрение режущих гребней в сляб до его разделения на заготовки. Разделение ведут в открытом ящичном калибре с ручьями, образованными режущими гребнями, причем глубину внедрения режущих гребней нижнего валка в сляб устанавливают равной 0,14-0,17 его толщины. Для снижения осевых нагрузок и улучшения качества поверхности заготовок разделение сляба на нечетное число заготовок осуществляют в многоручьевом калибре, в котором соседние режущие гребни на верхнем и нижнем валках взаимно смещают в осевом направлении в противоположные стороны. Изобретение обеспечивает сокращение необходимого количества проходов при улучшении качества изделий по месту разделения заготовок. 1 з.п.ф-лы, 2 ил., 1 табл.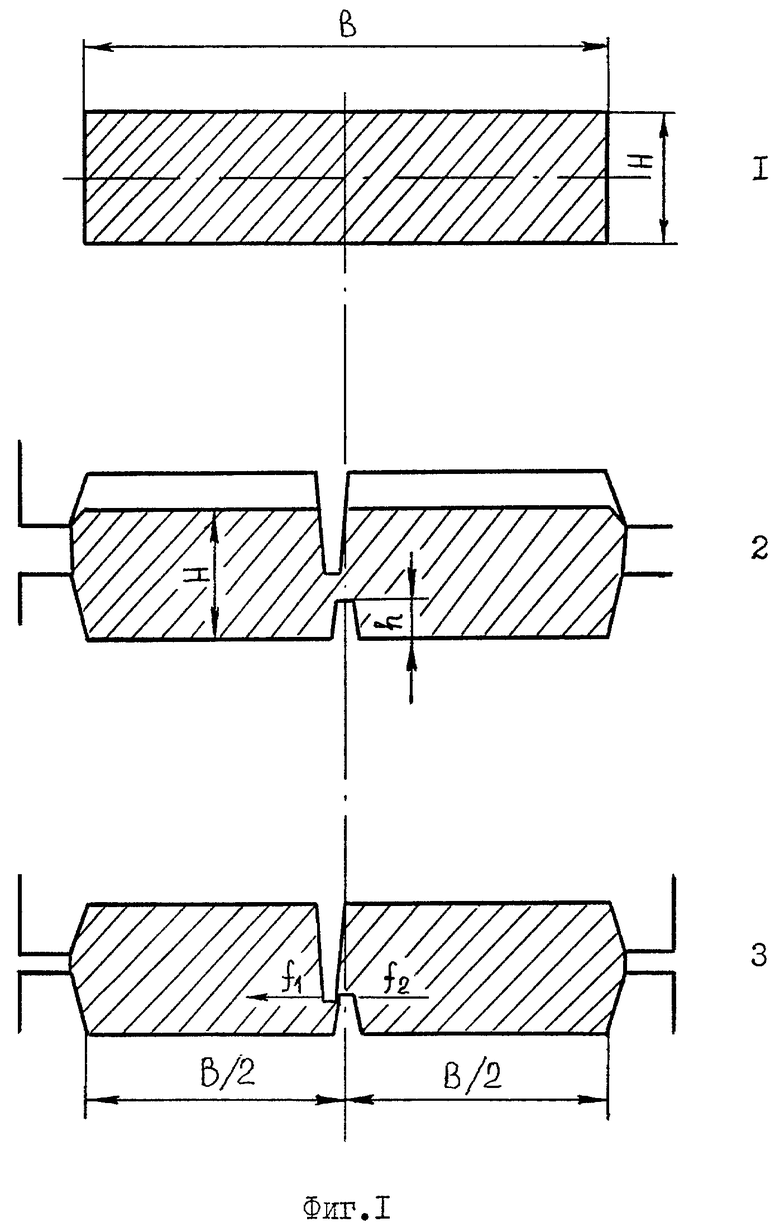
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ прокатки | 1991 |
|
SU1784293A1 |
| Способ прокатки заготовок | 1975 |
|
SU527218A1 |
| Система калибров валков для многоручьевой прокатки из плоской заготовки | 1976 |
|
SU558723A1 |
| Способ прокатки | 1991 |
|
SU1784293A1 |
| УСТРОЙСТВО ДЛЯ РАСШИРЕНИЯ ПУЧКА ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ ДЛЯ КОГЕРЕНТНОЙ ПОДСВЕТКИ С НАБОРОМ СВЕТОВОДОВ С ДИХРОИЧНЫМИ ПОКРЫТИЯМИ | 2020 |
|
RU2757071C1 |

