I
Изобретение относится к обработке металлов давлением, |Д именно к штамповке деталей из,трубных заготовок, и может быть использовано в авиационной и смежных отраслях промышленности при изготовлении полых деталей типа оболочек вращения.
Известны штампы для раздачи труб жестким пуансоном без нагрева tl3
Недостаток штампов - ограниченность возможностей формоизменения. Степень увеличения диаметра трубы для большинства материалов не превышает 25-30%.
Известен штамп для раздачи труб жестким пуансоном с нагревом, содержащий в качестве основных элементов полый пуансон с вмонтированными в него нагревательными элементами, верхнюю направляющую и нижнюю onopHyto плиты. Применение нагрева существенно расширяет технологические возможности процесса, диаметр исходаой трубы увеличивается в 2-2,5 раза 2.
Недостатком указанной конструкции является разностенность получаемых деталей, обусловленная резко выраженным утонением краевой части трубы при раздаче, особенно отчетливо проявляющимся при весьма больших степенях деформации, достигаемых при штамповке в режиме свегрхпластичности. При увеличении диаметра трубы в три раза утонение стенки вблизи кромки превышает 40%. Разностенность исходных труб, риски, забоины и другие дефекты, имеющиеся обычно на поверхности труб, приводят к локализации деформации в отдельных зонах краевой части и к дальнейшему еще более заметному утонению. Чрезмерное локальное утонение стенки является в ряде случаев основным фактором, сдерживающим применение процесса.
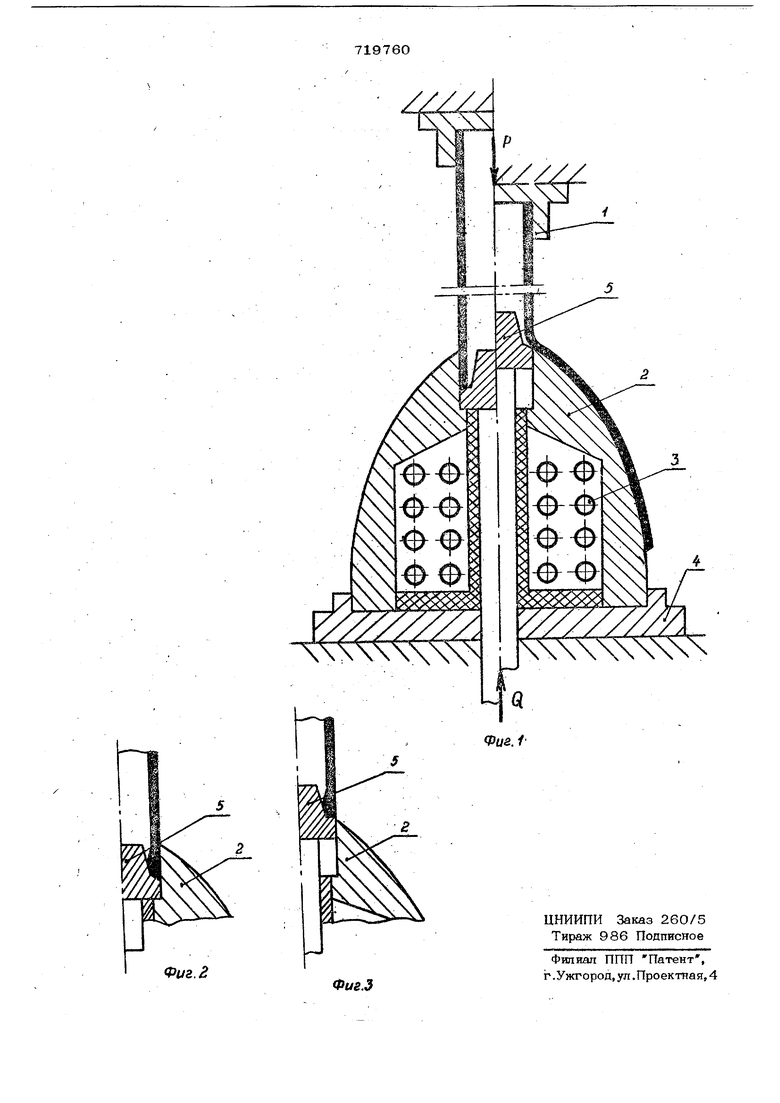
Цель изобретения - уменьшение разностенности изделия при больших степеHJJX деформации, достигаемых, например, при штамповке в режиме сверх пластичнодта. 37 .Поставленная цель достигается тем, что штамп снабжен профилированным вкладышем, установленным в полости пуансона по его оси с возможностью встречного перемещения относительно ля юще и. На фиг. 1 показана схема штампа для раздачи труб; на фиг. 2 - конечная . стадия осадки трубы; на фиг. 3 - началь ная стадияраздачи трубы. Штамп состоит из направляющей плиты 1, пуансона 2, встроенного нагревателя 3 и опорной плиты 4. В захоцной части пуансона 2 вУпЬлнена цилиндрическая полость диаметром равным наружном диаметру трубы. В полости установлен профилированный вкладьш 5, работающий Ьт маркетного устройства пресса. Штамп работает следующим образод. При нижнем положении вкладыша 5 пуансон 2 прогревается нагревателем 3 до рабочей температуры штамповки. Трубу устанавливают во внутреннюю полост заходной части пуансона, фиксируется направляю;Щей плитой 1. При рабочем ход пресса под действием осевого усилия Р производится осадка трубы с образованием краевого утонения по профилю вкладыша. Далее усилие Р снимается, направ ляющая плита поднимается вверх, вклада1ш 5 усилием перемешается в крайнее верхнее положение. При повторном нагружении трубы осевым усилием Р производится раздача трубы пуанСоном 2. Вкладыш 5 удерживается при этом в рабочем положении маркетным устройством пресса. После завершения процесса штампов0ки направляющая плита поднимается вверх, заготовка снимается с пуансона, вкладьгш 5 возвращается в исходное положение. Применение штампа описанной конструкции уменьшает разностбнность штампуемых деталей за счет компенсации утонения краевого участка трубы предварительным набором металла на профилированном вкладьлше и за счет уменьшения влияния разностенности, рисок, забоин и других дефектов трубы на локализацию деформации. Форм у л а и 3 о бретеиня Штамп для раздачи труб, содержащий установшенный на опорной плите полый пуансон с вмонтированным в нем нагревателем.а также подвижную направляющую плиту, с тличающийся тем, что, с целью уменьшения разностенности изделия, он снабжен профилированным вкладышем, установленным в полости пуансона по его оси с возмоясноЬтью встречного перемещения относительно направляющей плиты., Источники информации, принятые во внимание при экспертизе 1.Мосин Ф. В. Технология изготовления деталей вз труб, Машгнз, М., 1962. 2.Пашкевич А. Г. И др. Интенсификация процесса райдачи полых цилиндрических заготовок, Кузнёчно-штамповочное производство, 1975, № 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи полых заготовок | 1972 |
|
SU602274A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2018 |
|
RU2706395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2018 |
|
RU2706392C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
| Способ получения на трубе плоского фланца | 1985 |
|
SU1349845A1 |