00
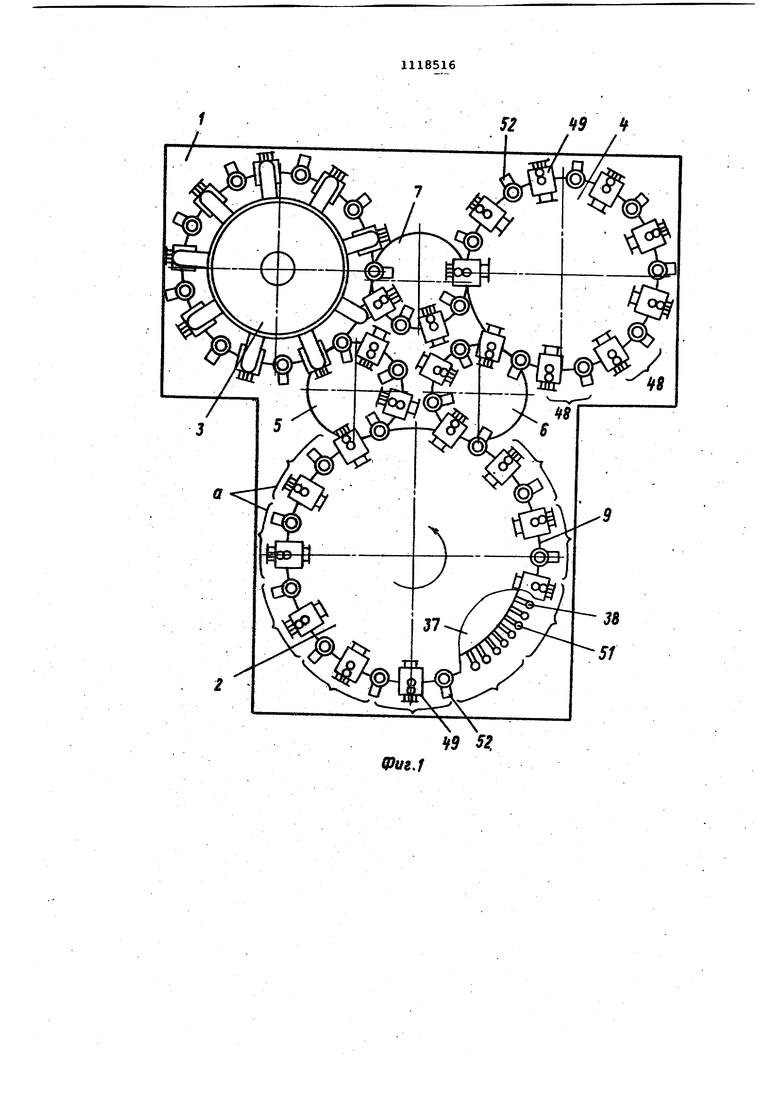
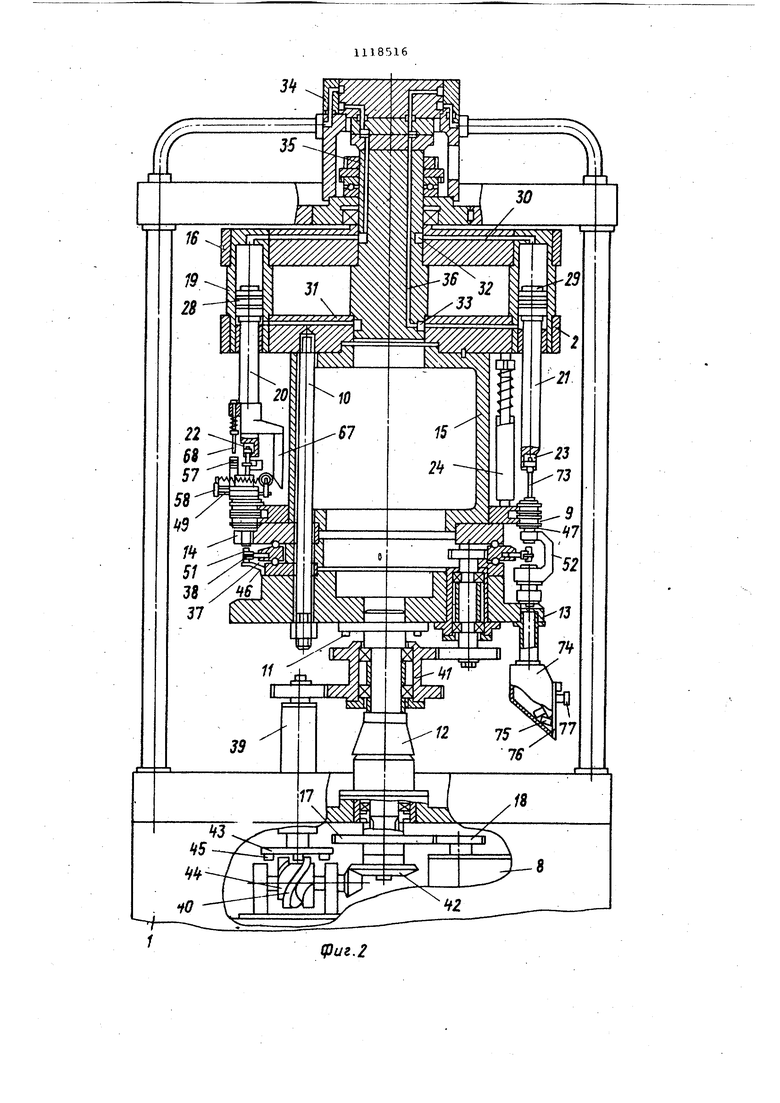
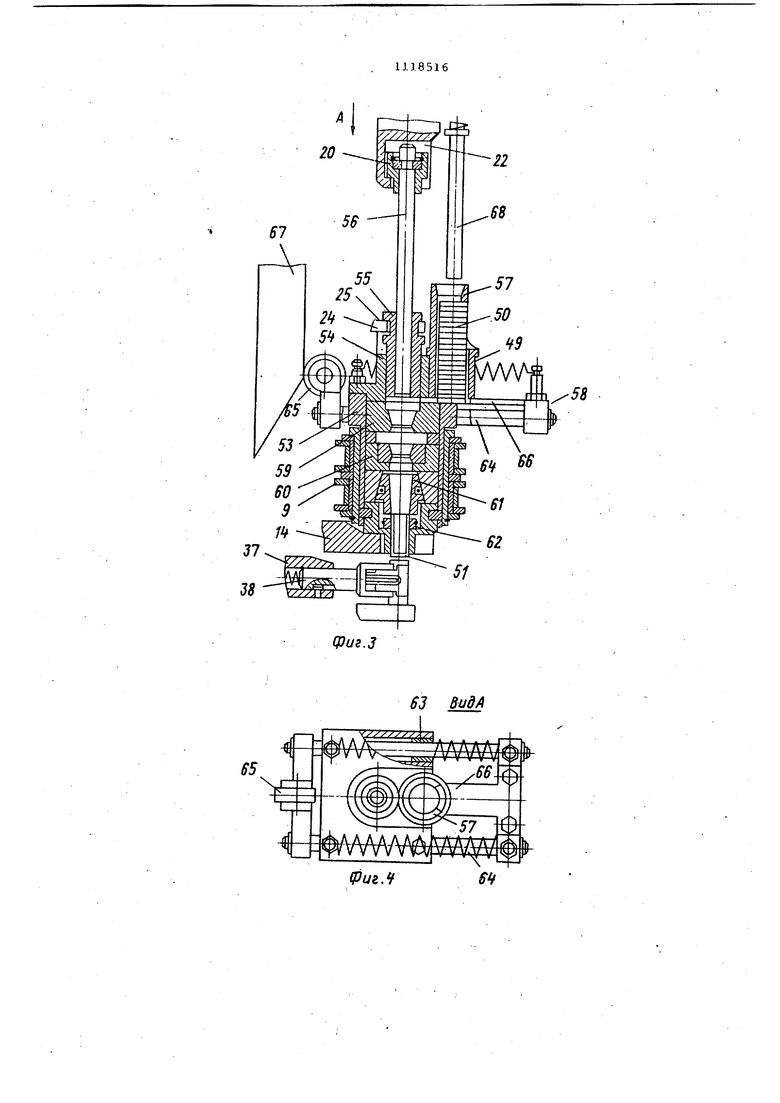
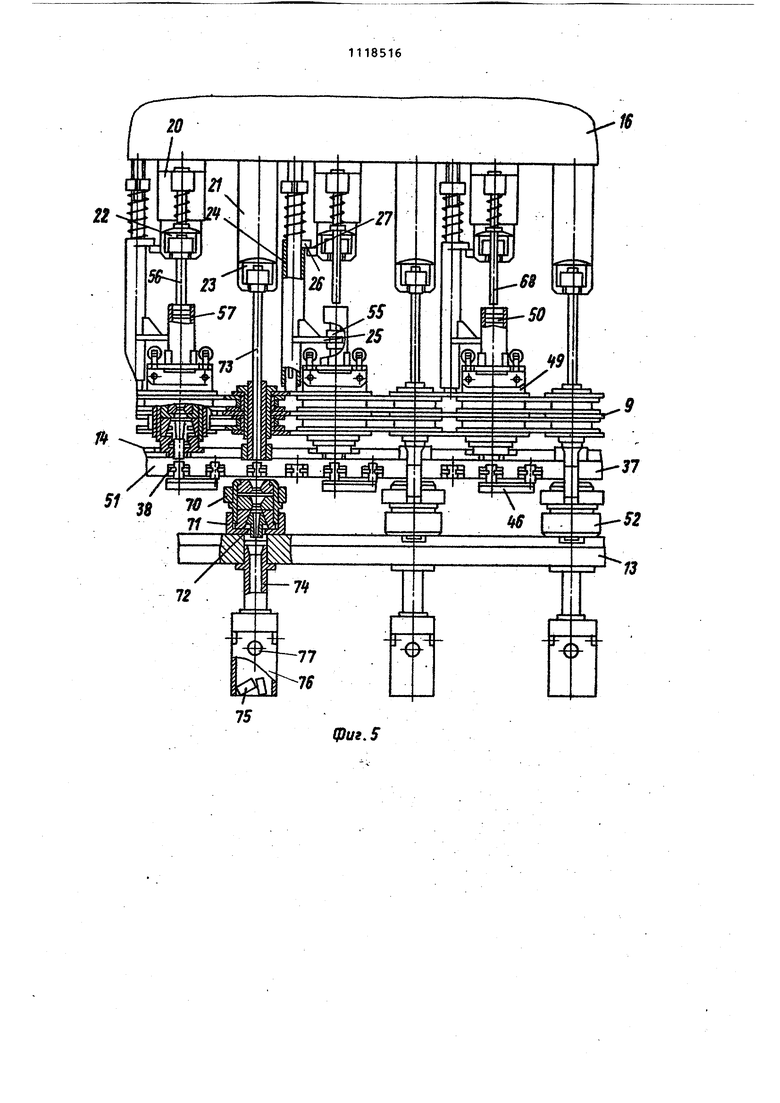
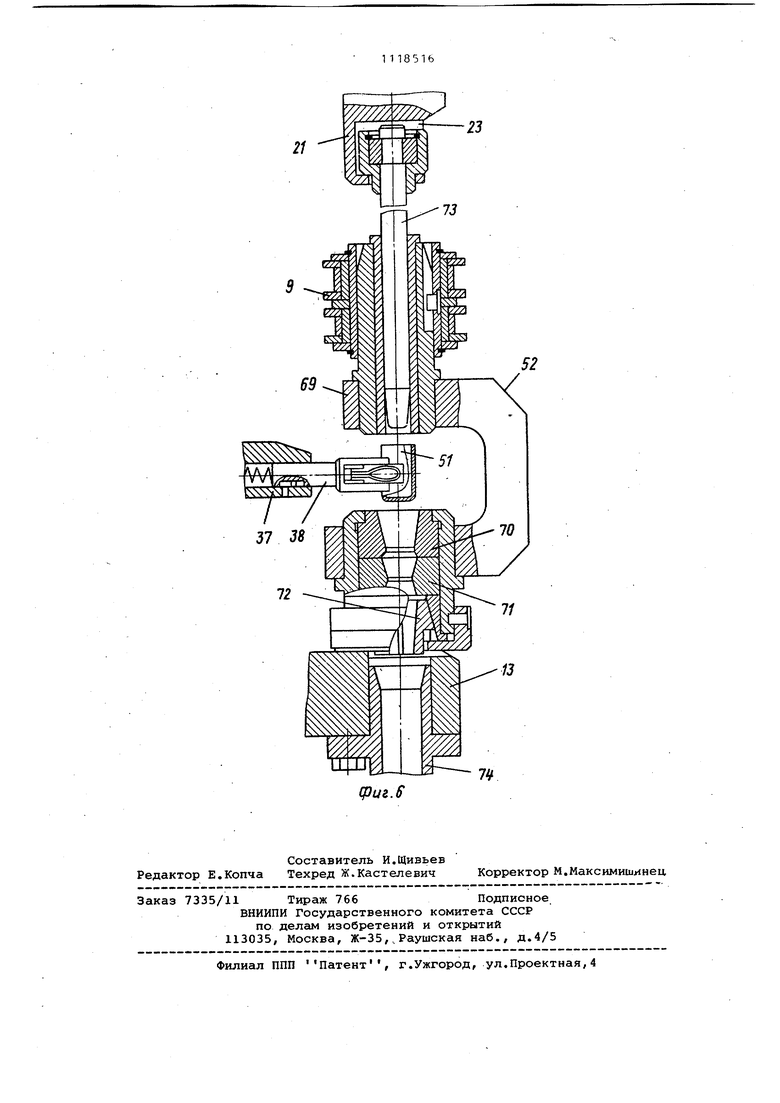
сд Изобретение относится к станкостроению, а именно к роторно-конвейерным технологическим машинам. Известна роторно-конвейерная машина, содержащая многооперационный технологический ротор с размещенными по окружности ползунами, обогнутый цепным конвейером, несущим установленные с возможностью взаимодействия с ползунами блоки штамповочных инструментов и второго переходов, многоместные .носите ли заготовок с механизмом поштучной выдачи и плоским кулачком, установленным с возможностью возвратнопоступательного перемещения l. Однако известную роторно-конвейе ную машину практически невозможно и пользовать для трудно передаваемых деталей, например, плоских заготовок. Кроме того, размещение многоместных носителей заготовок в цепно конвейере такой машины между смежны ми, группами разнооперадионных блоков инструментов раздвигает эти группы на величину шага цепного кон вейера, что соответственно увеличивает длину последнего и диаметральные размеры огибаемого цепным конвейером технологического ротора, а это в свою очередь увеличивает размеры всей машины. Цель изобретения - расширение тех нологических возможностей машины, повышение надежности.и уменьшение ее габаритов. Указанная цель достигается тем, что .роторно-конвейерная машина, содержащая многооперационный технолог ческий ротор с размещенными по окружности ползунами, обогнутый цепным конвейером,несущим установленные с возможностью взаимодействия с ползунами блоки штамповочных инструментов первого и второго переходов, мно гоместные носители заготовок с механизмом поштучной выдачи и плоским кулачком, установленным с возможностью возвратно-поступательного перемещения, снабжена подпружиненными штоками, жестко закрепленными на ползунах и размещенными с возможностью взаимодействия с многоместными носителями изделий, при этом последние с механизмами поштучной выдачи смонтированы в штампорочных инструментах первого перехода, а плоские кулачки установлены на упомянутых ползунах. На фиг. 1 показана принципиальная схема предлагае 1Ой роторно-конвейер ной машины в плане; на фиг. 2 - технологический ротор; на фиг. 3 - первый блок инструментов каждой группы разнооперациоиных блокг)в инструментов с многоместным носителем заготовок и механизм поштучной выдачи заготовок; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - взаимное расположение групп разнооперационных блоков инструментов в цепномконвейере на дуге огибания им технологического ротора; на фиг. 6 - второй блок инструментов каждой группы разнооперационных блоков инструментов. Роторно-конвейерная машина содержит станину 1, установленные в ней многооперационный технологический ротор 2, дополнительные роторы 3 и 4, промежуточные звездочки 5 и б и натяжную звездочку 7. В зависимости от вида предметов обработки и выполняемых технологических операций дополнительные роторы 3 и 4 могут выполнять различные функции, например, ориентацию и комплектацию заготовок, промывку, чистку и смазку инструмента, контроль .состояния инструмента, автоматическую смену инструмента и прочее. Роторы и звездочки связаны между собой, общим кинематическим приводом 8 для их синхронного врс1щения и обогнуты замкнутым цепным конвейером 9. Технологический ротор 2 имеет скрепленные стяжками 10 и. болтами 11 в единую жесткую конструкцию центральный вал 12, опорные диски 13 и. 14, барабан 15 и блок цилиндров 16. Центральный вал 12 снабжен зубчатым колесом 17, находящимся в зацеплении с шестерней 18 привода 8. По периферии блока цилиндров 16 выполнены гидравлические цилиндры 19, в которых размещены ползуны 20 и 21, имеющие захваты 22 и 23 для инструментов. По окружности барабана 15 установлены подвижные в осевом направлении подпружиненные втулки 24. Каждая из них снабжена захватом 25 для инструментов и выступом 26, взаимодействующим с выступом. 27 ползуна 20. Ползуны 20 и 21 получают необходимое для обработки заготовок возвратно-поступательное движение от поршневых приводов 28 и 29. Рабочая и обратная полости каждого гидравлического цилиндра 19 соединены отдельными каналами 30 и 31 с дополнительными кольцевыми распределителями 32 и 33, а последние соединены с основным плоским распределительным устройством 34 по меньшей мере одним каналом 35 и одним каналом 36. В средней части многооперационного технологического ротора 2 размещен револьверный диск 37, по окружности которого равномерно расположены клещевые захваты 38. Револьверный диск 37 взаимодействует с механизмом 39 прерывистого движения, а именно кулачково-цепочным, который в процессе непрерывного вращения технологического ротора 2 периодически поворачивает револьверный диск на заанный шаг. Кулачок 40 этого механизма получает синхронное вращательное движение с постоянной угловой скоростью от технологического ротора 2 через систему цилиндрических 41 и конических 42 передач, а закон преры вистого движения ведомого диска 43, следовательно, и кинематически связанного с ним револьверного диска 37 обеспечивается профилем паза 44 кулачка 40, с которым взаимодейст.вуют цевки 45. Под револьверным диском 37 на опорном диске 13 закреплены направляквдие пластины 46. Над револьверным диском 37 на опорном диске 14 установлена звездочка 47 цепного кон вейера 9. В шарнирах этого конвейера последовательно расположены блоки 48 штамповочных инструментов первого и второго переходов. Штамповочный блок 49 первого перехода инструментов предназначен для свертки плоской заготовки в виде металлического кружка 50 в колпачок 51, а штамповочный блок 52 второго перехода для последуквдей вытяжки колпачка 51 в готовое изделие.. Штамповочный блок 49 первого пере хода имеет корпус 53, к верхнему тор цу которого прикреплена накладка 54. В этой накладке размещены соосно рас положенные прижимная трубка 55 и пуансон 56, а также многоместный носитель 57 заготовок. Этот носитель в зависимости от формы обрабатываемы (Заготовок может иметь различное конструктивное исполнение. В изобретени он реализован в виде цилиндрической трубки, которая выполнена так, что в ней возможно разместить комплект однозначно ориентирован.иых заготовок, в данном случае металлических кружков 50. В верхней части корпуса 53 расположен механизм 58 поштучной выдачи заготовок, а в нижней части, установлены сверточная матрица 59, вытяжная матрицы 60, съемник 61 и удерживающие губки 62. Механизм 58 поштучной выдачи заготовок выполнен в виде подвижно установленных в двух горизонтальных направляющих отверстиях 63 корпуса 53 блока 49 инструментов двух подпружиненных, жестко связанных параллельных штарг 64, которые несут ролик 65 и шибер 66 для выдачи заготовок 50 из многоместного носителя 57 к инструментам блока. Ролик 65 механизма 58 взаимодействует с ПЛОСКИМ кулачком 67, установлен ным на каждом обслужйвакяцем первые блоки 49 инструментов ползуне 20 многооперационного технологического ротора 2 на дуге сгибания его цепным конвейером 9. Каждый ползун 20 снабжен подпружиненным толкателем 68, соосно многоместному носителю 57 заготовок на дуге огибания технологического ротора 2 цепным конвейером 9 Штамповочный блок 52 инс1румрнт6в второго перехода имеет корпус 69, в нижней части которого размещены вытяжные матрицы 70 и 71 и съемник 72, а в верхней - вытяжной пуансон 73, который сочленен на дуге сгибания цепным конвейером многооперационного технологического ротора 2 с одним из его ползунов 21, обеспечивающим штам,повочные блоки 52 инструментов второго перехода. В нижней части многооперационного технического ротора 2 по периферии опорного диска 13 установлены сборники 74 готовых изделий 75, Каждый сборник 74 имеет поворотную заслонку 76 с роликом 77. Многооперационный технологический ротор 2 на дуге огибания его цепным конвейером 9 имеет девять зон а обработки заготовок. В каждой из этих зон каждый рабочий инструмент совершает один рабочий ход. Количество зон п обработки заготовок на дуге огибания цепным конвейером 9 многооперационного технологического ротора 2 вобщем случае определяется, исходя из заданной производительности мгилины соотношением: . а 7п- где k - число зон « обработки (число рабочих ходов инструмента) на дуге огибания многооперационного Технологического ротора 2 цепным конвейером 9; Q - производительность роторноконвейерной машины; с - число приводных органов инструментов одного наименования в многооперационном технологическом роторе 2; . п - число оборотов многооперационного техноло1ического ротора 2, Машина работает следующим образом. Многооперационный технологический ротор 2 и дополнительные роторы 3 и 4 вращаются от общего кинематического привода 8 и приводят в движение цепной конвейер 9. Этот конвейер последовательно подает от ротора к ротору находящиеся в нем группы штамповочных блоков инструментов первого и второго переходов. В результате манипуляций исполнительных органов (не показаны) дополнительного ротора 3 на дуге огибания его цепным конвейером 9 каждый многоместный носитель 57 набирает комплект заготовок комплект металлических кружков 50 в количестве, равном числу зон о обработки заготовок в технологическом роторе 2 на дуге огибания его цепным конвейером 9, Далее упомянутые группы штамповочных блоков 48 инструменfoB первого и второго переходов,следовательно, и многоместные носители 57заготовок транспортируются це.пным конвейером 9 к многооперационному технологическому ротору 2. В начале дуги сопряжения этого ротора с цепным конвейером 9 блок 49 штамповочных инструментов первого перехода сочленяется своей прижимной трубкой 55 и пуансоном 56 соответственно с захватом 25 подвижной подпружиненной втулки 24 И;с захватом 22 ползуна 20. При этом ролик 65 механизма 5 поштучной выдачи заготовок подходит под плоский кулачок 67 ползуна 20, а подпружиненный толкатель 68 располагается соосно с многоместным носителем 57. Штамповочный блок 52 инструментов второго перехода пуансоном 73 сочленяется с захватом 123 ползуна 21 Далее рабочая жидкость из сети питания через соответствующие пазы плоского распределительного устройства 34 по канёшам поступает в рабочую, а затем в обратную полости гидроцилиндров 19. Под действием этой жидкости ползуны 20 и 21, а вместе с ними пуансоны 56 и 73, подпружиненный толкатель .68 и плоский кулачок 67 совершают возвратно-поступательное движение. При этом плоский кулачок 67 приводит в действие механизм 58поштучной вьщачи заготовки - круж ки 50, из многоместного носителя 57 под инструменты штамповочного блока инструментов 49 первого перехода, а подпружиненный толкатель 68 принудительно опускает комплект заготовок в многоместном носителе 57 на одну заготовку. При опускании ползун 20 опускается и взаимодействующая с ним подпружиненная втулка 24, следовательно, опускаются и сочлененные с ними прижимная трубка 55 и пуансон 56. При этом прижимная трубка 55 перемещает поданный под инструмент кру жок 50 в центрирующую часть сверточной матрицы 59./Ьслед за этим пуансон 56 проталкивает кружок 50 через сверточную матрицу 59 и вытяжную мат рицу 60, В сверточной матрице S9 кру жок 50 свертывается в колпачок 51, а в вытяжной матрице 60 колпачок приобретает требуемые размеры по диа метру и толщине стенок. При возвращении ползуна 20 в исходное положение колпачок 51 снимается с пуансона 56 съемником 61 и удерживается от выпадения из блока 49 удерживающими губками 62. Далее описанный цикл повторяется, при этом первый колпачок 51, который остается в удерживающих губках 62, выталкивается из них вторым изготовленным колпачком в клещевой захват 38 револьверного диска 37, занимая место первого в удерживающих губках 62. После этого колпачок 51, находящийся в клещевом захвате 38 револьверного диска 37, при очередном повороте его механизмом 39 прерялвистого движения перемещается из штамповочного блока 49 инструментов первого перехода в штамповочный блок 52 инструментов второго перехода. При опускании ползуна 21, следовательно, и пуансона 73 последний заходит в колпачок 51 с зазором, а затем проталкивает его через матрицы 70 и 71. Так как диаметр рабочей части матриц 70 и 71 меньше наружного диаметра колпачка 51, сечение его изменяется, т.е. уменьшается диаметр и толщина стенки при одновременном увеличении длины. Изготовленное таким образом готовое изделие 75 плотно прилегает к поверхности пуансона 73. При обратном его ходе готовое изделие 75, опираясь торцом на нижнюю кромку съемника 72, снимается с пуансона 73 и падает в сборник 74 готовых изделий. В зоне выгрузки готовых изделий поворотная заслонка 76 сборника 74 при взаимодействии ее ролика 77 с установленным на станине кулачком (не показано) открывается, и готовые изделия 75 ссыпаются в тару (не показано) . Остальные рабочие позиции многооперационного технологического ротора 2 на дуге огибания его цепным конвейером 9 работают одновременно аналогичным образом. Предлагаемое конструктивное выполнение роторно-конвейерной машины значительно расширяет её технологические возможности за счет увеличения видов обрабатываемых заготовок (от плоских кружков до любых тел вращения) , увеличивает надежность работы за счет упрощения передачи заготовок в блоки инструментов и уменьшает размеры машины за счет уменьшения шага между группами разнооперационных блоков инструментов.
QJtti.f
(риг. 2
фиг.З
22
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1180318A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1084203A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1217741A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |
| Ротор загрузки роторно-конвейерных машин | 1983 |
|
SU1199405A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |
| Роторно-конвейерная машина | 1977 |
|
SU686808A1 |
РОТОРНО-КОНВЕЙЕРНАЯ МАШИНА, содержащая многооперационный техно логический ротор с размещенными по окружности ползунами, обогнутый цепным конвейером, несущим установленные с возможностью взаимодействия с ползунами блоки штамповочных инструментов первого и второго переходов, многоместные носители заготовок с механизмом поштучной выдачи и плоским кулачком, установленным с возможностью возвратно-поступательного перемещения, отличающаяся тем, что, с целью расширения технологических возможностей и уменьшения габаритов роторно-конвейерной машины, она снабжена подпружиненными штоками, жестко закрепленными на ползунах и размещенными с возможностью взаимодействия с многоместными носителями изделий, при. этом последние с механизмами поштучной выдачи смонтированы в штамповочных инструментах первого перехода, а плоские кулачки установлены на упомянутых ползунах.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
