В настоящее время фасонное шлифование кончика пера, оснаш енного твердым сплавом, выполняют на абразивных кругах вручную; при этом получаемая форма пера п производительность зависят от индивидуальных способностей работающего.
Описываемое устройство отличается тем, что шлифовальный инструмент вынолнен в виде цилиндрического шлифовальника, приводимого в движение от привода, передающего также движение на эксцентрик, воздействующий на угловой рычаг, ось которого кинематически связана с обоймой, несущей державку для нера, совершающего пространственное колебательное движение относительно инструмента при взаимном частичном обкате конического колеса, жестко соединенного с державкой пера, по неподвижному коническому колесу. Для обеспечения равномерного износа инструмента вал углового рычага вынолнен разъемным и часть его, входящая в состав кинематической цени рабочего движения пера, перемещается в осевом направлении под воздействием установленного на распределительном валике кулачка, контактирующего с толкателем. Это обеспечивает пространственное движение пера относительно инструмента при сохранении постоянного рабочего контакта с ним кончика пера. Кроме того, ось щлифовальника установлена в корпусе, снабженном зубчатым сектором, кинематически связанным с качающимся толкателем, взаимодействующим со вторым кулачком, установленным на распределительном валике, что обеспечивает возвратно-колебательное движение шлифовальника.
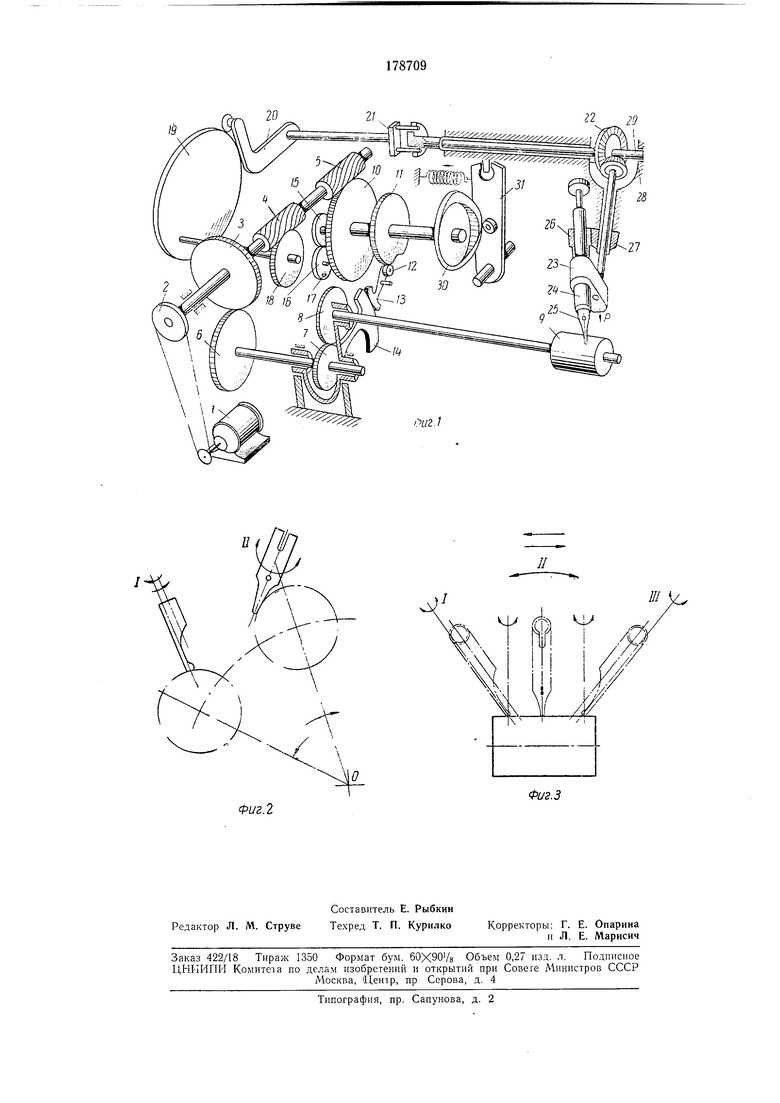
На фиг. 1 показана кинематическая схема описываемого устройства; на фиг. 2 и 3 - рабочие положения пера и инструмента во время шлифования.
Электродвигатель / через щкив 2 приводит во вращение главный вал, на котором жестко укреплены винтовая шестерня 3 и червяки 4 и 5. От винтовой шестерни 3 через щестерни 6, 7 и 8 получает рабочее вращение шлифовальный инструмент 9. Червяк 5 ведет червячную шестерню W, на оси которой надет кулачок //, сообшающий инструменту 9 маятниковое движение, через ролик 12 п секторы 13 и 14 относительно оси шестерен 6 и 7 (от положения / до положения //), относительно центра О (см. фиг. 2). На другом конце оси щестерни W установлена шестерня 15, приводящая в движение шестерню 16, которая имеет кулачок 17, служащий для остановки устройства.
Червяк 4 через шестерню 18 сообщает движение эксцентрику 19, который рычагом 20 и вилкой 21 ириводит в возвратно-вращательное движение щестерню 22; носледняя нередает эти движения серьге 25, в которой смонтирована державка 24 с системой зажима обрабатываемого иера 25. Державка 24 от щестерни 26, обкатывающейся но неподвижной щестерие 27, нолучает возвратно-вращательное двнжение. За счет суммы этих движеиий перо получает возвратно-вран1,ательное движение относительно своей оси и в пространстве из иоложения / до положения /// и обратно (см. фиг. 3).
Благодаря пеирерывному изменению положения пера относительно шлифовальиого инструмента иолучают перо иеобходнмой формы.
Корнуе 28 несет державку пера и систему ее привода, которые свободно перемещаются вдоль оси валика 29.
Кулачок 30 через рычаг 31 перемещает обрабатываемое перо вдоль шлифовального инструмента, что обеспечивает равномерный износ носледисго.
Предмет изобретения
I. Устройство для шлифования кончика нера, в частности оснащенного твердым сплавом, на абразивном инструменте, отличающееся
тем, что, с целью ооеспечення пространственного движения нера относнтельно инструмента при сохранении постоянного рабочего контакта с ним кончика пера, шлифовальный инструмент выполнен в виде цилиндрического шлифовальника, ириводимого во вращательное движение от привода, передающего движеиие иа эксцентрик, воздействующий на угловой рычаг, ось которого кннематически связана с обоймой, несущей державку для нера, совершающего пространственно-колебательное движение отиосительпо ииструмента при взаимном частичном обкате конического колеса, жестко связанного с державкой пера, по
неподвижному колесу, а для обеспечения равномерного износа ннструмента вал углового рычага выполнен разъемным и часть его, входящая Б состав кинематической цени рабочего движения нера, выполнена подвижной )3
осевом направлении под воздействием установленного на раснределительном валике кулачка, взаимодействующего с толкателем.
2. Устройство по н. 1, отличающееся тем, что, с целью обеспечения возвратпо-колебательного движения шлифовальпика, ось последнего установлена в корпусе, снабженном зубчатым сектором, кинематически связанным с качающимся толкателем, взаимодействующим со вторым кулачком, установленным на
раснределительном валике. 2 29
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩЕМУ СТАНКУ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 1991 |
|
RU2009796C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КАБОШОНОВ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2705828C1 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Приспособление для обработки глобоидальных кулачков | 1976 |
|
SU667338A1 |
| Станок для точки кардной гарнитуры шляпок | 1954 |
|
SU100815A1 |
| Способ обработки зубчатых изделий и станок для его осуществления | 1978 |
|
SU730288A3 |
| Устройство для вибрационного полирования | 1976 |
|
SU738842A1 |
.2
//
Фиг.З
