пами по наружному контуру и расположенным на внутреннем контуре выступом для взаимодействия с контакTciMH, служащими для останова элек тродвигателя, закрепленными внутри полости стопорного диска, фиксирующий механизм, состоящий из электромагнита и подпружиненного - коромысл снабженного выступом/ для взаимодействия со стопорным диском, а элемент задающий адрес выполнен в виде подпружиненного рычага, связанного посредс±вом ролика с кулачком, адресоноситель выполнен в виде дужки контейнера, содержащей три взаимосвязан ных рычага, причем два из иих, один из которых полый, а на втором неподвижно закреплен элемент поиска, выполненный в виде горизонтального стержня, поворотно закреплены на горизонтальных осях, а третий рычаг, скользящий внутри полого рычага, шар нирно соединен со вторым рычагом и подпружинен, автооператор выполнен в виде коромысла, устаиовлеиного с возможностью продольного перемещения и поворота вокруг оси, несущего две связанные меяаду собой втулочно-роликовой цепью звездочки, одна из которых сидит на валу электродвигателя управляемого посредством трех контак тов , один из которых является контак тсм поиска, причем на цепи шарнирно закреплен крюк захвата контейнеров, взаимодействующий с двумя электромаг нитами , управляемыми теми же контактг1ми, :а на коромысле поворотно закреплен подпружиненный двухзвениый рычаг, взаимодействующий с упором на .цепи/,;.. ..; .... : . . Йа фиг. 1 изображена компановка оборудЬвая1йн поточной линий; на фиг. 2 - схема расположения сборочных автоматов с автроператорами отиосительнр продольного ленточного крнв ейера; на фиг. 3 - схема устройства, двухэтажирго двухручьевого ленточного крнвейера; на фиг. 4 - схема кодирующего устройства и адресоносителя; .на - схема системы поис ка и захвата контейнеров на фиг. б кинематическая схема автооператора для съема контейров с ленты и сброса кода. .: V ; . -. ( Автрматическая поточная линия для ОбРркй механических наручных часов Одержит продольшли двухэтажный двух ручьевой ленточный конвейер 1 с автоматической системой адресования собираемых изделий, включающей в себ кодирующее устройство 2 , адресоноситель и автооператор 3 для съема контейнеров с ленты и сброса кода. Второй (верхний)этаж 4 конвейера 1 предназначен для транспортировки вдрль всей сборочной линии в два потока контейнеров 5, заполненных кассетами 6 с часовыми механизмами 7, а первый(нижний) этаж 8 - для возвращения пустых контейнеров 5 с конца сборочной линии в исходную позицию (фиг. 3). Первый этаж конвейера 1 имеет приводную и натяжную секцию 9, а второй этаж 4 - приводную и натяж- ную станцию 10. Ленточный конвейер снабжен тремя буртами 11, два из которых расположены по краям, а один посередине ленты конвейера, выполненной из гибкого материала. Бурты 11 обеспечивают определенной положение транспортируемых по ленте контейнеров о Скорость ее перемещения имеет возможность регулирования в широком диапазоне. С правой и левой стороны от продольного ленточного конвейера 1 в шах матном порядке размещены сборочные многопозиционные автоматы ( 2 AJ... и А, А, А...),. предназначенные для выполнения определенного комплекса сборочных операций, И1 1еющих шифр: , III ... и ti, III fW ,1. На столах 12 автоматов А, A..J,, А ... и A/J, A,j, Aj. .. расположены автоматические сборочные устройства .1) , каяздое иэ которых обеспечивает выполнение одной элементарной сборочной операции. Каяодый автомат обслуживается одним сборщиком - оператором. Наличие двух сборочных потоков предусматривает возможность автоматической сборки часовых механизмов 7 сразу двух типов. В начале линии расположены столы 14 для заполнения часовыми механизмами 7 кассет 6 и укладки последних в контейнеры 5 (шифр операции - 1). Каяодый стол 14 обслуживается одной кассетировщицей. В случае выхода из строя Основного сборочного автомата в поточной линии предусмотрены запасные автоматы, имеющие возможность работать на оба потока. Например, два шифра операций И и к запасным сборочным автоматом является А j, а для шифровгу иlv -Ag (запасные сборочные автоматы на фиг. 1 заштрихованы) . . - . Перед каждой группой автоматов, выполняющих комплекс сборочных операций одного шифра(начиная с двух автоматов) установлены кодирующие устройства 2 для адресования контейнеров 5 на тот или иной сборочный автомат. В конце поточной линии расположены столы 15, предназначенные для механизированного контроля качества сборки часовых механизмов. Для этого столы 15 оборудованы современными контрольно-испытательными приборами. Стол 15 обслуживается одним сборщиком-контролером.. Каждый стол 12 сборочных автоматов столы 14 кассетировщиц и столы 15 механизированного контроля обррудоsaHii автооператорами 3 для съема контейнеров 5 с ленты и сброса кода; кроме этого, на всех столах 12, 14 и 15 предусмотрены промежуточные магазины 16 для установки контейнеров 5, снятых автооператорами 3 с ленты конвейера 1.
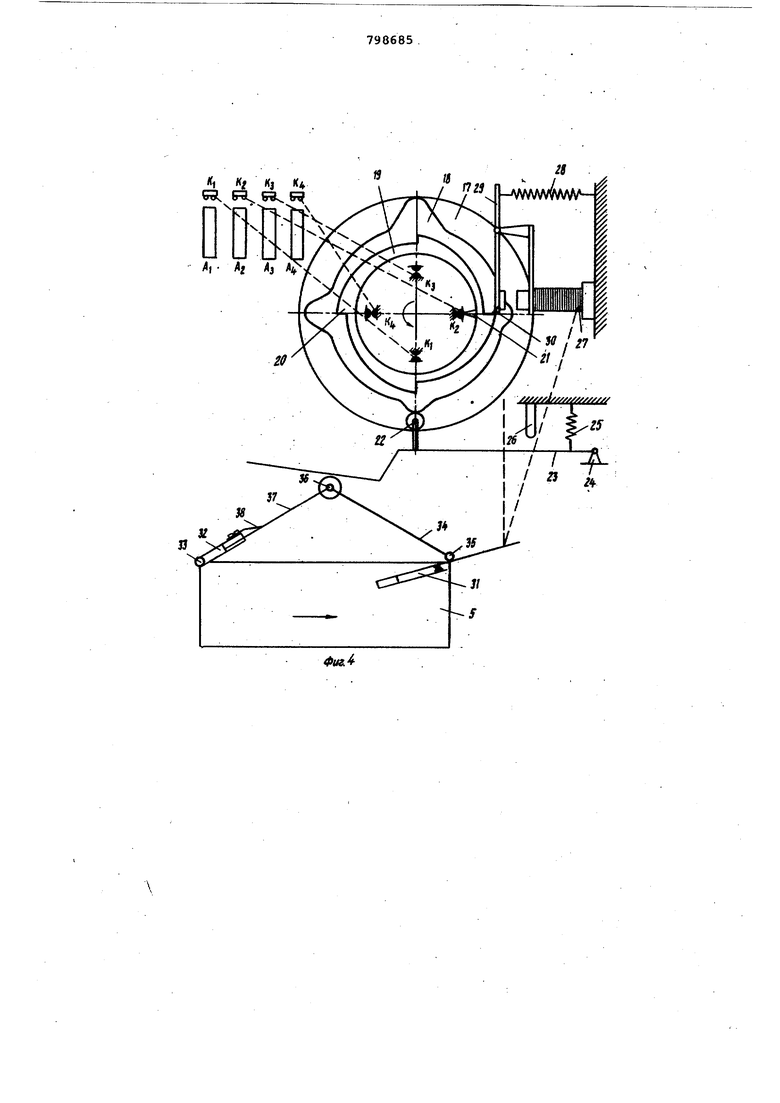
Кодирующее устройство (адресователь)2 фиг. 4 содержит электродвигатель 17 на валу которого закреплены кулачок 18 с разновеликими выс тупами и стопорный диск 19 с ус.тупами 20 по наружному контуру и одним выступом 21, расположенным на внутреннем контуре. Внутри полости стопорного диска 19 неподвижно закрепК, Kjj
К останова лены контакты К,,
электродвигателя 17, электрически связанные с соответственными киоп|Ками автооператоров 3 сборочных автоматов А, АЗ, А, А ...
Кулачок 18 взаимосвязан посредством закрепленного на стойке ролика 22, с рычагом 23, задающим адрес, установленным в опоре 24 и подпружиненным (пружина 25. В исходном положении рычаг 23с помощью пружины 25 прижат к упору 26. Стопорный диск 19 взаимосвязан с фиксируюидам устройством. Последнее состоит из электромагнита 27 с подпружиненным (пружина 28) корокыслом 29, взаимодействующим своим выступом 30 со стопорным диском 19. Кодирукицее устройство 2 снабжено контактом 31, включакщим электродвигатель 17 и электромагнит 27 при взаимодействии с движущимся по ленте контейнером 5. . ,
Адресоносителем является дужка контейнера 5, предназначенного для транспортировки и выполненного с возможностью штабелирования кассет 6 с часовыми механизмами 7. Дужка сос-г тоит из полого рычага 32, конец которого поворотно закреплен на оси 33 рычага 34, один конец которогоиоворотно закреплен на оси 35, а на конценеподвижно закреплен горизонтальный стержень поиска 36; и ры;чага 37, скользящего внутри полого рычага 32 и {аарнирно соединенного с рычагом 34. На полом рычаге 32 закреплена плоская пружинаЗВ, тормоаящая движение скользящего рЕочага 31, Таким образом, адрес каждого контейнера .5 выражается в высотном расположении горизонтального стержня поиска 36 .
Для автоматического съема контейнеров S с ленты конвейера 1 и сброса адреса применен автооператор 3. .Автооператор 3 (фиг. 6)содержит корокысло 39, закрепленное на стойке 40 посредством CTOnojpHoro болта 41, с возмощностью продольного перемещения вдоль паза 42 -и радиального наклона, вокруг болта 41 посредством градуированного диска 4-3 и указателя 44. Стойка 40 установлена на основании 45, закрепленного на столе сборОЧного автомата. Кроме того, на основании 45 размещен промежуточный магазин 16 для установки контейнеров 5.
В корпусе коромысла 39 расположены две звездочкиt ведущая 46 и ведомая 47, связанные между собой втулочно-роликовой цепью 48, совершающей реверсинове движение и останов от электродвигателя 49 посредством трехконтактов 50, 51 и 52. На цепи 48 неподвижно закреплена ось 53, на ко0торой, в свою очередь, шарнирно закреплен крюк захвата 54 с изогнутым хвостовиком 55. Для отклонения крюка 54 в момент захвата при расцеплении с дужкой контейнера 5 ус5тановлены два электромагнита 56 и 57 с подпружиненными корокзаюлами 58 и 59, взашмодействующими с хвостовиком 55 крюка захвата 54.
С целью освобождения места в магазине 16, расположенном на основа0нии 45, для следующего контейнера 5, снятого автооператором 3 с ленты конвейера 1, на коромысле 39 поворотно закреплен подпружиненный(пружина 60) двухзвенный рычаг (звено 61 и звено
5 62) , взаимодействующий с упором €3 на цепи 48.
Работа автоматической поточной линии для сборки механических наручных часов осуществляется следующим
0 образом.
Правый и левый поток линии обслуживают одновременно две независимые друг от друга бригадам сборасиков. Авт.ооператор 3 первого стола 14 снимает
5 с нижнего этажа 8 ленточного конвейера 1 контейнеры 5 с пустыми кассетами 6 , поступающие с конца автоматической линии, и устанавливает их друг за другом на столе 14 (в магазине 16). .
0
Кассетировщица заполняет платинами часовых механизмов 7 кассеты 6, штабелирует их в контейнерах 5, а затем устанавливает последние иа движущуюся второго (верхнего) эта5жа 4 конвейера 1. Щ5и установке контейнера 5 под действием его веса скользящий рычаг 37 дужки вытягивается до упора и горизонтальный стер-( жень поиска 36 устанавливается в
0 позицию максимального удаления от основания контейнера 5. .
При.движении по ленте конвейера 1 контейнер 5 выступом горизонтгшьной оси 35 зёи икает контакт 31, ко5дирующего устройства 2, который включает электромагнит 27 фиксирующего устройства, а затем электродвигатель 17. При срабатывании электромагнита 27 выступ 30 коромысла 29
0 выходит из зацепления со стопорнь диском 19, и кулачок 18 начинает вращаться против часовой стрелки. Ролик 22, закрепленный иа стойке., сколь зит по поверхности кулачки 18 и передает движение подпруз«Синённому Еялча5ГУ 23. В свою очередь, рычаг 23, воз действуя на шарнирное соединение поворотных рычагов 34 и 37 дужки кон тейнера 5, утапливает скользящий рычаг 37, Как только выступ 21 стопорного диска 19 замкнет один из контактов К, %/ Кз/ К.-. , вращение электродвигателя 17 прекращается, а электро магнит 27 отключается. При этом выступ 30 коромысла 29 входит в зацепле ние с уступом 20, фиксируя тем самым стопорный диск 19, а, следовательно, и кулачок 18 в положении контакта ролика 22 с одним из выступов кулачка 18. Скользящий рычаг 37 утапливается на вполне определенную глубину, зависящую от высоты выступа кулачка 18, фиксируя тем самым стержень поис ка 36 на заданной высоте. Последняя и определяет адрес контейнера 5. При выходе из строя одного из сбо рочных автоматов (А г А, Aj... или А,, А, АЗ ...) путем нажатия на одну В этом случа из кнопок К. - х } выступ 21 стопорного диска 19 при вращении проходит выключенный контакт, не отключая электродвигателя 17, вал которого вращается.до момента взаимодействия выступа 21 со следующим включенным контактом. При это кодирование контейнеров 5 осуществля ется только для работающих сборочных автоматов. Таким же образом кодирующее устройство 2 работает и в случае выхода из строя двух и более сборочных автоматов. При движении контейнера 5 по ленте конвейера 1 горизонтгшьный стержень поиска 36 замыкает совпадающий с ним по высоте поисковый контакт 50 включающий электромагнит 56 и электродвигатель 49, приводящий в движение втулочно-роликовую цепь 48. Ко рогласло 58 воздействует на хвостовик 55 крюка 54 и поворачивает его вокруг оси 53 в положение захвата контейнера 5. Крюк 54 зацепляет дужку контейнера 5 и, двигаясь с цепью 48, переносит его в магазин 16, размещенный на основании 45. При касании контейнером 5 основания 45 замыкается установленный в последнем контакт 51,включающий электромагнит 57 и дающий команду на реверсирование электродвигателя 49. Коромысло 59 ЕЛ здействует на хвостовик 55 крюка 54 и поворачивает его вокруг оси 53 в положение расцепления с дужкой контейнера 5. При движении крюка зах вата 54 в исходное положение, его хвостовик 55 замыкает третий контакт 52,отключающий электродвигатель 49. Таким образом кодирующее устройство 2 устанавливает горизонтальный стержень поиска 36 в определенное высотное положение (являющееся адресом кон тейнера 5) , совпадающее с расположением поискового контакта 50 автооператора 3 того сборочного автомата, которому адресован контейнер 5. Это кодирующее устройство 2 равномерно . распределяют поток контейнеров 5 между сборочными aвтoмaтa 1И А , А, А , (или А , А,2, А лёвого потойа) , выполняющими комплекс сборочных операг ций под шифром (или // левого потока) . При дальнейшем движении вдоЛь конвейера 1 горизонтальный стержень поиска 36 контейнера 5 замыкает совпaдa лций с ним по высоте поисковый контакт 50 автооператора 3. Последний снимает контейнер 5 с ленты и устанавливает на стол сборочного автомата, выполняющего комплекс операций, обозначенных шифром к(или К . Поисковые контакты 50 автооператоров 3, установленных на столах сборочных автоматов А , Aj (ли А , Ад, расположены каждый на своем определенном уровне от плоскости ленты конвейера. 1, что обеспечивает равномерное распределение контейнеров 5 между c6opq4HHMH автоматами по принципу: первому - второму - третьему .. . пергвому - второму - третьему ... В случае выхода из строя одного из сборочных автоматов шифра ч сборщик-оператор переходит на запасной автомат.(заштрихован) и устанавливает поисковый контакт 50 его автооператора 3 на уровне поискового контакта, вьшедшего из строя сборочного автомата. В случае выхода из строя одного из сборочных автоматов шифра м сборщик-оператор переходит с левого потока на правый выдвигает коромысло 39 автооператора 3 запасного сборочного автомата для работы на левый поток, отключает поисковый контакт 50,, вышедшего из строя автомата, и устанавливает на его уровне контакт 50 автооператора 3 запасного сборочного автомата, затем продолжает работать на свою бригаду. Обработанные часовые механизмы 7 в контейнерах 5 устанавливаются на ленту конвейера 1 и поступают к следукидему автомату, выполняющему комплекс сборочных операций под шифром 1(1 (или III ) . Горизонтальный стержень поиска 36 всех контейнеров 5 после сборочных операций шифра к(или II) вытянут в крайнее верхнее положение, что обеспечивает их прохо)эдение мимо автоматов шифра II (илнк) и последовательное попадание на сборочный автомат Ад (или А)левого (потока) . Затем контейнеры 5 с обработанными на автомате А4 (или А .) часовыми механизмами 7 через кодирующее устройство 2 следуют на сборочные автоматы А, А, А, AQ или , А, Ag, выполняющие комплекс операций под шифром IV ( или IV . Аналогичным описанному образом осуществляется дальнейшая сборка час вых механизмов .. Контейнеры 5 с механизмами 7 проходят через весь комплекс сборочных автоматов А... Ад.. (или А... Ag...) и поступают на сто лы 15 механизированного контроля качества сборки часов. После проверки качества собранных часов, готовую продук1Хию направляют в КИС (контрольн испытательная станция), а пустые кон тейнеры 5 контролеры направляют по первому этажу 8 контейнера 1. в начало линии к столам 14. Механизированная раздача фурнитуры на сборочной линии осуществляется два-четыре раза в смену. Для этого кассетировщица.стола 14 заполняет контейнеры 5 фурнитурой, йредназначенной для каждого сборочного автомата, вставляет в контейнеры 5 специальные отличительные пластмассовые жетоны с указанием номера автомата, утапливает горизонтальный стержень поиска 36 в крайнее нижнее положение и отправляет по ленте второго этажа 4 конвейера 1. Начало механизированной раздачи фурнитуры сообщается сигналом по всей линии. Каждый сборщик-оператор принимает предназначенную ему фурнитуру и заполняет бункеры сборЪчного автомата. Пустые контейнеры 5 отправ ляются по ленте конвейера 1. Предлагаемое устройство позволяет повысить производительность, нгщежность и упростить конструкцию. формула изобретения 1. Автоматическая поточная линия для сборки наручных часов содержащая koмплeкc сборочных автоматов, каящый из которых представляет собой расположенные на столе сборочные устройства, обеспечивгисягше соответственно выполнение одной элементарной сбороч ной операции, связанных между собой продольным ленточным конвейером, слу жащим для перемещения контейнеров с часовыми механизмами, снабженными ав томатической системой адресования, отличающаяся тем , что с целью повышения производительности, надежности работы и упрощения конструкции, конвейер выполнен двухэтажны двухручьевым, сборочные автоматы, раз мещены по обеим сторонам конвейера в два потока в шахтном порядке, авто матическая система адресования включает в себя кодирующее устройства адресоносители и автооператоры, при этом каждое кодирующее устройство установлено перед серией автоматов, выполняющих комплекс сборочных операций одного шифра, снабжено Элементом задающим адрес, предн аз наученным для воздействия на элемент потока адресоносителя, скомпанованного на конвейере и контактами электрически связанными соответственными кнопками автооператоров, размещенных на каждом столе сборочного автомата, имеющих каждый из которых контакт поиска для взаимодействия с соответствующим элементом поиска адресо-. носителя. 2.Автоматическая поточная- линия по п. 1, отличающаяся тем, что кодирующее устройство содер-i жит электродвигатель, закрепленные на его валу кулачок с разновеликими выступами и стопорный диск с уступами по наружному контуру и расположенным на внутреннем контуре выступом для взаимодействия с контактами, служащими для останО ва электродвигателя, закрепленными внутри полости стопорного диска, фиксирующий механизм, состоящий из электромагнита и подпружиненного корокысла снабженного выступом, для взаимодействия со стопорным диском, а элемент, задающий адрес выполнен в виде подпружиненного рычага, связанного посредством ролика с кулачком. 3.Автоматическая поточная линия по п, 1, отличающаяся тем, что адресоноситель выполнен в виде дужки контейнера, содержгицей три взаимосвязанных рычага, причем два из них, один из которых полый, а на втором неподвижно закреплен элемент поиска, выполненный в виде горизонтального стержня, поворотно закреплены на горизонтальных осях, а третий рычаг, скользящий внутри полого рычага, шарнирно соединен со вторым рычагом и подпружинен. 4.Автоматическая потОчная линия по п. 1,отличающаяся тем, что автооператор выполнен в виде корокисла, установленного с возможностью продольного перемещения и поворота вокруг реи несущего две связанные между собой втулочно-роликовой цепью звездОчки,одна из которых сидит на валу электродвигателя управляемого посредством трех контактов один из которых является контактом поиска, причем на цепи шарнирно закреплен крюк захвата контейнеров, взаимодействующий с двумя электромагнитгиищ, управляемыми теми же контактами, а на коромлсле поворотно закреплен подпружиненный двухзвенный рычаг, взаимодействующий с упором на цепи. Источники информации, принятые во внимание при экспертизе 1.Попова.В. Д. и Гольдберг Н. Б. Устройство и технология сборки часов . М., Высшая школа, 1973. 2. Uhren Rundschan Petal Seweller № 2, 1975, с. 28(прототип).
Ф«г./ IZ
ff ff / 3
К/ К, К4
Irrt .
Лг 3 д
.
/ fl--л/wwv ллл -§
/-г
/ Р
5F
Фие.5


| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Кассетно-транспортное устройство | 1983 |
|
SU1098868A1 |
| Узел автоматического поиска и сортировки к устройству для хранения носителей информации | 1980 |
|
SU963889A1 |
| Автомат-укладчик плит | 1983 |
|
SU1138330A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Поточная линия контроля качества дисков неразрушающим методом | 1983 |
|
SU1173305A1 |
| Автомат-укладчик плит | 1982 |
|
SU1079454A1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |