Изобретение относится к области станкостроения и может быть использовано при конструировании зуба и шлицеобрабатыва- чощих станков, работающих по методу копирования профильными кругами.
Цель изобретения - повышение точности и производительности за счет интенсификации процесса резания путем повышения жёсткости несущей системы станка.. : - ; / .
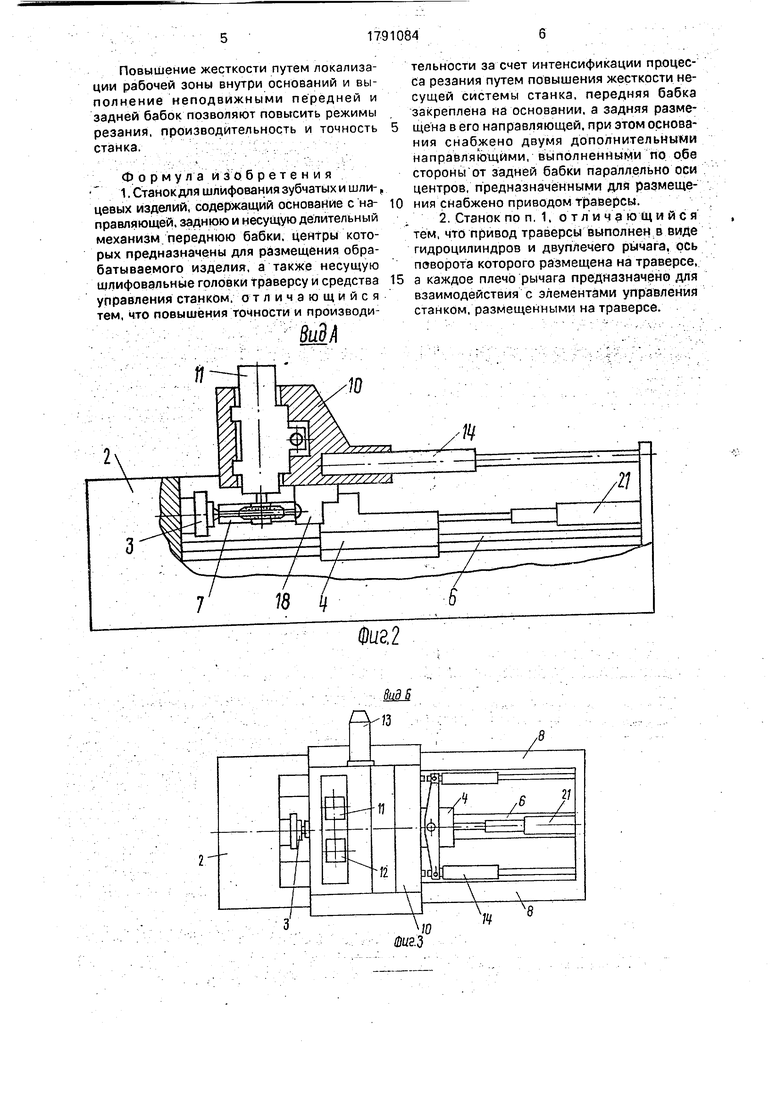
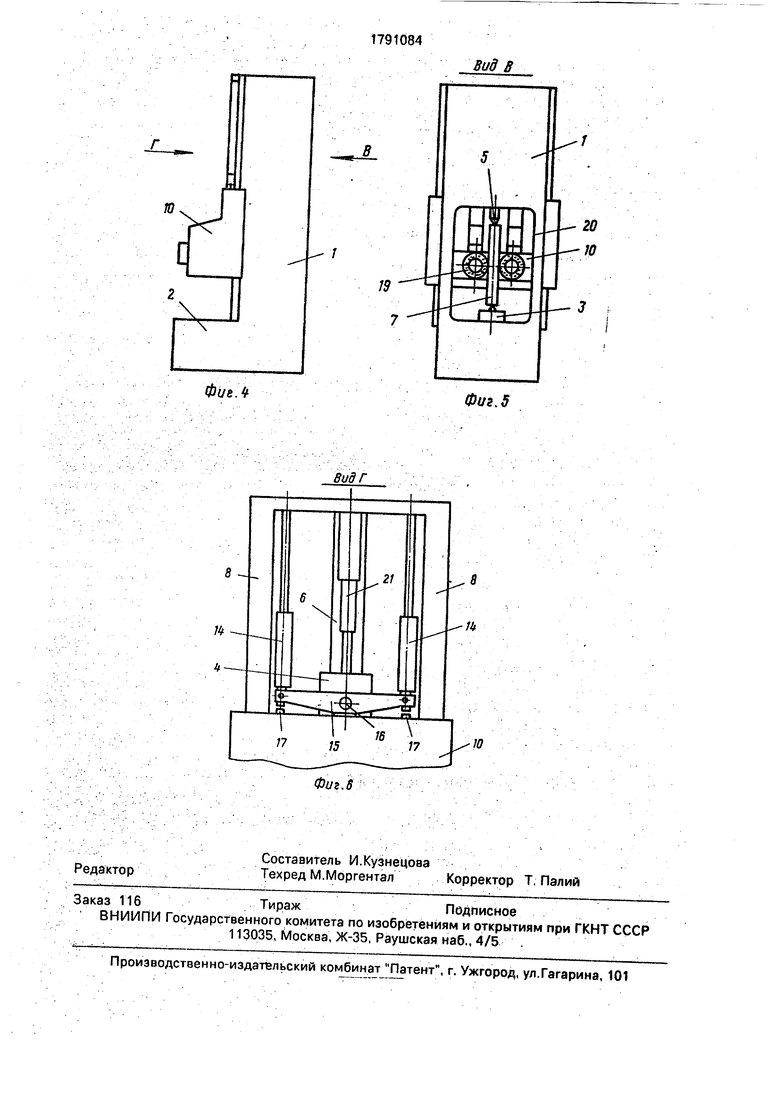
На фиг. 1 показано сечение рабочей зо- ны станка; на фиг. 2 -вид А на фиг. 1; на фиг. 3 - вид о на фиг, 1; на фиг. 4 - вертикальное исполнение станка; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - вид Г на фиг. 4.
Станок содержит основание 1, установленную в нем переднюю бабку 2 с делительным механизмом и передним центром 3. Задняя бабка 4 с центром 5 размещена на направляющей 6 основания. Обрабатывав- мое изделие 7:устанавливается в центрах передней и задней бабок. В дополнительных направляющих 8, выполненных в стенках 9 основания, установлена с возможностью перемещения вдоль оси цент- ров, которая расположена между всеми направляющими, траверса 10. Траверса несет шлифовальные головки 11 и 12, размещенные с возможностью перемещения перпендикулярно оси центров приводом 1.3. Траверса снабжена приводом, который может быть выполнен в виде гидроцилиндров 14 и двуплечего рычага 15, ось 16 поворота которого размещена на траверсе, а каждое плечо рычага предназначено для взаимо- действия с элементами 17 управления, размещенными на траверсе. Элементы управления соединены со средствами (не показаны) управления станком, осуществляющими регулирование подачи жидкости в гидроцилиндры. На траверса закреплены механизмы 13 правки инструментов 19.
При вертикальном исполнении станка в основании дополнительно выполняется ок- но 20, используемое для загрузки-выгрузки обрабатываемого изделия/Задняя бабка перемещается телескопическим гидроцилиндром 21.:.
Станок работает следующим образом. Обрабатываемое изделие 7 устанавливает- ся в центрах передней и задней бабок 2 и 4 и производится его ориентирование. Одновременно выполняется профилирование инструментоЕ 19 механизмам 18 правки и подналадки от привода 13 шлифовальных головок 11 и 12 на обрабатываемый размер. Станок реализует три технологических метода шлифования - маятниковое, глубинное и скоростное При маятниковом шлифовании траверса 10 совершает позвратно-поступательное движение со скоростью 30- 40 м/мин вдоль оси центров, а инструменты 19 вращаются относительно обрабатываемого изделия 7 в противоположном направлении, При глубинном шлифовании значительно возрастают силы резания, тепловыделение и связанные с ним деформации. Размещение рабочей зоны внутри основания и предельное сокращение размеров активной зоны повышает жесткость, виброустойчивость и снижает тепловые деформации.
При скоростном шлифовании инструменты 19 работают со скоростью резания 60-150 м/с. Защита рабочей зоны стенками 9 основания 1 повышает безопасность без использования специальных кожухов, а высокая жесткость обеспечивает точность и качество на любых режимах. Точность продольного перемещения и управление силами резания инструментов 19 обеспечиваются приводом траверсы 10. Для точного останова траверсы в условиях высоких скоростей вблизи заданной точки останова отключается один из гидроцилиндров 14. Второй гидроцилиндр продолжает движение, но скорость траверсы 10 уменьшается при этом в два раза благодаря повороту рычага 15. Во время управления силой резания стабилизируют давление в гидроцилиндрах 14. Разность сил резания вызывает перекос траверсы на 1-2 мкм, регистрируемый элементами 17 управления. Соединенные с ними средства управления регулируют по заданному алгоритму частоту вращения инструментов 19 до полного устранения перекосов траверсы 10.
При появлении значительных перекосов траверсы, вызванных большой разницей припусков или обработкой одним инструментом, выполняет поворот рычага 15 вокруг оси 16 до упругого взаимодействия с соответствующим элементом Г/ управления, что позволяет создать уравновешивающий момент на траверсе. Кроме того, два гидроцилпндра 14 и телескопический гидроцилиндр 21 обеспечивают повышенное демпфирование траверсы и обрабатываемого изделия 7 во всем диапЭч-юне режимов обработки. Вертикальное исполнение станка характеризуется большим удобством обслуживания и малой чувствительностью к износу направляющих.
После шлифования противоположных профилей обрабатываемого изделия траверса 10 смещается по направляющим 8 и производится делительный поворот изделия. Аналогично обрабатывают все профили изделия.
Повышение жесткости путем локализации рабочей зоны внутри оснований и выполнение неподвижными передней и задней бабок позволяют повысить режимы резания, производительность и точность станка.
Ф о р м у л а изо бретения 1 .Станок для шлифования зубчатых и шли- , цевых изделий, содержащий основание с направляющей, заднюю и несущую делительный механизм переднюю бабки, центры которых предназначены для размещения обрабатываемого изделия, а также несущую шлифовальные головки траверсу и средства управления станком, отличающийся тем, что повышения точности и производи0
5
тельности за счет интенсификации процесса резания путем повышения жесткости несущей системы станка, передняя бабка закреплена на основании, а задняя размещена в его направляющей, при этом основания снабжено двумя дополнительными направляющими, выполненными по обе стороны от задней бабки параллельно оси центров, предназначенными для размещения снабжено приводом траверсы.
2. Станок по п. 1, отличающийся тем, что привод траверсы выполнен виде гидроцилиндров и двуплечего рычага, ось поворота которого размещена на траверсе, а каждое плечо рычага предназначено для взаимодействия с элементами управления станком, размещенными на траверсе.
ФцеЛ
Фиг. 5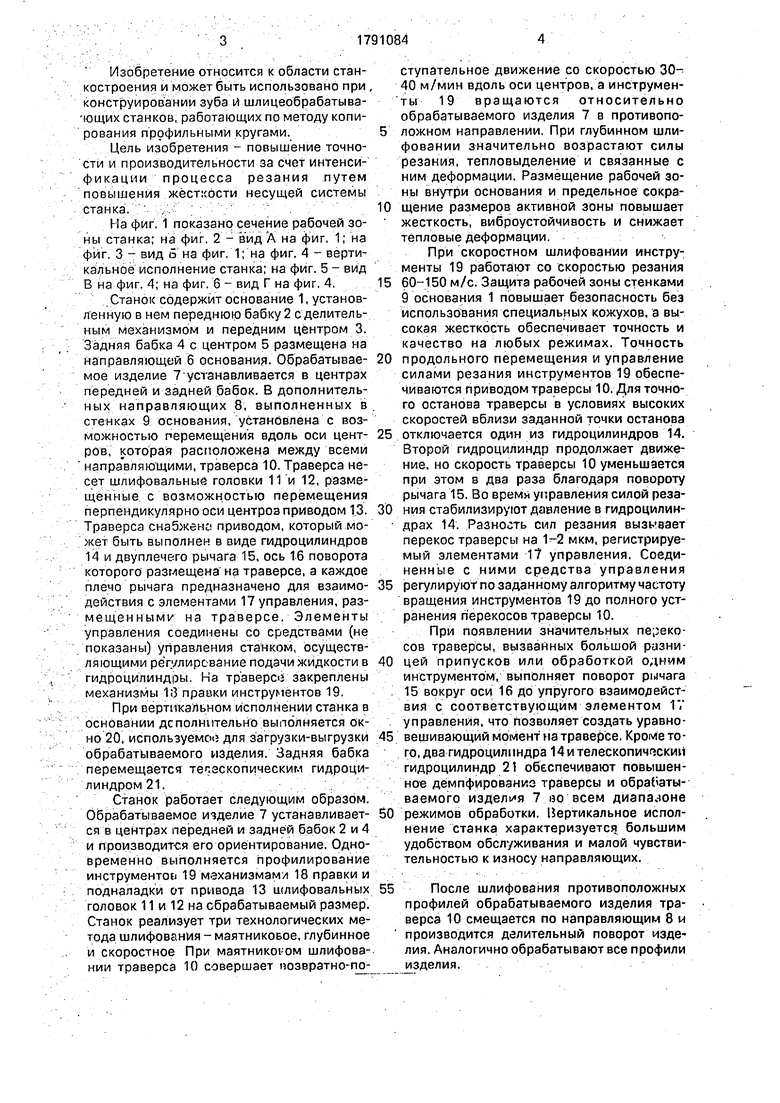
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Станок для шлифования зубчатых и шлицевых изделий | 1988 |
|
SU1791083A1 |
| Станок для шлифования зубчатых изделий | 1989 |
|
SU1741990A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
Изобретение относится к области станкостроения и может быть использовано при конструировании зуба и шлицеобрабатыва- ющих станков, работающих по методу копи- рованил профильными кругами. Цель изобретения - повышение точности и производительности за счет интенсификации процесса резания путем повышения жесткости несущей системы станка. На основании 1 установлена передняя бабка с делительным механизмом и передним центром. Задняя бабка 4 с центром размещена на направляющей 6 основания. В дополнительных направляющих 8установлена с воз- можностыр перемещения вдоль оси центров траверса 10. Шлифовальные головки 11 и 12 размещены с возможностью перемещения перпендикулярно оси центров. Траверса снабжена приводом, который может быть выполнен в виде гидроцмлинд- ров и двуплечего рычага, ось поворота которого размещена на траверсе. 1 з. п. ф-лы, 6 ил. в i« fe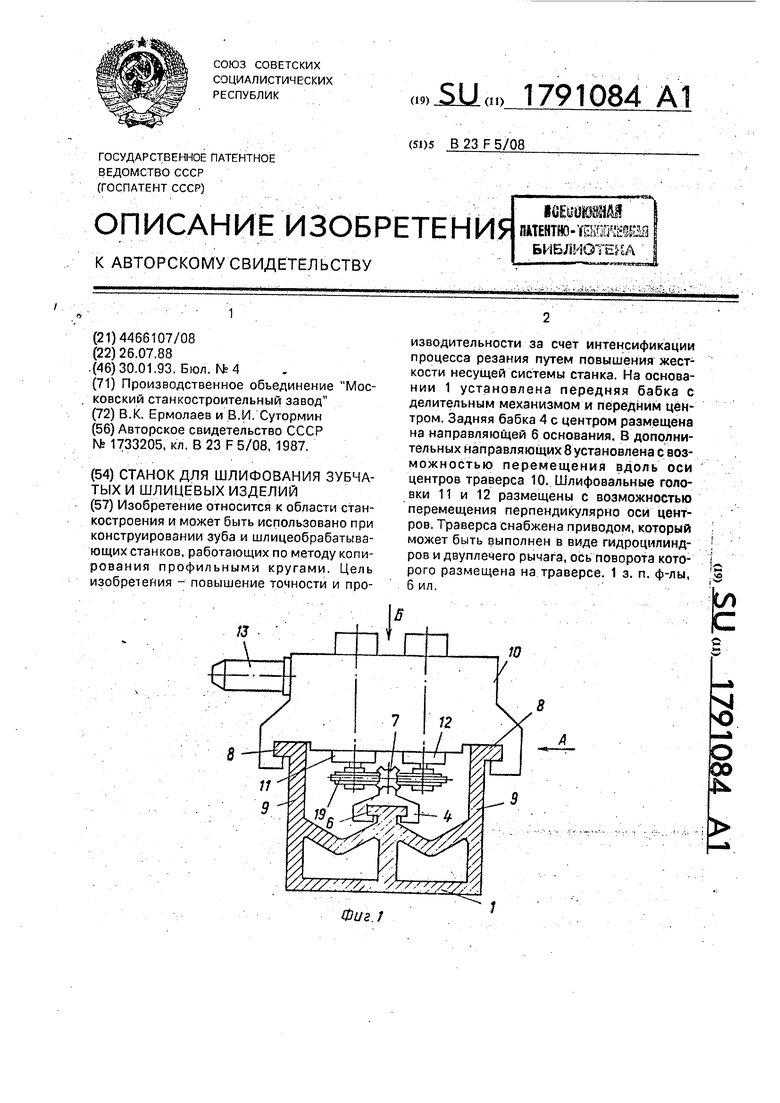
| Станок для профильного шлифования зубчатых изделий | 1987 |
|
SU1733205A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
