(5) УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ СБОРКИ ПРЕССОВЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической сборки прессовых соединений деталей типа вал-втулка | 1977 |
|
SU626929A1 |
| Устройство для двухсторонней сборки запрессовкой обхватываемой и обхватывающих деталей | 1983 |
|
SU1140929A1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| Автомат для запрессовки деталей типа вал-втулка | 1982 |
|
SU1109305A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
| Способ соединения деталей с натягом термическим методом | 1985 |
|
SU1279788A1 |
| Автомат для сборки предохранителей | 1975 |
|
SU564664A1 |
| Автомат для сборки деталей типа вал-втулка | 1974 |
|
SU506488A1 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
1
Изобретение относится к механоIсборочным работам, в частности, к сборке прессовых соединений деталей типа вал-втулка, как например, сборка валов с роторами электродвигателей или сборка передающих узлов редукторов и коробок передач.
По основному авт. св. № 626929 известно, устройство для термической сборки прессовых соединений деталей типа вал-втулка, содержащее смонтированные на основании накопители Собираемых деталей, механизм подачи и ориентации, а также камеру для термообработки одной из собираемых деталей вала, расположенную с соответствующим накопителем над накопителем другой собираемой детали-втулки, в котором механизм переориентации для термообработанной детали выполнен в виде установленных по оси сборки направляющей поворотной гильзы с осью rioBopoTa, перпендикулярной оси сборки и смещенной
относительно центра тяжести гильзы, а также направляющего конусй, расположенного под гильзой, а накопитель для втулок снабжен гидроамортизатором, расположенным по оси втулки f1.
Недостатком этого устройства явля ется невозможность производить сборку соединений одной охватываемой детали с любым, количеством охваты10вающих, независимо от их расположения.
Цель, изобретения - расширение технологических возможностей устройства путем обеспечения одновременtsной напрессовки втулок с разными позиционными диаметрами на вал с двух концов.
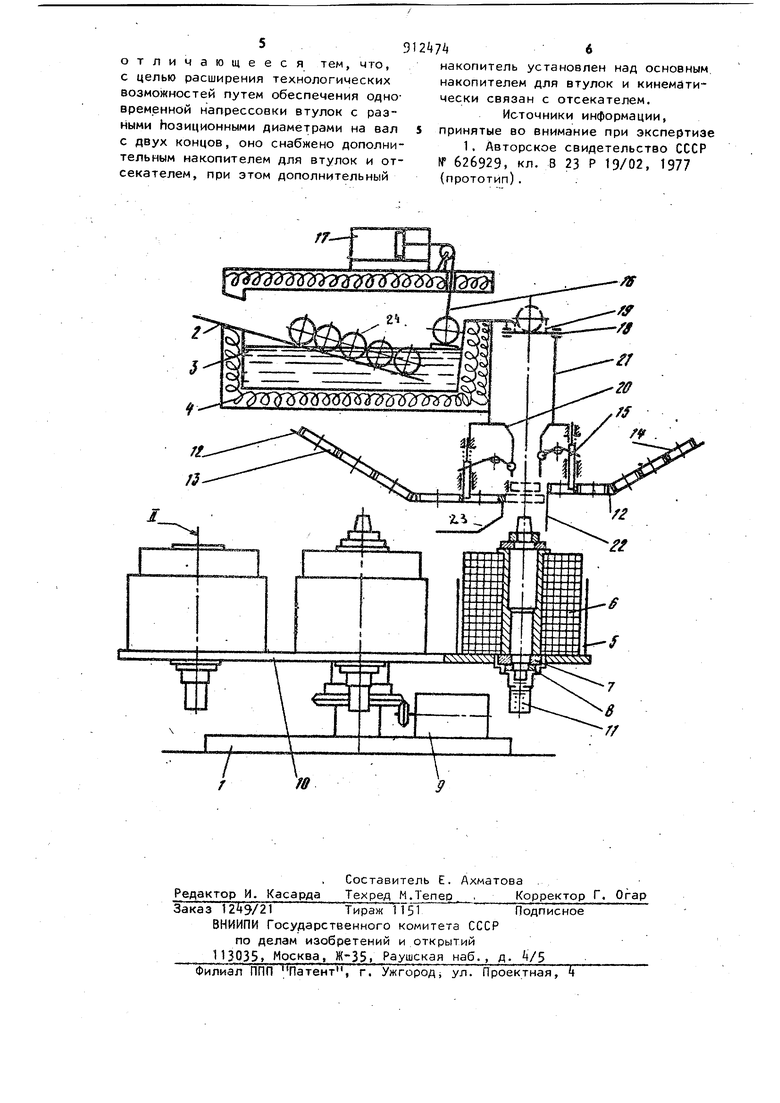
Поставленная цель достигается тем , 4to устройство для термической
20 сборки прессовых соединений деталей типа вал-втулка, содержащее смонтированные на основании накопители сопрягаемых деталей, механизм подами и ориентации, а также камеру для термообработки одной из собираемых деталей вала, расположенную с соответствующими накопителем другой собираемой детали - втулки, в котором механизм переориентации для вал выполнен в виде установленных по ос сборки направляющей поворотной гиль зы с осью поворота, перпендикулярной оси сборки и смещенной относительно центра тяжести гильзы, а так , же направляющего конуса, расположен ного под гильзой, а накопитель для втулок снабжен гидроамортизатором, расположенным по оси втулки, снабже но дополнительным накопителем для втулок и отсекатёлем,при этом дополнительный накопитель установлен над основным накопителем для втулок и кинематически связан с отсекателем. На чертеже представлено устройство для термической сборки деталей типа вал-втулка. Устройство содержит смонтированные на основании 1 накопитель 2, например для валов 3, расположенный в термической камере k для охлЗжде ния валов. Основные накопители 5 для охватывающих деталей с посадочными диаметрами, уменьшающимися по мере движения вала, например для ро торов 6 маслосъемных колец 7 и внут ренних обойм подшипников 8, располо женных на поворотном от привода 9 столе 10, снабжены гидроамортизатором 11j расположенным по оси сборки. Дополнительный накопитель 12 для ох ватывающих деталей втулок с посадоч ными диаметрами, увеличивающимися по мере движения вала, например, ма лосъемных колец 13 и внутренних обо подшипников 1, расположен над основными накопителями 5 и снабжен от секателями 15. Механизм 16 подачи и ориентации с пневмоприводом 17 а также механизм 18 переориентации, выполненный в виде установленных п оси сборки направляющей поворотной гильзы 19 с осью поворота, перпенди кулярной оси сборки и смещенной отн сительно центра тяжести гильзы и направляющий конус 20 собраны на об щем основании 21. Дополнительный накопитель 12 выполнен с налравляю щйми 22 и прижимом 23. Ролики 2 взаимодействуют с валом 3 при его движении в вертикальном положении. Устройство для сборки деталей работает в полуавтоматическом режиме следующим образом. Охватываемые детали (валы) 3 загружаются в накопитель 2 и охлаждаются, в среде жидкого азота до , Охватывающие детали втулки с уменьшающимися посадочными диаметрами загружаются в накопители S, а с увеличивающимися посадочными диаметрами т в накопитель 12. При включении устройства вал с помощью механизма 16 подачи и ориентации извлекается из жидкого азота и выкатывается из термокамеры k, попадая в гильзу 19 механизма 18 переориентации. Под действием веса вала 3 гильза 191 имеющая смещенную относительно центра тяжести ось вращения, поворачивается в вертикальной плоскости до того момента, когда вал 3 занимает строго вертикальное положе ние. После этого вал 3 через направ- ляющий конус 20 под действием собственного веса опускается и попадает в гнездо расположенного внизу ротора 6. Обойма механизма переориентации при этом возвращается в исходное положение. Проходя через накопитель 12, вал нажимает на ролики 2 отсекателей 15, которые выдают на сборочную пр-. зицию партию охватывающих деталей (втулок) с увеличивающимися посадочными диаметрами. После прохождения вала эти детали под собственным весом через направлякзщую 22 надеваются на занявший свое место в собранжом узле вал 3 При,движении стола прижим 23 выравнивает и фиксирует положение охватывающих деталей. На позиции I происходит сборка ротора с валом, а ни позиции II съем собранных узлов и загрузка охватывающих деталей (втуТюк). Динамические нагрузки, возникающие при падении вала 3 воспринима ются как самой поверхностью контакта, так и гидроамортизаторами 1.1. Предлагаемое устройство позволяет производить одновременную сборку с натягом всего узла, что повышает производительность труда и сокраща т производственные площади. . Формула изобретения Устройство для термической сборки прессовых соединений деталей типа вал-втулка по авт. св. W 626929) отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения одновременной напрессовки втулок с разными Иозиционными диаметрами на вал с двух концов, оно снабжено дополнительным накопителем для втулок и отсекателем, при этом дополнительный 912 5 6 накопитель установлен над основным, накопителем для втулок и кинематически связан с отсекателем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 626929, кл. В 23 Р 19/02, 1977 (прототип).
