fe

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Производственный модуль для штамповочных работ | 1988 |
|
SU1685576A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Устройство для обработки полосового материала | 1984 |
|
SU1197762A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |

Изобретение относится к машиностроению и применяется для загрузки многослойных плит, а также в деревообрабатывающей промышленности. Загрузка пресса многослойной плитой осуществляется тележкой, заходящей в пресс, а плита смонтирована на плоских захватах, смонтированных на подвижных рейках, В захватах выполнены пазы, перемещаемые по неподвижным ползунам с помощью рейки,-благодаря чему захваты при заходе тележки в пресс сводятся, освобождая плиту, а при выходе тележки из пресса разводятся с помощью реек и становятся под плитой по ее бокам. Для поддержки нижней пленки на раме смонтирован ролик либо пленка прижимается с помощью воздушного потока Данная конструкция улучшает качество изделий, так как обеспечивается опускание плиты вместе с верхней плитой пресса, и обеспечивает надежность в работе за счет точной подачи плиты в пресс. 1 з.п. ф-лы, 7 ил,
Изобретение относится к машиностроению и может применяться для загрузки многослойных плит в пресс, а также в деревообрабатывающей промышленности.
Цель изобретения - расширение технологических возможностей.
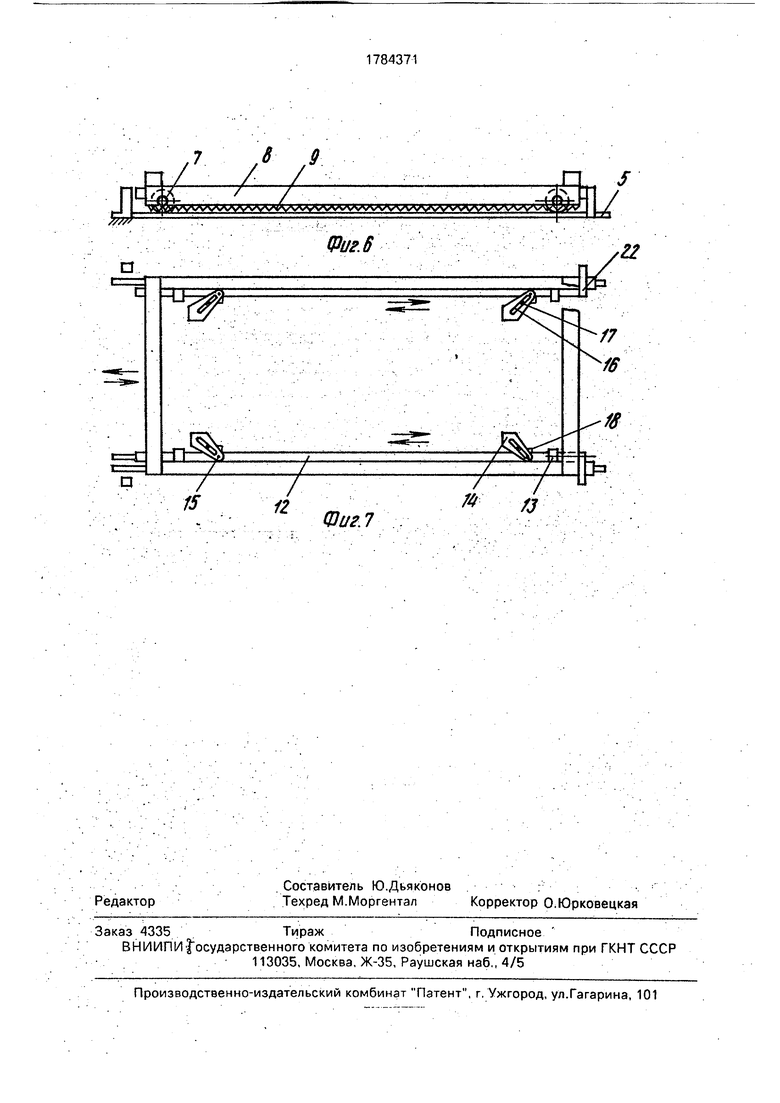
На фиг.1 показано предлагаемое устройство, вид сзади; на фиг. 2 - то же, вид . сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - балка, вид сзади; на фиг. 5 - то же, вид сверху; на фиг. 6 - балки с жесткими связями, вид сбоку; на фиг. 7 - то же, вид сверху.
Устройство включает сборочнУй стол 1 (или транспортер), который подвешен на двух парах рычагов 2 к раме транспортера 3 и образует шарнирно-параллелограммную систему, крайние рычаги которой связаны с рамой силовыми цилиндрами 4. Подкрановый путь 5 смонтирован по бокам рамы транспортера и нижней плиты пресса 6 и по нему на колес.эх 7 перемещаются балки 8,
связанные между собой жесткими связями, с зубчатыми рейками 9, входящими в зацепление с зубчатыми колесами 10, приводимыми во вращение от гидродвигателя 11. На балках расположены линейки 12 в направляющих 13 (фиг.3,4), на линейках смонтированы площадки 14 на осях 15 с пазами 16, в которые входят пальцы 17 кронштейнов 18, жестко связанных с балками (фиг.4,5). Для удержания нижней пленки от прогиба на стойке прикреплен свободно вращающийся ролик 19. На раме транспортера установлены упоры 20 и 21, а на линейке смонтированы зацепы 22. На площадках установлена многослойная плита 23.
Работает устройство следующим образом.
Многослойная плита 23 формируется на столе 1. площадки 14 находятся в развернутом состоянии (фиг.З) Стол 1 поднят рычагами 2 при воздействии на них силовых
жЛ
VI
00 4 GO VI
цилиндров над площадками. Стол 1 с помощью силовых цилиндров 4 опускается, оставляя многослойную плиту 23 на площадках 14, От гидродвигателя 11 через зубчатые колеса 10 передается движение зубчатой рейке 9, связанной с балками 7, в направлении пресса до тех пор, пока зацепы 22 не наедут на упор 21. При наезде балки продолжают движение вперед, а линейки 12 скользят в направляющих 13 (фиг. 3,4), пазы 16 площадок 14 скользят по пальцам 17 на кронштейнах 18 и поворачиваются на осях 15 к балкам. Площадки выходят из-под многослойной плиты 23, пленка падает на нижнюю плиту пресса. Нижняя пленка многослойной плиты при этом прижимается к нижней плоскости плиты потоком воздуха или роликом 19, за роликом может устанавливаться ионизатор для приклейки пленок к плите на 30 с в результате ионизации. При применении воздушного потока ионизатор может отсутствовать, т.к. воздух будет прижимать нижнюю пленку к нижней поверхности плиты. Для подачи воздушного потока применяется сопло (на чертежах не показано). После разгрузки стол 1 поднимается в верхнее положение, балки 7 возвращаются назад. При наезде зацепов 22 на упор 21 площадки 14 разводятся в положение, показанное на фиг. 3, и далее цикл повторяется.
Изобретение позволяет увеличить надежность и качество работы, расширить обг
ласть применения за счет точной подачи плиты в пресс.
Формула изобретения
ИгТ
И
ISФиг.2
г///////
X
-/7
75
S
to 5
J
///S
/ //
ywyy
Фиг. 6
a
T 15
7
12
Фиг. 7
4
V
| Устройство для подачи листовогоМАТЕРиАлА из СТОпы K ОбРАбАТыВА-ЕщЕй МАшиНЕ | 1978 |
|
SU801942A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
