Изобретение относится к обработке металлов давлением и может быть испо льзова- но для изготовления деталей из ленточного или полосового материала методами листовой штамповки
Известна технологическая штамповочная линия для штамповки деталей, содержащая устройство для разделения заготовок, например кривошипный пресс, вырубленные заготовки поступают в бункер-питатель с ориентирующим устройством, откуда они поступают на первый технологический ротор роторно-конвейерной машины.
Известна роторная машина для штамповки деталей из непрерывного материала, принятая за прототип, содержащая по меньшей мере два последовательно расположенных на общей станине, связанных общим приводом замкнутых цепных конвейера с параллельными цепями, охватывающими звездочки, и механизмами натяжения, блоки со штамповочными инструментами, установленными на цепях конвейеров, механизм сближения и разъединения попарно взаимодействующих частей блоков в виде копиров, закрепленных на станине, механизм приведения в
VI
оо
-N
00
действие штамповочных инструментов, роторные механизмы питания и загрузки.
При пуске электродвигателя конвейеры получают непрерывное вращение, штамповочные блоки на участке сближения центрируются и при взаимодействии с копирами производится штамповка.
Для 6беспечения экономии материала за счет минимального размера перемычек ме1жду отштампованными изделиями устройство мЪжет содержать дополнительные противоположно расположенные относительно обрабатываемого материала горизонтально замкнутые конвейеры, кинематически связанные с основными через цепные конвейеры.
Конструкция известного устройства усложнена из-за наличия двенадцати силовых механизмов, роторного питателя и загрузочного ротора, дополнительных конвейеров и цепных передач для их связи с основными конвейерами, следовательно, надежность устройства невысока.
Целью изобретения является повышение надежности и производительности за счет параллельной штамповки Деталей из двух непрерывных заготовок и участков на двух концах одной заготовки.
Поставленная цель достигается тем, что в роторной линии для штамповки Деталей из непрерывного материала, содержащей по меньшей мере два последовательно расположенных на общей станине и связанных общим приводом замкнутых цепных конвейера с параллельными цепями, охватыва- ющими звездочки, и механизмами натяжения, блоки со штамповочными инструментами, установленными на цепях конвейеров, механизм сближения и разъединения попарно взаимодействующих частей блоков в виде копиров, закрепленных на станине, механизм приведения в действие штамповочных инструментов, согласно изобретению оси блоков расположены параллельно осям звездочек, механизм приведения в действие штамповочных инструментов выполнен в виде по меньшей мере двух пар дополнительных копиров, жестко связанных с профильными копирами, при этом дополнительные копиры, раз- мещенные на одном конвейере, расположены по разные стороны от оси, проходящей через оси звездочек, и на расстоянии один от другого, равном 0,25t, где t - шаг размещения инструментов, расстояние между осями звездочек одного конвейера равно 3,5t, расстояние между осями соседних звездочек двух последовательно установленных конвейеров равно 2,5t, станина выполнена с верхней плитой, а линия
снабжена корпусами для размещения копиров, направляющими колонками, соединяющими корпуса с верхней плитой, тарельчатыми пружинами, размещенными
на колонках, регулировочными гайками и роликами, размещенными на блоках с возможностью взаимодействия с копирами.
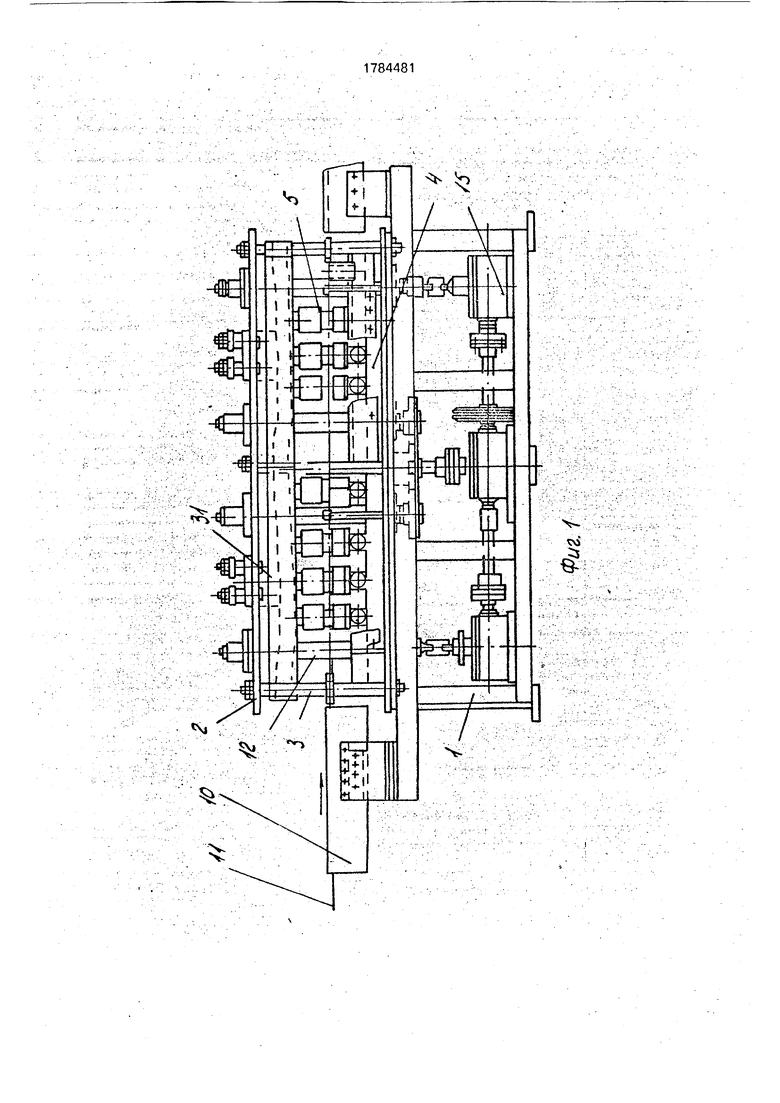
Сущность изображения поясняется чертежами, где на фиг. 1 показан фронтальный
0 вид на роторную линию: на фиг. 2 - схема
штамповки; на фиг. 3 - линия, вид в плане;
на фиг. 4 - разрез инструментального блока;
на фиг. 5 - конструкция силового копира.
Роторная линия для штамповки деталей
5 из непрерывного материала содержит общую станину 1 и верхнюю плиту 2, стянутые стяжками 3. Станина 1 снабжена неподвижными направляющими 4, с которыми имеют возможность контактирования блоки 5, не0 сущие штамповочные инструменты, механизм приведения в действие которых выполнен в виде по меньшей мере двух пар дополнительных силовых копиров 6-9, жестко закрепленных в верхней плите 2 стани5 ны 1. По приводным направляющим 10 осуществляется подача в линию лент 11 исходного материала.
Четыре спаренные звездочки 12 связаны через муфты (не показаны) с общим при0 водом линии, размещенным внизу станины
1 и состоящим из электродвигателя 13, кли ноременной передачи 14, трех червячных
редукторов 15, при этом оси штамповочных
блоков 5 расположены параллельно осям
5 звездочек 12, а блоки 5 установлены с шагом размещения штамповочных инструментов, равным:, на цепях 16двух последовательно расположенных на общей станине и связанных общим приводом замкнутых цепных
0 конвейеров 17 и 18 с параллельными цепями 16, охватывающими звездочки 12, и механизмами натяжения (не показан),
Дополнительные копиры 6-9, размещенные на каждом из конвейеров 17, 18,
5 расположены по разные стороны от оси, проходящей через оси звездочек 12, и на расстоянии один от другого, равном 0,25t, где t - шаг размещения штамповочных инструментов блоков 5, каждый из которых со0 держит подвижные ролики 19, держатель 20, тягу 21, прижим 22, вырубной 23 и формовочный 24 пуансоны, вырубную матрицу 25, выталкиватель 26, формовочную матрицу 27, упорные ролики 28.
5 Дополнительные копиры 6-9 с помощью корпусов 29 закреплены на плите 2 посредством направляющих колонок 30, размещенных во втулках (не показан), установленных в отверстиях корпусов 29. Механизм сближения и разъединения попарно
взаимодействующих частей блоков 5 выполнен в виде профильных копиров 31, жестко закрепленных на станине 1 и имеющих возможность взаимодействия с подвижными роликами 19 блоков 5.,
На направляющих колонках 30 установлены регулировочные гайки 32 и тарельйа- тые пружины 33, с помощью которых дополнительные копиры 6-9 прижаты к плите 2.
Расстояние между осями звездочек 12 конвейера 17 или 18 равно 3,5t, расстояние между осями соседних звездочек 12 двух последовательно установленных конвейеров 17 и 18 равно 2,5t, где t - шаг разКйзще- ния блоков 5 в целях конвейеров 17 и 18.
Отштампованная деталь 34 удаляется по склизу 35 в тару.
Роторная линия работает следующим образом.
При вращении электродвигателя 13 происходит синхронное движение цепей 16 конвейеров 17 и 18 с инструментальными блоками 5. Прокатываясь по профильному копиру 31, ролики 19 через тягу 21 раскрывают межштамповое пространство инструментальных блоков 5. Непрерывный материал в виде, например, лент 11 по приводным направляющим попадает в разо- мкцутре межшта мповое пространство блока 5, находящееся в этом состоянии в начале прямолинейного пути движения цепей 16 конвейеров 17, 18.
С дальнейшим перемещением инструментальных блоков 5 происходит опускание тяги 21 на определенную величину, при этом прижим 22 прижимает ленту 11 к верхней части вырубной матрицы 25, происходитсовместноедвижениеинструментального блока 5 с лентой 11 на рабочую позицию, например к дополнительному копиру 6 или 8, где вырубной пуансон 23 опускается вниз, совершая рабочий ход, при котором производится вырубка заготовки из ленты 11, а формовочным пуансоном 24 осуществляется формовка детали 34.
Затем производится подъем пуансонов 23 и 24 в соответствии с движением роликов 19 по копиру 31, прижим 22 продолжает держать ленту 11. При подходе к концу прямолинейного участка движения цепей 16 конвейеров 17 и 18 штамповое пространство инструментального блока 5 полностью размыкается и выталкиватель 26 выталкивает отштампованную деталь 34 на склиз 35, по которому она попадает в тару. 5Данная линия обеспечивает повышение
производительности за счет возможности осуществления параллельной штамповки деталей из двух непрерывных заготовок и участков на двух концах одной заготовки, а
0 также способствует повышению надежности работы.
Формула изобретения Роторная линия для штамповки деталей из непрерывного материала, содержащая
5 по меньшей мере два последовательно расположенных нз общей станине и связанных общим приводом замкнутых цепных кон- вейера с параллельными цепями, охватывающими звездочки, и механизмами
0 натяжения, блоки со штамповочными инструментами, установленными на цепях конвейеров, механизм сближения и разъединения попарно взаимодействующий частей блоков в виде копиров, закреп5 ленных на станине, механизм приведения в действие штамповочных инструментов, о т лишающаяся тем, что, с целью повышения надежности и повышения производительности за счет параллельной штамповки
0 деталей из двух непрерывных заготовок и участков на двух концах одной заготовки, оси блоков расположены параллельно осям Звездочек, механизм приведения в действие штамповочных инструментов выполнен
5 в виде по меньшей мере двух пар дополнительных копиров, жестко связанных с копирами, при этом дополнительные копиры, размещенные на одном конвейере, расположены по разные стороны от оси, проходя0 щей через оси звездочек, и на расстоянии один от другого, равном 0,25t, где t - шаг размещения инструментов, расстояние между осями звездочек одного конвейера равно 3,5t, расстояние между осями сосед5 них звездочек двух последовательно уста- новленйых конвейеров равно 2,5t, станина выполнена с верхней плитой, а линия снабжена корпусами для размещения копиров, направляющими колонками, соединяющи0 ми корпуса с верхней плитой, тарельчатыми пружинами, размещенными на колонках, регулировочными гайками и роликами, размещенными на блоках с возможностью взаимодействия с копирами.
Ј
«e #
&-M
Фиг. 2


| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Устройство для штамповки изделий из непрерывного материала | 1985 |
|
SU1303237A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Линия для изготовления штучных изделий из ленточного материала | 1990 |
|
SU1750812A1 |
| Линия для изготовления деталей | 1988 |
|
SU1666252A1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1118516A1 |
| Роторный автомат | 1988 |
|
SU1586838A1 |
| Автомат универсально-гибочный, штамповочный, модульного типа | 1989 |
|
SU1813585A1 |
| РОТОРНАЯ МАШИНА ДЛЯ ШТАЛ1ПОВОЧНЫХ ОПЕРАЦИЙ | 1966 |
|
SU186381A1 |



Использование1 обработка давлением непрерывного материала Сущность изобретения: роторная линия содержит последовательно смонтированные на общей станине цепные конвейеры, блоки со штамповочными инструментами, механизмы сближения и разъединения частей блоков, механизмы приведения в действие штамгго- вочных инструментов Блоки инструментов установлены на цепях конвейеров. Оси блоков параллельны осям звездочек Механизм сближения и разьединения частей блоков содержит неподвижно закрепленные на верхней плите станины копиры. Механизмы приведения в действие штамповочных инструментов содержат дополнительные копиры, которые жестко связаны с соответствующими закрепленными на верхней плите копирами. Дополнительные копиры смещены одик относительного другого на четверть шага между штамповочными инструментами При перемещении цепей конвейеров инструментальные блоки под воздействием копиров сближаются. Материал прижимается к Матрице и совместно с цепью и блоками поступает с одной стороны в зону действия одних дополнительных копиров. Штамповочные инструменты вырубают детали При дальнейшем перемещении цепей и инструментов инструменты вырубают детали под воздействием других дополнительных копиров. 5 ил СО с
1ЯМШ
2
г/
Фиг, У
//
| Устройство для штамповки изделий из непрерывного материала | 1985 |
|
SU1303237A1 |
