Известные устройства для металлизации деталей не обеспечивают высокой производительности труда.
Предлагаемый автомат представляет собой втулочно-роликовую цепь, снабженную скобами, несущими детали через металлизаторы, имеющие защитные диски с отверстиями, соответствующими размерам покрываемой поверхности. Такие конструктивные отличия нового автомата позволяют повысить производительность труда и улучщить условия работы.
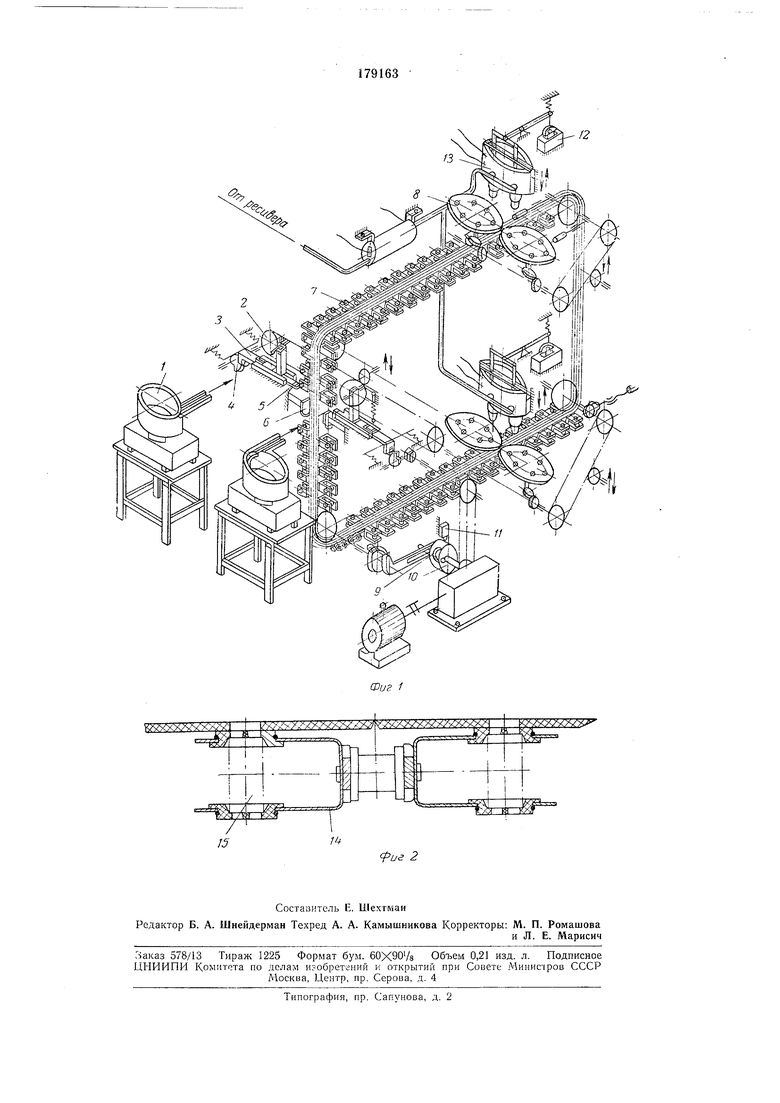
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 - скоба для захвата детали.
Детали загружают в вибробункер /, из которого их подают в накопитель 2 и далее при помощи ползуна 5 и эксцентрика 4 на площадку 5. Специальная скоба, находя на клин 6, раздвигается и при движении конвейера 7 захватывает деталь, которая, двигаясь на конвейере, подходит к защитному диску 8. Когда отверстие диска и отверстие скобы, несущей деталь, совпадут и конвейер остановится, кулачок Я находящийся на эксцентрике 10, вращаясь вместе с ним, находит на кнопку концевого выключателя 11, последний включает электромагнит 12 - открывается доступ припоя в форсунки тиглей 13. Далее, вращаясь, кулачок сходит с кнопки концевого
выключателя, электрическая цепь размыкается н электромагнит выключается; доступ припоя в форсунки тиглей прекращается, и конвейер начинает двигаться до тех пор, пока покрываемая деталь не подойдет под нижние защитные диски; деталь поворачивается на 180°, подставляется ее второй торец под металлизацию, процесс повторяется, т. е. с этого момента начинают работать верхний и нижНИИ тигли.
Автомат можно использовать при одновременном покрытии двух различных номиналов детали; при этом они подбираются по длине, а диаметры могут быть разные.
На фиг. 2 изображена скоба 14 для захвата детали /5.
Предмет изобретения
Автомат для металлизации деталей, снабженный устройствами для их накопления, загрузки н выгрузки, а также тиглями с припоем и форсунками для распыления металла, отличающийся тем, что, с целью улучшения условий труда и повышения производительности, он выполнен в виде втулочно-роликовой цепи, снабженной скобами, несущими детали через металлизаторы, имеющие защитные диски с отверстиями, соответствующими размерам покрываемой поверхности.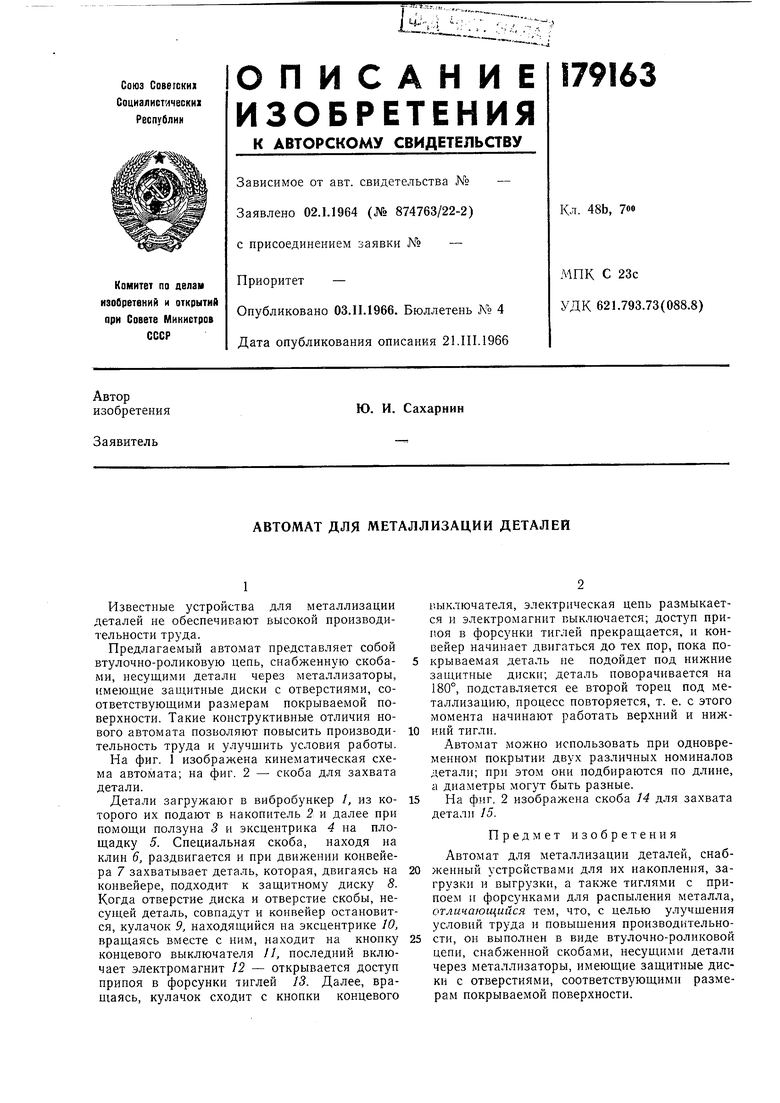
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для металлизации изделий | 1976 |
|
SU657860A1 |
| Устройство для металлизации | 1972 |
|
SU440706A1 |
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
| УСТРОЙСТВО ДЛЯ ШООПИРОВАНИЯ ПЛОСКИХ СЕКЦИЙ | 1968 |
|
SU208407A1 |
| Автоматическая поточная линия дляСбОРКи НАРучНыХ чАСОВ | 1976 |
|
SU798685A1 |
| АВТОМАТ ДЛЯ МЕТАЛЛИЗАЦИИ ЦИЛИНДРИЧЕСКИХДЕТАЛЕЙ | 1968 |
|
SU209941A1 |
| УСТРОЙСТВО для МЕТАЛЛИЗАЦИИ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1971 |
|
SU291993A1 |
| Автомат для сборки селеновых выпрямителей | 1950 |
|
SU96572A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Автомат для сборки втулочно-роликовых цепей | 1948 |
|
SU83395A1 |