Изобретение относится к термической обработке металлов, в частности тяговых цепей, с индукционным нагревом и может быть использовано для непрерывной термической обработки тяговых цепей в сельхоз- машиностроении.
Известен агрегат для непрерывной термической обработки круглозвенной цепи, содержащйй/азовую нагревательную вертикальную печь, закалочный бак, отпускную газовую п0чь и тяговые механизмы.
Наиболее близким к предлагаемой установке по технической сущности и достигаемому результату является установка для термической обработки тяговых цепей, содержащая закалочный и отпускной индукторы, соединенные с высокочастотными установками, и связанные между собой одним приводом и жестко установленные на валах тянущие звездочки, одна из которых установлена при входе в закалочный индуктор, а Другая - при выходе из отпускного индуктора.
При нажатии на кнопку Пуск включаются высокочастотные установки и привод протяжки цепи, который при помощи тянущих звездочек непрерывно протягивает цепь через закалочный и отпускной индук- тёры. :.- . .. , ..-
При накоплении погрешностей шага цепи и проскальзывания цепи по тянущим звездочкам происходит накопление цепи в зоне между индукторами, что вызывает необходимость отключения установки и протягивания цепи вручную через индукторы. Этот недостаток снижает производительность труда и качество термообработки так как при остановках происходит нарушение температурного режима нагрева цепи. .
Целью изобретения является устранение указанных недостатков, т.е. повышение производительности установки путем безостановочной протяжки цепи.
Поставленная цель достигается тем, что установка для термической обработки тя- гОеых цепей, содержащая закалочный и отпускной индукторы, охлаждающее устройство, устройство перемещения цепей в; виде привода, звездочек и тягового механизма, снабжена натяжным устройством в виде размещённого между индукторами рычага с обводными роликами, установленного с возможностью качания и взаимо действия с концевыми выключателями, и редуктора в виде пневмоцилиндра, соединенного с концевыми выключателями, соос- но установленных основного вала с закрепленными на нем звездочками, дополнительного вала с закрепленным на его конце коромыслом и имеющей возможность
осевого перемещения звездочкой-полумуф- той, кинематически соединенной с пневмо- цилиндром и расположенного параллельно основному и дополнительному валам реду5 цирующего вала, соединенного с ними через звездочки, при этом коромысло имеет возможность взаимодействия с одной из звездочек основного вала, свободно сидящей на валу, а другая звездочка основного
0 вала соединена с приводом устройства перемещения цепей.
Установка тянущей звездочки при выходе из отпускного индуктора свободно на валу дает возможность ей вращаться или с
5 номинальной скоростью при номинальном натяжении обрабатываемой цепи или в два раза ускоренно без отключения основного привода при провисании обрабатываемой цепи между индукторами.
0 При номинальном натяжении обрабатываемой цепи тянущая звездочка при выходе из отпускного индуктора соединена с приводом через храповик, жестко сидящий на одном валу с приводной звездочкой, пе5 редающей тянущей звездочке номинальную скорость вращения.
В случае провисания обрабатываемой цепи тянущая звездочка при выходе из отпускного индуктора соединена с приводной
0 редуцирующей звездочкой через штыри, коромысло, дополнительный вал, звездочку- полумуфту, находящуюся в контакте с полумуфтой, приводные цепи и панель привода, что обеспечивает тянущей звездочке
5 увеличенную в два раза скорость вращения- за счет определенного сочетания делительных диаметров приводной редуцирующей звездочки, звездочек панели привода и звездочки-полумуфты.
0 Таким образом, ускоренная протяжка обрабатываемой цепи при провисании ее исключает необходимость отключения установки для протяжки провисшей цепи вручную, что способствует повышению
5 производительности термообработки цепей.
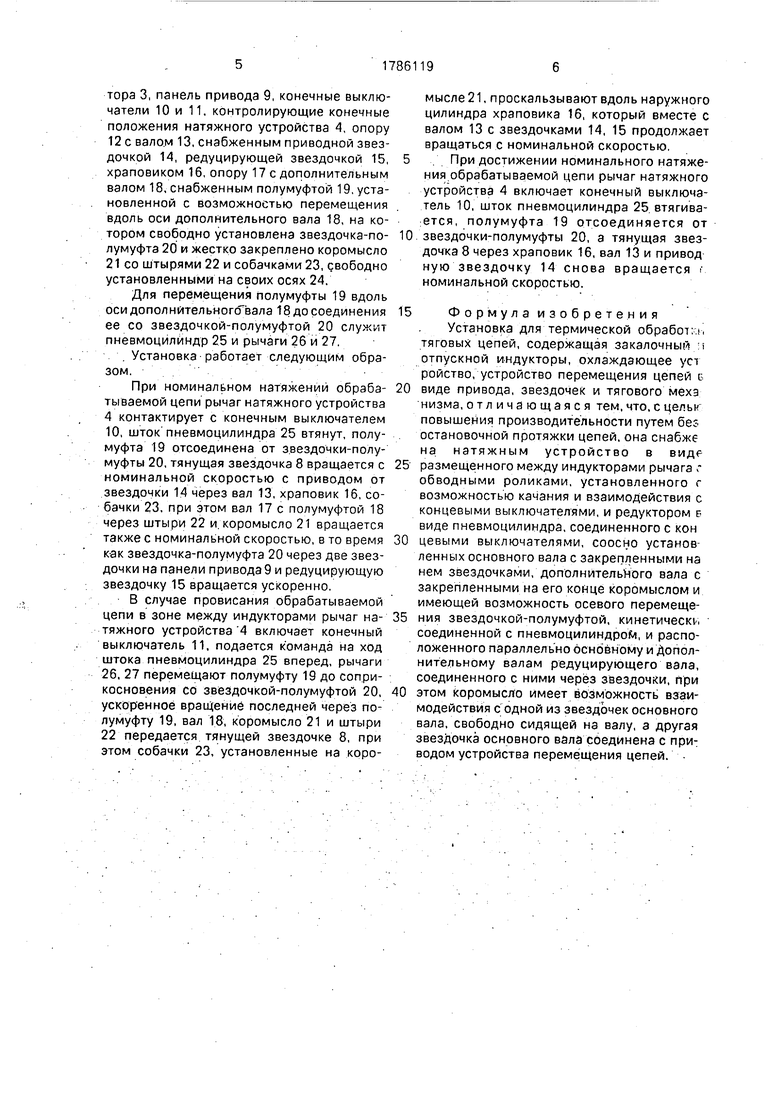
На фиг. 1 схематически изображена предлагаемая установка, конечное положение натяжного устройства; фиг,2 - то же,
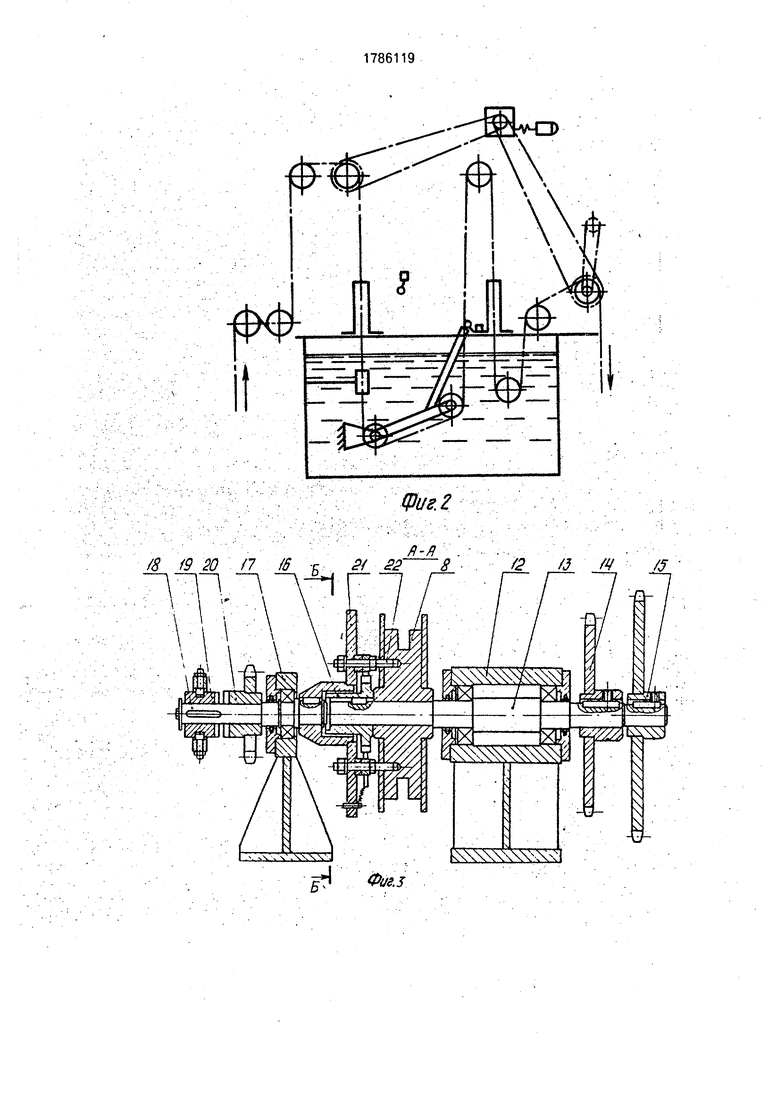
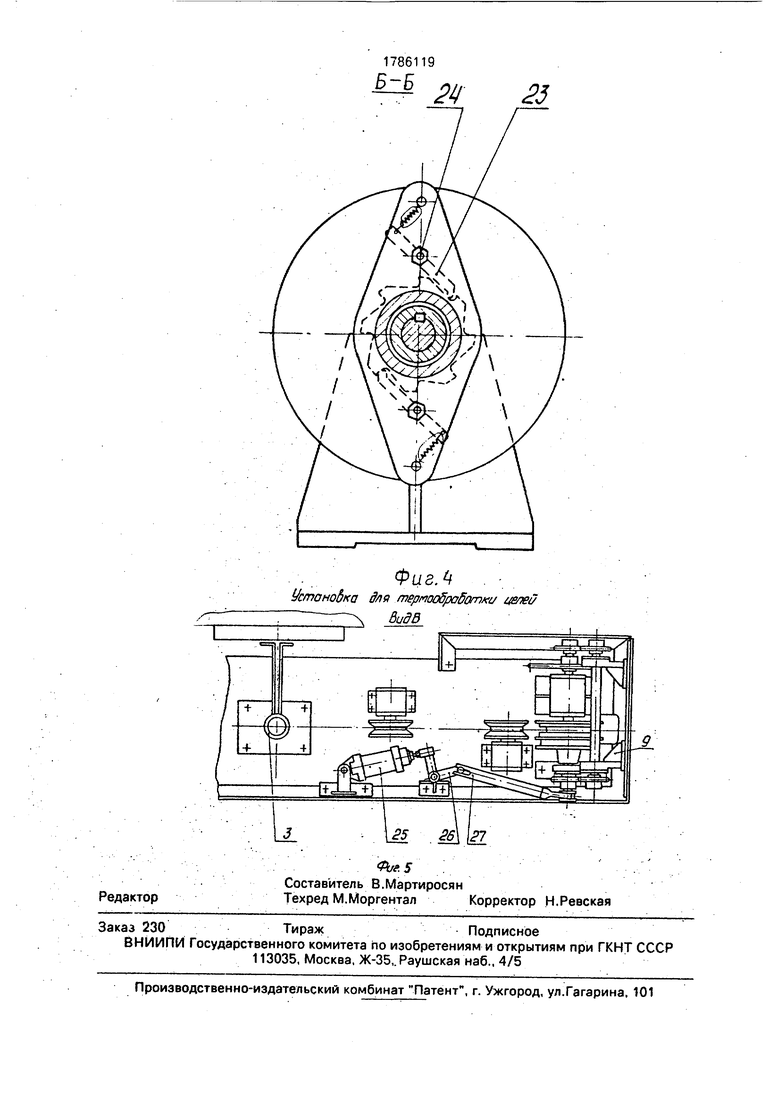
0 начальное положение натяжного устройства; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 - вид В на фиг.1.
Предлагаемая установка включает стол5 бак 1 с охлаждающей жидкостью, закалочный индуктор 2, отпускной индуктор 3, натяжное устройство 4, направляющие ролики 5, тянущую звездочку 6 при входе в закалочный индуктор 2, привод 7, тянущую звездочку 8 на выходе из отпускного индуктора 3, панель привода 9, конечные выключатели 10 и 11, контролирующие конечные положения натяжного устройства 4, опору 12с вало.м 13, снабженным приводной звездочкой 14, редуцирующей звездочкой 15, храповиком 16, опору 17 с дополнительным валом 18, снабженным полумуфтой 19, установленной с возможностью перемещения вдоль оси дополнительного вала 18, на котором свободно установлена звездочка-по- лумуфта 20 и жестко закреплено коромысло 21 со штырями 22 и собачками 23, свободно установленными на своих осях 24.
Для перемещения полумуфты 19 вдоль осидополнительногсГвала 18 до соединения ее со звездочкой-полумуфтой 20 служит пневмоцйлйндр 25 и рычаги 26 и 27.
Установка работает следующим образом.
При номинальном натяжений обраба- тываемой цепи рычаг натяжного устройства 4 контактирует с конечным выключателем 10, шток пневмоцилиндра 25 втянут, полу- муфта 19 отсоединена от звездочки-полумуфты 20, тянущая звездочка 8 вращается с номинальной скоростью с приводом от звездочки 14 через вал 13, храповик 16, собачки 23, при этом вал 17с полумуфтой 18 через штыри 22 и. коромысло 21 вращается также с номинальной скоростью, в то время к-ак звездочка-полумуфта 20 через две звездочки на панели привода 9 и редуцирующую звездочку 15 вращается ускоренно.
В случае провисания обрабатываемой цепи в зоне между индукторами рычаг на- тяжного устройства 4 включает конечный выключатель 11, подается команда на ход штока пневмоцилиндра 25 вперед, рычаги 26, 27 перемещают полумуфту 19 до соприкосновения со звездочкой-полумуфтой 20, ускоренное вращение последней через полумуфту 19, вал 18, коромысло 21 и штыри 22 передается тянущей звездочке 8, при этом собачки 23, установленные на коромысле 21, проскальзывают вдоль наружного цилиндра храповика 16, который вместе с валом 13 с звездочками 14, 15 продолжает вращаться с номинальной скоростью.
При достижении номинального натяжения обрабатываемой цепи рычаг натяжного устройства 4 включает конечный выключатель 10, шток пневмоцилиндра 25. втягива- :ется, полумуфта 19 отсоединяется от звездочки-полумуфты 20, а тянущая звездочка 8 через храповик 16, вал 13 и привод ную звездочку 14 снова вращается номинальной скоростью.
Формула изобретения Установка для термической обработ;, тяговых цепей, содержащая закалочный м отпускной индукторы, охлаждающее уст ройство, устройство перемещения цепей Б виде привода, звездочек и тягового меха низма, отличающаяся тем, что, с целыг повышения производительности путем без остановочной протяжки цепей, она снабже на натяжным устройство в виде размещенного между индукторами рычага г обводными роликами, установленного г возможностью качания и взаимодействия с концевыми выключателями, и редуктором Б виде пневмоцилиндра, соединенного с кон цевыми выключателями, соосно установ ленных основного вала с закрепленными на нем звездочками, дополнительного вала с закрепленными на его конце коромыслом и имеющей возможность осевого перемещения звездочкой-полумуфтой, кинетическь соединенной с пневмоцилиндром, и расположенного параллельно основному и Дополнительному валам редуцирующего вала, соединенного с ними через звездочки, при этом коромысло имеет возможность взаимодействия с одной из звездочек основного вала, свободно сидящей на валу, а другая звезДочка основного вала соединена с при: водом устройства перемещения цепей.
Фи г. Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической обработки тяговых цепей | 1982 |
|
SU1065484A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ РЕЛЬСОВЫХ ПОДКЛАДОК | 1992 |
|
RU2040552C1 |
| Индуктор для нагрева изделий | 1981 |
|
SU993489A1 |
| ПРЕОБРАЗОВАТЕЛЬ ЭНЕРГИИ ТЕКУЧЕЙ СРЕДЫ (ВАРИАНТЫ) | 2004 |
|
RU2280782C2 |
| Устройство для термической обработкиТягОВыХ цЕпЕй | 1979 |
|
SU806773A1 |
| Устройство для непрерывной термической обработки цепи | 1983 |
|
SU1121303A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| Устройство для нанесения этикеток на тару | 1976 |
|
SU655600A1 |
| Конвейер с прерывистым движением тягового органа | 2017 |
|
RU2674383C1 |
Сущность изобретения: установка содержит закалочный 2 и отпускной 3 индукторы (И), устройство перемещения цепей (Ц) в виде привода звездочек и тягового механизма, натяжное устройство в виде размещенного между И рычага 4 с обводными роликами, имеющего возможность качения и взаимодействия с конечными выключателями (В) 10 и 11 и редуктор в виде валов и звездочек, соединенный с приводом устройства перемещение Ц. При провисании Ц рычаг 4 поворачивается до соприкосновения с В 10. сигнал от которого передается на редуцирующее устройство. Ускоренное вращение с редуцирующего устройства передается на привод устройства перемещения, благодаря которому устраняется провисание цепей. После устранения провисания Ц срабатывает В 11, отключающий редуцирующее устройство. 5 ил.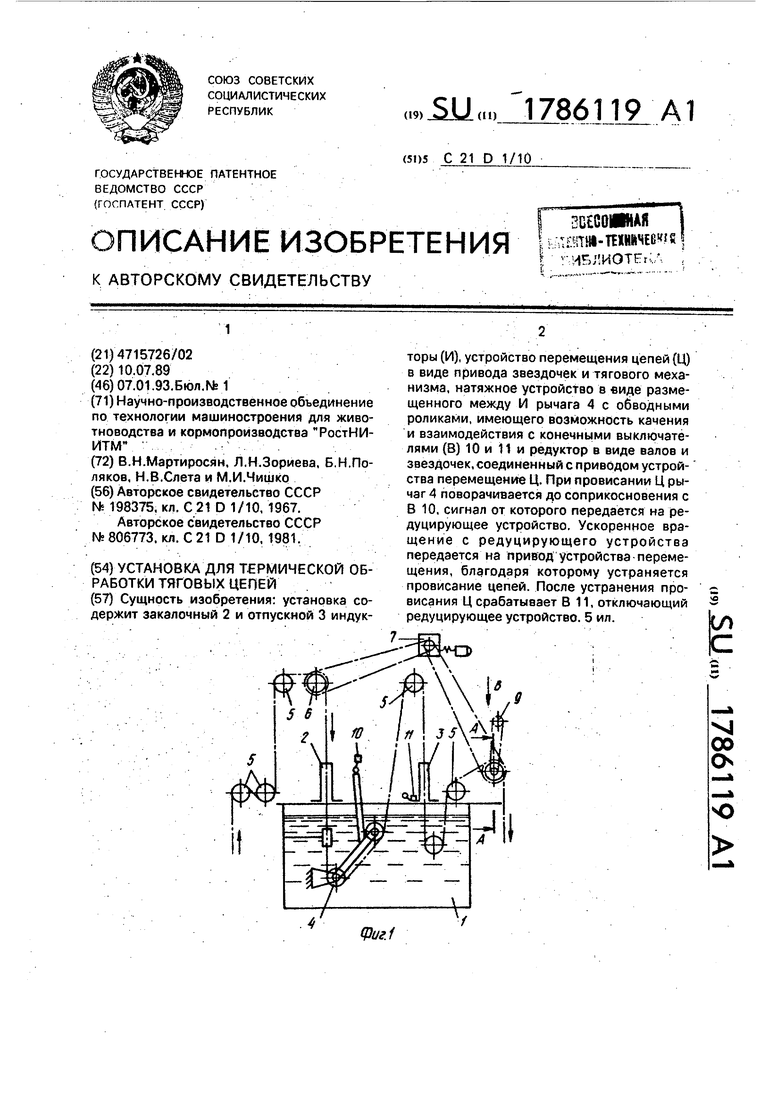
И Фиг.$
/
Фиг. 4 . -.
Установка для термообработки целей -х ВидВ..
| Авторское свидетельство СССР № | |||
| АГРЕГАТ ДЛЯ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 0 |
|
SU198375A1 |
| Устройство для термической обработкиТягОВыХ цЕпЕй | 1979 |
|
SU806773A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
