Изобретение относится к клепально- сборочным работам и может быть применено, в частности, в самолетостроении.
В производстве летательных аппаратов широко распространен способ образования неразъемного соединения с использованием заклепки с сердечником, заключающийся в образовании сквозного отверстия в пакете соединяемых деталей, установке в него заклепки, втягивании сердечника за технологический хвостовик, образовании замыкающей головки, обрыве и удалении выступающего технологического хвостовика сердечника. Данный способ сопровождается образованием отходных частей сердечников а оставшаяся в заклепке часть сердечника увеличивает вес конструкции.
Наиболее близким техническим . решением является способ клепки, заключающийся в образовании сквозного отверстия в пакете соединяемых деталей, установке в отверстие пустотелой заклепки, имеющей закладную головку и стержень с глухим отверстием, установке в глухое.отверстие эластичного вкладыша и дефорйиро.вании вкладыша паунсоном, что вызывает радиальную раздачу стержня заклепки и образование замыкающей головки, удалении эластичного вкладыша из глухого отверстия.
Однако известный способ имеет следующий недостаток. Осевое усилие, передаваемое пуансоном эластичному вкладышу, замыкается на донную часть стержня пустотелой заклепки. Возникает стесненное деформированное состояние, вызывающее значительные деформации растяжения в стенках стержня, особенно в зоне замыкающей головки, что приводит к возникновению надрывов (трещин) стенок стержня или отрыву замыкающей головки.
Варьирование упругостью и длиной эла стичных вкладышей, длиной выступающей из пакета части стержня заклепки, толщиной стенок полых стержней заклепок, усилием клепки к положительному эффекту не приводит, т.к. это вызывает либо формо 4 00 VI
ю
вание замыкающей головки недостаточных размеров, либо растрескивание и отрыв головки. Таким образом, данный способ клепки не обеспечивает стабильно высокого качества соединения.
Цель изобретения - повышение качества соединения. -; -.-.,,
Проставленная дель досшгается тем, что в известном способе образования неразъемного соединения, заключающемся в образовании отверстия в пакете деталей, установке в него полого крепежного элемента с закладной головкой, размещении внутри него эластичного вкладыша, образовании замыкающей, головки соединения путем приложения усилия к эластичному вкладышу с последующим его удалением из полости крепежного элемента, отверстие в крепежном элементе выполняют сквозным, эластичный вкладыш изготавливают длиной, превышающей длину крепежного элемента, размещая его в полости последнего с выступанием с двух торцев, приложение усилия осуществляют парой пуансонов, один из которых с углублением на его торцевой поверхности устанавливают со стороны выступающего из пакета конца стержня заклепки в контакте с поверхностью пакета и торцом эластичного вкладыша, а вторым осуществляют воздействие на эластичный . вкладыш со стороны закладной головки. В этом случае усилие клепки, передаваемое на эластичный вкладыш, воспринимается вторым пуансоном и не замыкается на конструкции крепежного элемента. Тем самым удается избежать стесненного деформированного состояния, сопровождающегося высокими напряжениями в стенках стержня заклепок, вызывающих разрушение замыкающих головок.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что заявляемый способ отличается от известного тем, что отверстие в крепежном элементе выполнено сквозным. Эластичный вкладыш имеет длину, превышающую длину крепежного элемента, его размещают в отверстии, выполненном в крепежном элементе, с выступанием с двух торцов. Приложение усилия осуществляют парой пуансонов, один из которых изготавливают с углублением на торцевой; поверхности и устанавливают со стороны выступающего из пакета конца стержня заклепки в контакте с поверхность пакета и торцем эластичного вкладыша. Вторым пуансоном осуществляют воздействие на эластичный вкладыш со стороны закладной головки.
Известно техническое решение, в котором установку трубчатой заклепки с голо- . вкой и хвостовиком осуществляют за счет протягивания через сквозное отверстие заклепки оправки с цилиндрической головкой
и направляющим конусом, являющейся
принадлежностью инструмента. Однако
этот способ не обеспечивает высокого каче,ства соединения, т.к. оправка, определяю0 щая величину радиальной раздачи хвостовика заклепки, выполнена жесткой, а отверстие в пакете соединяемых деталей, а также и сама трубчатая заклепка, выполне- .ны. с определенными допусками как по
5 форме, так и по размерам. Кроме того, жесткая оправка подвержена в процессе эксплуатации износу. Поэтому этот способ не обеспечивает равномерное заполнение отверстия и стабильный натяг в процессе
0 клепки, а следовательно, и качество соединения. В заявляемом же способе вкладыш выполнен эластичным, что позволяет получить при его деформировании равномерное заполнение стержнем крепежного
5 элемента отверстия в пакете соединяемых деталей, а следовательно, и более высокое качество соединения. Кроме того, предлагаемый способ не чувствителен к колебаниям формы и размеров отверстия в соединяемом пакете и самого крепежного
0 элемента,
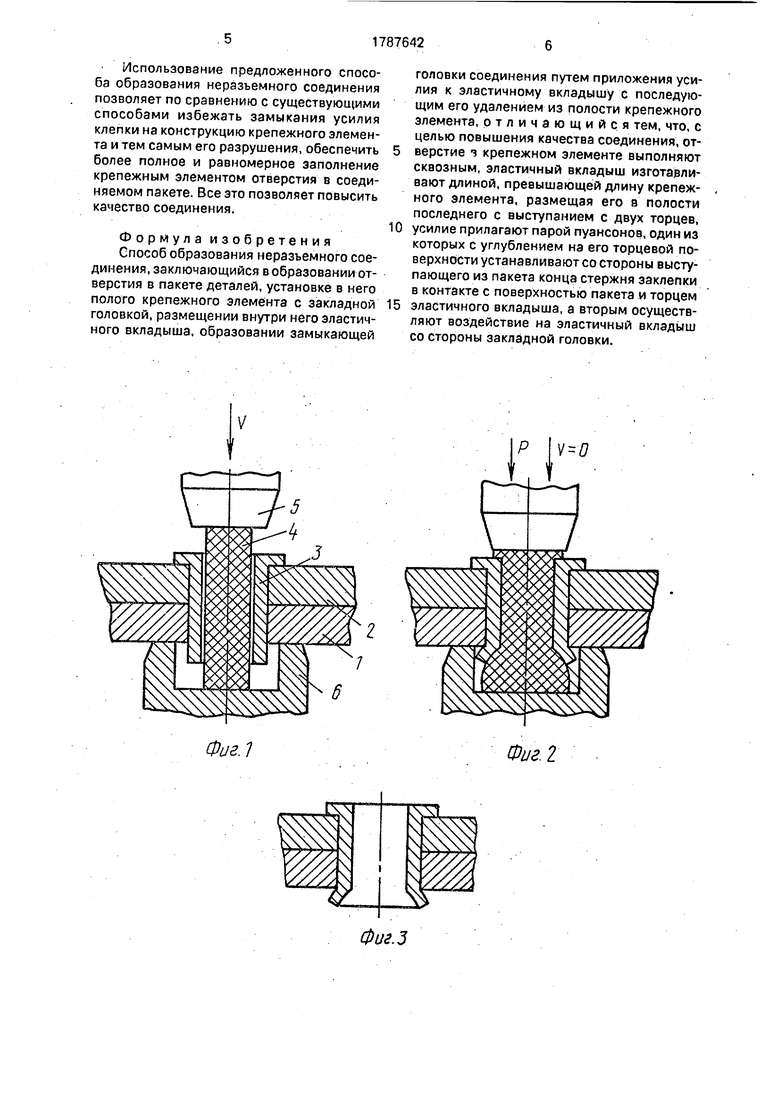
На фиг. 1 показан пакет соединяемых деталей с отверстием, в которое вставлен крепежный элемент с эластичным вкладышем; на фиг. 2 - то же, в момент окончания
5 формирования замыкающей головки; на фиг. 3 - выполненное соединение.
Предложенный способ образования неразъемного соединения может быть реализован следующим образом,
0 В выполненное в пакете соединяемых деталей 1 и 2 сквозное отверстие вставляют полый крепежный элемент 3. В сквозное отверстие крепежного элемента вставляют с зазором эластичный вкладыш 4, конец ко5 торого со стороны замыкающей головки упирают в торец замкнутой полости, выполненной в пуансоне 6. На свободный конец эластичного вкладыша 4 посредством пуансона 5 воздействуют деформирующей на0 грузкой (см. фиг. 2). При.этом за счет деформирования вкладыша происходит заполнение зазора между ним и стержнем крепежного элемента 3, радиальная разда- ча стенок крепежного элемента до создания
5 в пакете соединяемых деталей 1 и 2 гарантированного радиального натяга, образование Замыкающей голо аки заклепки, стяжка за счет этого пакета и создание осевого натяга.
Использование предложенного способа образования неразъемного соединения позволяет по сравнению с существующими способами избежать замыкания усилия клепки на конструкцию крепежного элемента и тем самым его разрушения, обеспечить более полное и равномерное заполнение крепежным элементом отверстия в соединяемом пакете. Все это позволяет повысить качество соединения.
Формула изобретения Способ образования неразъемного соединения, заключающийся в образовании отверстия в пакете деталей, установке в него полого крепежного элемента с закладной головкой, размещении внутри него эластичного вкладыша, образовании замыкающей
0
5
головки соединения путем приложения усилия к эластичному вкладышу с последующим его удалением из полости крепежного элемента, отличающийся тем, что, с целью повышения качества соединения, отверстие ч крепежном элементе выполняют сквозным, эластичный вкладыш изготавливают длиной, превышающей длину крепежного элемента, размещая его в полости последнего с выступанием с двух торцев, усилие прилагают парой пуансонов, один из которых с углублением на его торцевой поверхности устанавливают со стороны выступающего из пакета конца стержня заклепки в контакте с поверхностью пакета и горцем эластичного вкладыша, а вторым осуществляют воздействие на эластичный вкладыш со стороны закладной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования неразъемного соединения | 1990 |
|
SU1787641A1 |
| Способ образования неразъемного соединения | 1990 |
|
SU1787643A1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| Заклепка | 1988 |
|
SU1620707A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ И СИЛОВАЯ ТОЧКА СОЕДИНЕНИЯ | 2005 |
|
RU2308345C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
| Способ клепки | 1984 |
|
SU1278101A1 |
| Способ клепки | 1985 |
|
SU1359051A1 |
| Закладная составная заклепка и способ ее установки | 1981 |
|
SU977855A1 |
Использование: машиностроение, для соединения листовых деталей методом клепки. Сущность изобретения: в пакете листовых деталей выполняют сквозное отверстие, в которое устанавливают крепежный элемент со сквозным отверстием,внутри которого размещают эластичный вкладыш с выступанием над торцем стержневой части крепежного элемента. Образование соединения осуществляют парой пуансонов, один из которых устанавливают со стороны закладной головки в контакте с последней, а вторым пуансоном осуществляют силовое воздействие на эластичный вкладыш, 3 ил.
Фиг.1
Фиг. 2
| Машина для сварки трением | 1985 |
|
SU1269952A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
