Известны устройства для сборки деталей типа валика с втулкой, состоящие из ноступательно перемеидающегося транспортера, на котором установлена одна из деталей., например валик, и поворотной головки, г, которую устанавливается упруго поджатая к валику втулка.
Однако известные устройства не могут быть испОоТьзованы для сборки способом следящего движения деталей с цилиндрическими сопрягаемыми поверхностями, так как не могут обеспечить иостоянное контактирование деталей этими иоверхностями.
Предлагаемое устройство отличается от известиых тем, что для повыщения эффективности сонряжения головка В1з1полнена поворотной под действием усилия от сочлеияемой детали вокруг оси, располагаемой в момеит соединения на оси сопрягаемых деталей.
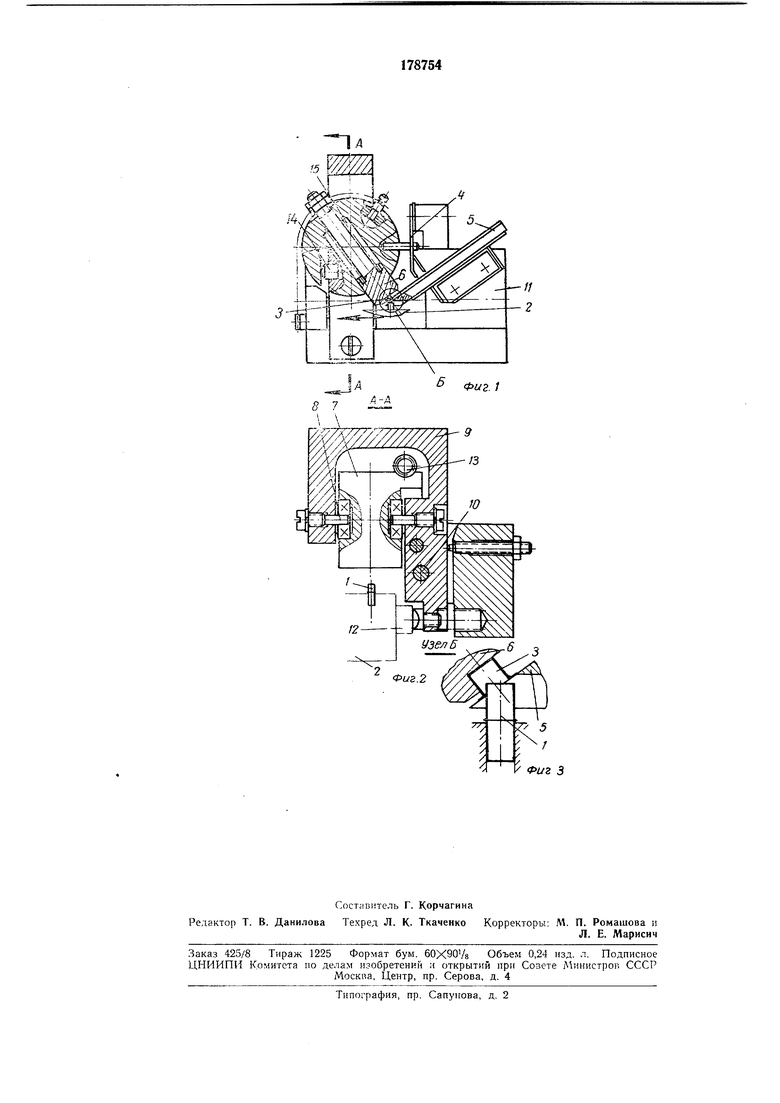
На фиг. 1 изображена схема устройства, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - узел 6 на фиг. I.
Валик 1, напрнмер гальза узла катода оптической системы кинескопа, устанавливается 1Ш сборочном роторе 2 (нанравлелие движения валика с ротором показано на фиг. 1 стрелкой). Втулка 3 например колпачок узла катода оптической системы кинескопа, после отсечения отсекателем 4 поступает по впбрирующему лотку ; до vnopa ь уст и п.рижнма 6.
Головка 7, в которой установлен ирижнм 6, может поворачиваться вокруг оси 8. вместе со
скобой 9 качаться вокруг оси 10, установленной в кориусе устройства 7/ под действием кулачка }2 на роторе, i cилиe пружины 13 головка поджимается против часог о: | стрелки к пальну J4. Пружниг, /Л де: 1ствует );а прижим н отл имает его кинзу.
При двнженнн налнкп с роторо-л верхний конен валил а / в.ходнт г, отверстие втулки 3 и увлекает последнюю юи-стс с прнжпичм 6 в движение вокруг осп в, нреодоле1я;я усилие
натяжения пружины /о. При нрнжим 6 утанлнвается, поджи 1ая пружину /5.
Под действием вои1ед1пего li отг ерст1;е втулки конна валнка втулка может нерелн щаться вдоль плоской новерхностн устуна прижима,
благодаря чему обеспечиваются вз шмная ориентация деталей в плоскости чертежа и компенсируется влияние на 15за: мную ориентацию собираемых деталей криво.-шпейностн траектории движен1 я валика с ротором.
Во время поворота 1юкруг ос, S втулка постоянно прижимается новерхиостыо отверстия к сопрягаемой поверхности вг.лнка, н, когда сопрягаемые поверхности придут в соосиое положенг1е, произойдет сочлене1И е детаНекоторое время после сочленения прижим 6 будет следовать за собранным узлом, а затем, выйдя из зацепления с ним, под действием пружины 1:3 вернется в исходное положение до упора среза головки 7 в амортизированный палец 14.
Таким образом, рабочий орган устройства совершает возвратно-качательное движение. Рабочий ход его, в течение которого осуществляется ориентация и сочленение деталей, происходит под действием усилия, передающегося от одной собираемой детали - валика - на рабочий орган через другую собираемую деталь - втулку.
Во время рабочего хода происходит также качание (с большой частотой и малой амплитудой) втулки вокруг оси W под действием
кулачка J2 на роторе, благодаря чему обеспечивается достижение соосного положения деталей даже в случае перекоса их плоскости чертежа.
Предмет изобретения
Устройство для сборки деталей типа втулка - валик, состоящее из поступательно перемещающегося транспортера, на котором установлена одна из деталей, например валик, и поворотной головки, в которую устанавливается упруго поджатая к валику втулка, отличающееся тем, что, с целью повыщения эффективности сопряжения, головка выполнена поворотной под действием усилия от сочленяемой детали вокруг оси, располагаемой в момент соединения па оси сопрягаемых деталей.
-n.4
15
Фиг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1967 |
|
SU201886A1 |
| Устройство для термической сборки прессовых соединений деталей типа вал-втулка | 1980 |
|
SU912474A2 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Устройство для сборки деталей | 1973 |
|
SU448931A1 |
| Автомат для сборки наконечников гибких шлангов | 1984 |
|
SU1186454A1 |
| СПОСОБ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2010 |
|
RU2423217C1 |
| Автомат для сборки дюбелей с шайбами | 1991 |
|
SU1794004A3 |
| Автоматическая линия для сборки изделий | 1985 |
|
SU1271703A1 |