Известны устройства для резки проката, состоящие из одной или двух отрезных втулок и плоского отрезного ножа.
Предлагаемое устройство отличается от известных тем, что для улучшения условий труда путем плавного вывода отходов из зоны резания нож выполнен составным из двух жестко связанных пластин (или цельным), в одной из которых сделано фигурное отверстие, кромки которого, лежащие в плоскости соприкосновения пластин, обеспечивают собственно резку и образуют окно для вывода отходов, а Б другой пластине - проем, охватывающий указанное фигурное отверстие, снабженный рабочими кромками, выполненными напротив окна для вывода отходов и лежащими также в плоскости соприкосновения пластин.
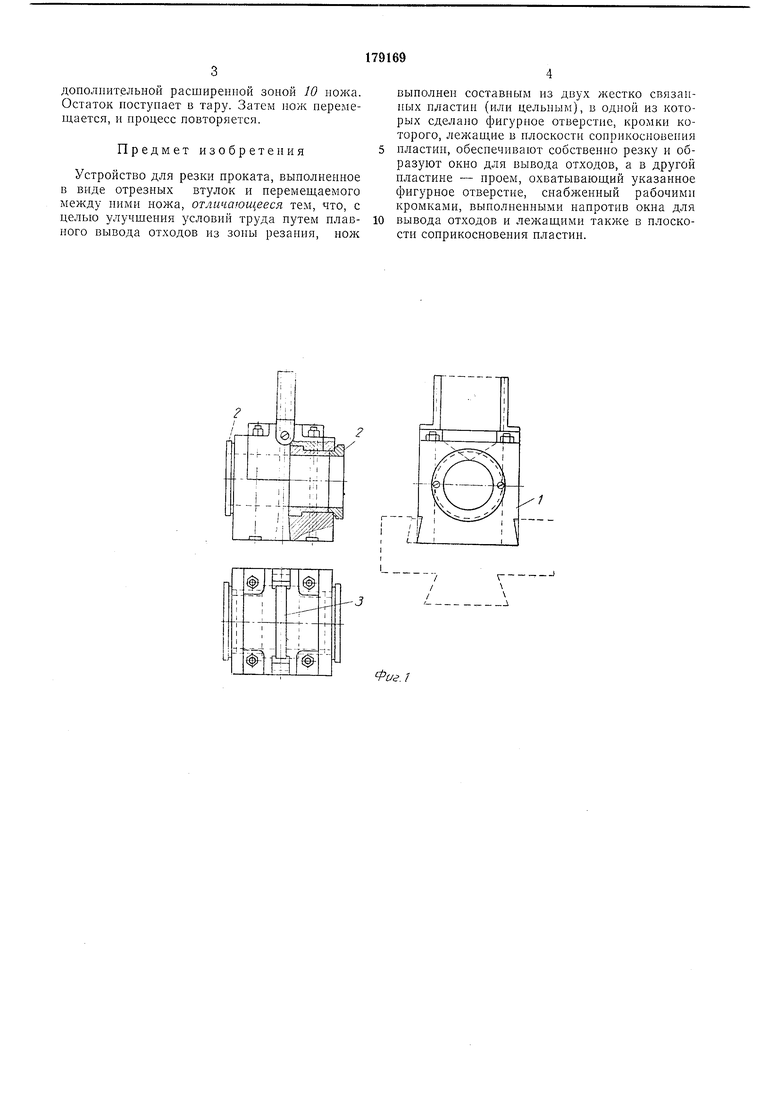
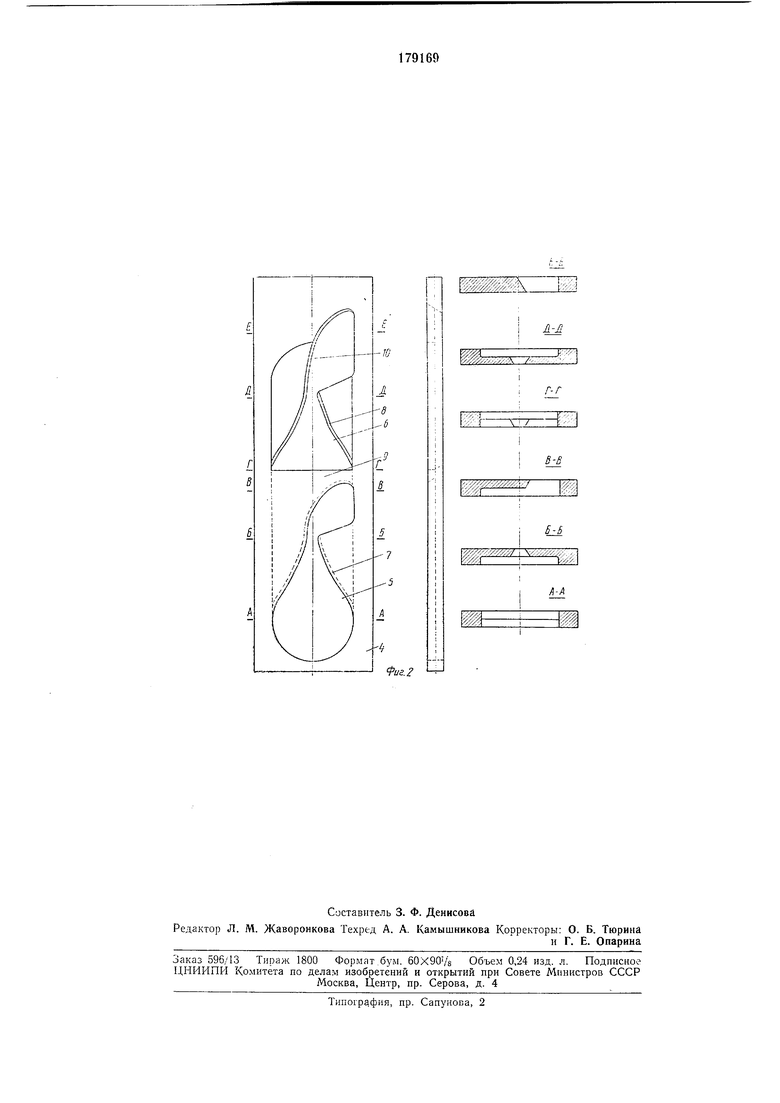
На фиг. 1 представлено описываемое устройство, общий вид; на фиг. 2 - конструкция фасонного ножа и его разрезы в различных сечениях.
Устройство состоит из корпуса / с двумя отрезными втулками 2, через которые поступает прокат. Корпус составной и имеет прорезь 3, в которой перемещается возвратно-поступательно плоский отрезной нож 4 (фиг. 2) с фасонными замкнутыми окнами 5 и 6. Окно 5 имеет сужающийся профиль (кромку) 7, в круглое отверстие которого (сечение А-А)
входит прокат, движущийся до упора. Сужающийся профиль окна режет и обжимает металл для одного торца разрезаемого проката. После наибольшего сужения (сечеиие Б-Б)
окно вновь расщиряется для свободного выхода перемычки и дальнейщей подрезки торца (сечение В-В). Окно 6 своей режуще-выдавливающей кромкой (профилем) 8 срезает оставшийся металл, равный толщине ножа,
со второго торца. Окончание образования торца производится перемычкой 9 (сечение Г-Г), а начало обжатия второго торца - сужающейся зоной профиля 8 (сечение Д-Д). После наиболее узкого участка облой окончательно
срезается расширенной зоной 10 (сечеиие Е-Е) ножа.
Работает устройство следующим образом. Прокат поступает до упора по рольгангу через отрезные втулки, больщое отверстие фасонного окна 5 ножа, который устанавливается так, чтобы отверстия втулок и окна 5 совпадали мелсду собой. Затем нож перемещается, и режущими кромками 7 сужающегося профиля металл обжимается, а пройдя перемычку, образует один плоский торец заготовки.
При дальнейшем ножа второй торец образуется вторым, последовательно расположенным фасонным окном 6 с кромкой
дополнительной расширенной зоной 10 ножа. Остаток постуиает в тару. Затем нож иеремещается, н процесс новторяется.
Предмет изобретения
Устройство для резки проката, выполненное в виде отрезных втулок и неремещаемого между ними ножа, отличающееся тем, что, с целью улучшения условий труда путем плавного вывода отходов из зоны резания, цож
вынолнен составным из двух жестко связанных пластин (или цельным), в одной из которых сделано фигурное отверстие, кромки которого, лежащие в нлоскостн сопрнкосновення пластнн, обеснечивают собственно резку н образуют окно для вывода отходов, а в другой пластине - проем, охватывающий указанное фигурное отверстие, снабженный рабочими кромкамн, выполненными напротив окна для вывода отходов и лежащими также в плоскости соприкосновения пластнн.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170982C1 |
| Рабочий инструмент к штампу для резки труб | 1980 |
|
SU959935A1 |
| Устройство для изготовления соеди-НиТЕльНыХ зАжиМОВ для пРОВОдОВ | 1979 |
|
SU843060A1 |
| Ножницы для резки проката | 1981 |
|
SU996109A1 |
| Устройство для изготовления пружин с фасонными концами | 1979 |
|
SU895584A1 |
| Агрегат для обработки заготовок трубчатой формы на швейной машине | 1990 |
|
SU1798415A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НА МЕРНЫЕ ЗАГОТОВКИ ЭЛАСТИЧНОГО ТРУБЧАТОГО ИЛИ ПРУТКОВОГО МАТЕРИАЛА | 2019 |
|
RU2697997C1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Способ разделения проката | 1988 |
|
SU1773593A1 |
ik
I л-я
г-г
Ч;:
-в
-S
/л-/,Щ:-.., W/лIУ -Л
I А-А
.г
