/////////Щ////// /
и
о
СП
со
05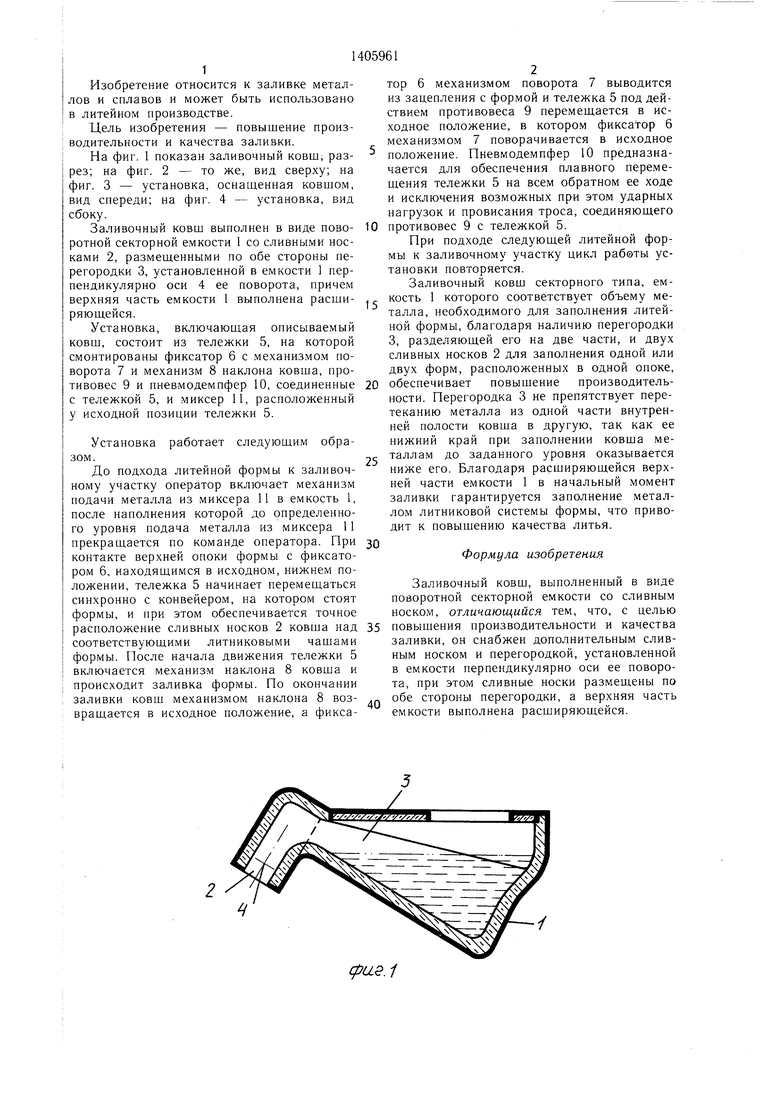
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заливки литейных форм на конвейере | 1981 |
|
SU1017434A1 |
| Установка для заливки форм на конвейере | 1990 |
|
SU1785801A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |
| Устройство для слива металла | 1983 |
|
SU1118689A1 |
| Установка для последовательно нап-РАВлЕННОгО зАпОлНЕНия лиТЕйНОй фОРМы | 1979 |
|
SU831326A1 |
| Дозатор жидкого металла | 1980 |
|
SU904887A1 |
| Автоматический заливочный конвейер | 1940 |
|
SU76574A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Устройство для заливки жидкого металла | 1975 |
|
SU546432A1 |
| Заливочная машина | 1990 |
|
SU1785802A1 |
Изобретение относится к области заливки металлов и сплавов и может быть использовано в литейном производстве. Цель изобретения - повышение производи тельности и качества заливки. До подхода литейной формы к заливочному участку оператор включает механизм подачи металла из миксера 11 в ковш, после наполнения которого до определенного уровня подача металла из миксера 11 прекращается по команде оператора. При контакте верхней опоки формы с фиксатором 6, находящимся в исходном нижнем гю,ложении, тележка 5 начинает перемещаться синхронно с конвейером, на котором стоят формы, при этом обеспечивается точное расположение сливных носков ковша над соответствующими литниковыми чашами формы. После начала движения тележки 5 включается механизм 8 наклона ковша и происходит заливка формы. 4 ил. и (Л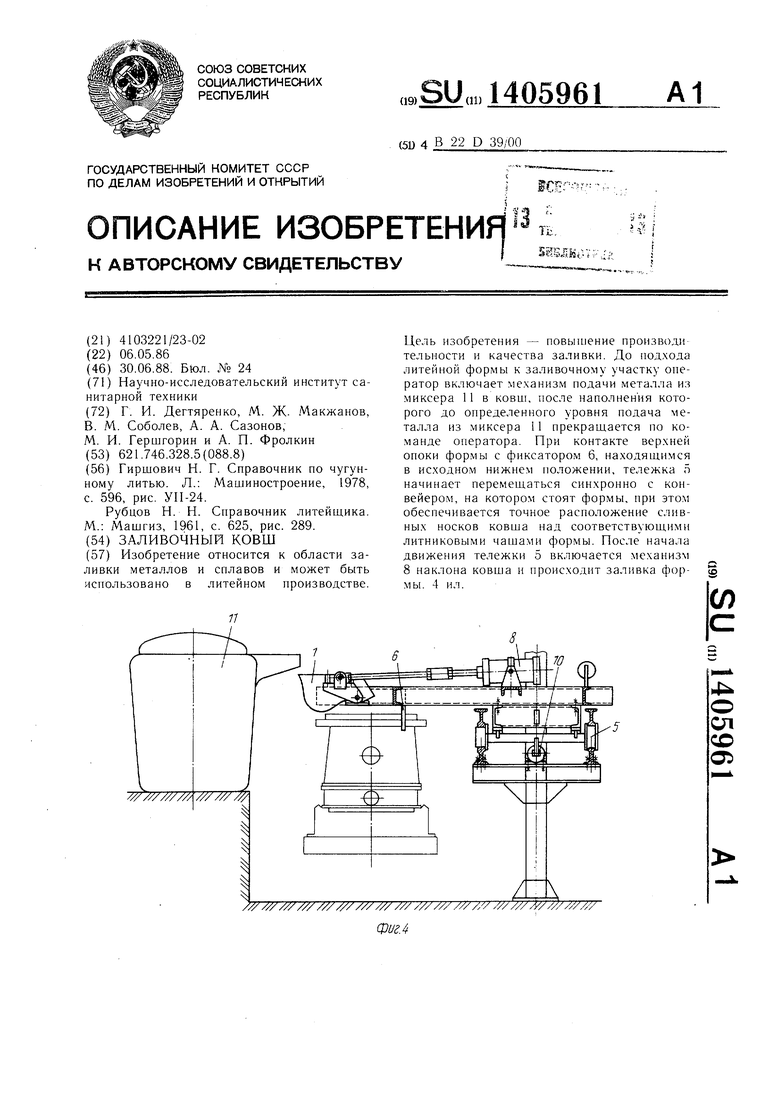
/////////////////////////////////////// ////// У//////////
фиг л
Изобретение относится к заливке металлов и сплавов и может быть использовано в литейном производстве.
Цель изобретения - повышение производительности и качества заливки.
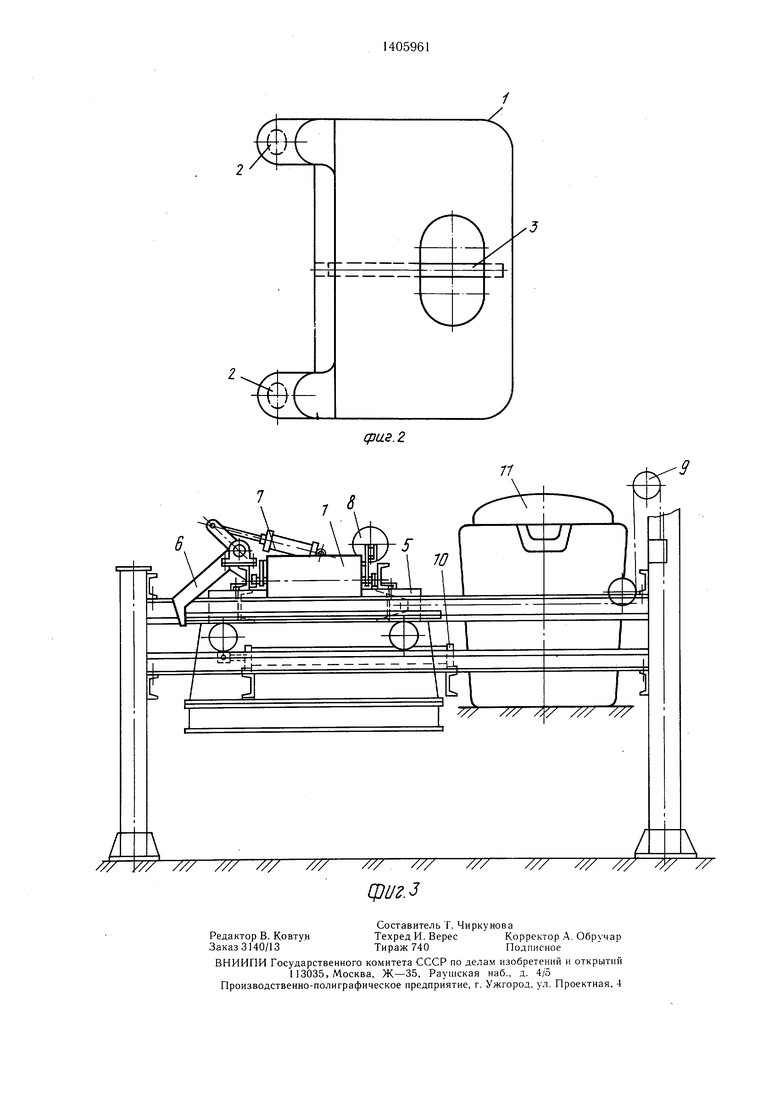
На фиг. 1 показан заливочный ковш, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - установка, оснащенная ковшом, вид спереди; на фиг. 4 - установка, вид сбоку.
Заливочный ковш выполнен в виде поворотной секторной емкости 1 со сливными носками 2, размеш.енными по обе стороны перегородки 3, установленной в емкости 1 перпендикулярно оси 4 ее поворота, причем верхняя часть емкости 1 выполнена расши- ряюшейся.
Установка, включающая описываемый ковш, состоит из тележки 5, на которой смонтированы фиксатор 6 с механиз.мом поворота 7 и механизм 8 наклона ковша, противовес 9 и пневмодемпфер 10, соединенные с тележкой 5, и миксер 11, расположенный у исходной позиции тележки 5.
Установка работает следующим образом.
До подхода литейной формы к заливочному участку оператор включает механизм подачи металла из миксера 11 в емкость 1, после наполнения которой до определенного уровня подача металла из миксера 11 прекращается по команде оператора. При контакте верхней опоки формы с фиксатором 6, находящимся в исходном, нижнем положении, тележка 5 начинает перемещаться синхронно с конвейером, на котором стоят формы, и при этом обеспечивается точное расположение сливных носков 2 ковша над соответствующими литниковыми чашами формы. После начала движения тележки 5 включается механизм наклона 8 ковша и происходит заливка формы. По окончании заливки ковш механизмом наклона 8 возвращается в исходное положение, а фикса2
(LLS.1
0
5
0
5
0
5
0
тор 6 механизмом поворота 7 выводится из зацепления с формой и тележка 5 под действием противовеса 9 перемещается в исходное положение, в котором фиксатор 6 механизмом 7 поворачивается в исходное положение. Пневмодемпфер 10 предназначается для обеспечения плавного перемещения тележки 5 на всем обратном ее ходе и исключения возможных при этом ударных нагрузок и провисания троса, соединяющего противовес 9 с тележкой 5.
При подходе следующей литейной формы к заливочному участку цикл работы установки повторяется.
Заливочный ковш секторного типа, емкость 1 которого соответствует объему металла, необходимого для заполнения литейной формы, благодаря наличию перегородки 3, разделяющей его на две части, и двух сливных носков 2 для заполнения одной или двух форм, расположенных в одной опоке, обеспечивает повышение производительности. Перегородка 3 не препятствует перетеканию металла из одной части внутренней полости ковша в другую, так как ее нижний край при заполнении ковша металлам до заданного уровня оказывается ниже его. Благодаря расширяющейся верхней части емкости 1 в начальный момент заливки гарантируется заполнение металлом литниковой системы формы, что приводит к повышению качества литья.
Формула изобретения
Заливочный ковш, выполненный в виде поворотной секторной емкости со сливным носком, отличающийся тем, что, с целью повышения производительности и качества заливки, он снабжен дополнительным сливным носком и перегородкой, установленной в емкости перпендикулярно оси ее поворота, при этом сливные носки размещены по обе стороны перегородки, а верхняя часть емкости выполнена расширяющейся.
i
/
cpus.2
| Гиршович Н | |||
| Г | |||
| Справочник по чугунному литью | |||
| Л.: Машиностроение, 1978, с | |||
| ВОДООТВОДЧИК ДЛЯ ПАРОПРОВОДОВ | 1921 |
|
SU596A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Рубцов Н | |||
| Н | |||
| Справочник литейщика | |||
| М.: Машгиз, 1961, с | |||
| ТАНК-ПАРОВОЗ | 1923 |
|
SU625A1 |
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU289A1 |
