Изобретение относится к металлообработке, в частности, к копировальным станкам, предназначенным для обработки сложнофасонных профилей пера лопаток.
Цель изобретения повышение точности обработки.
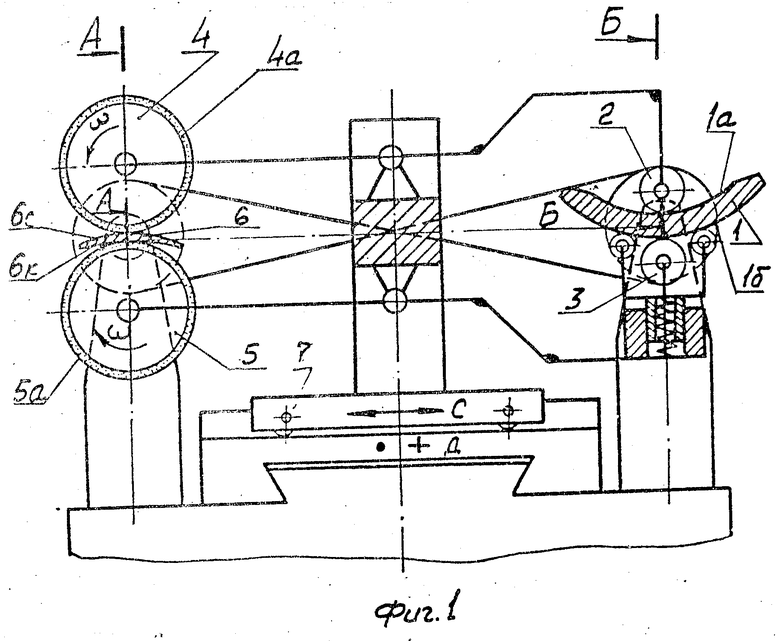
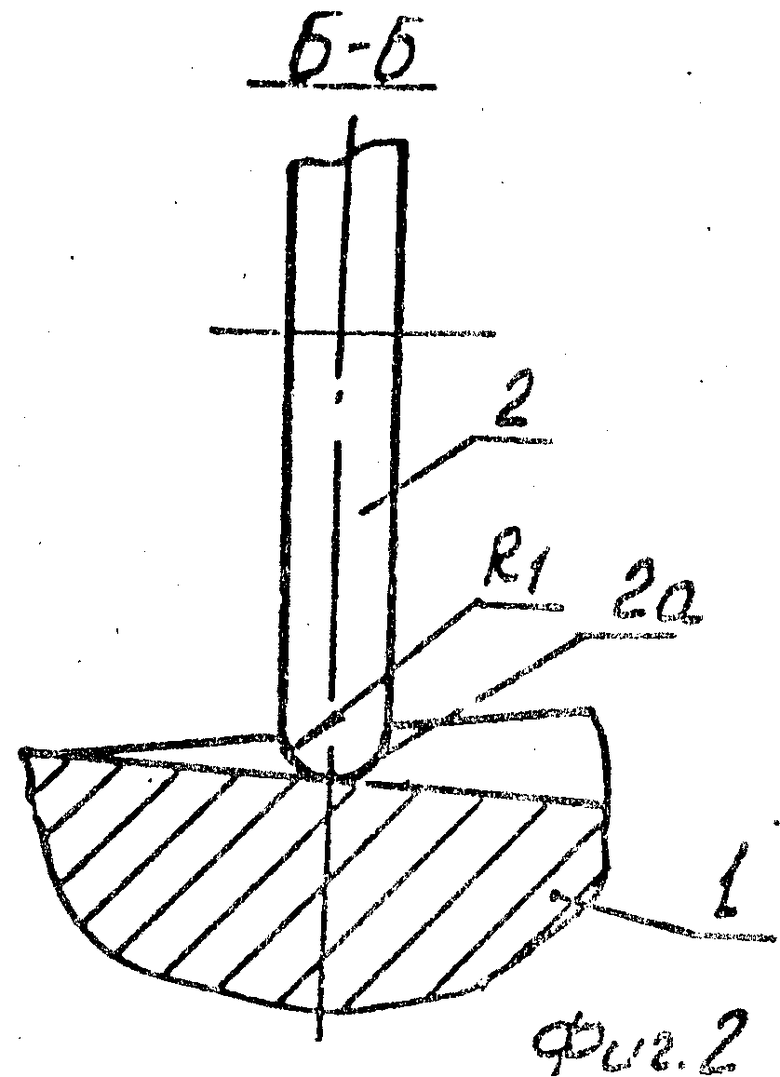
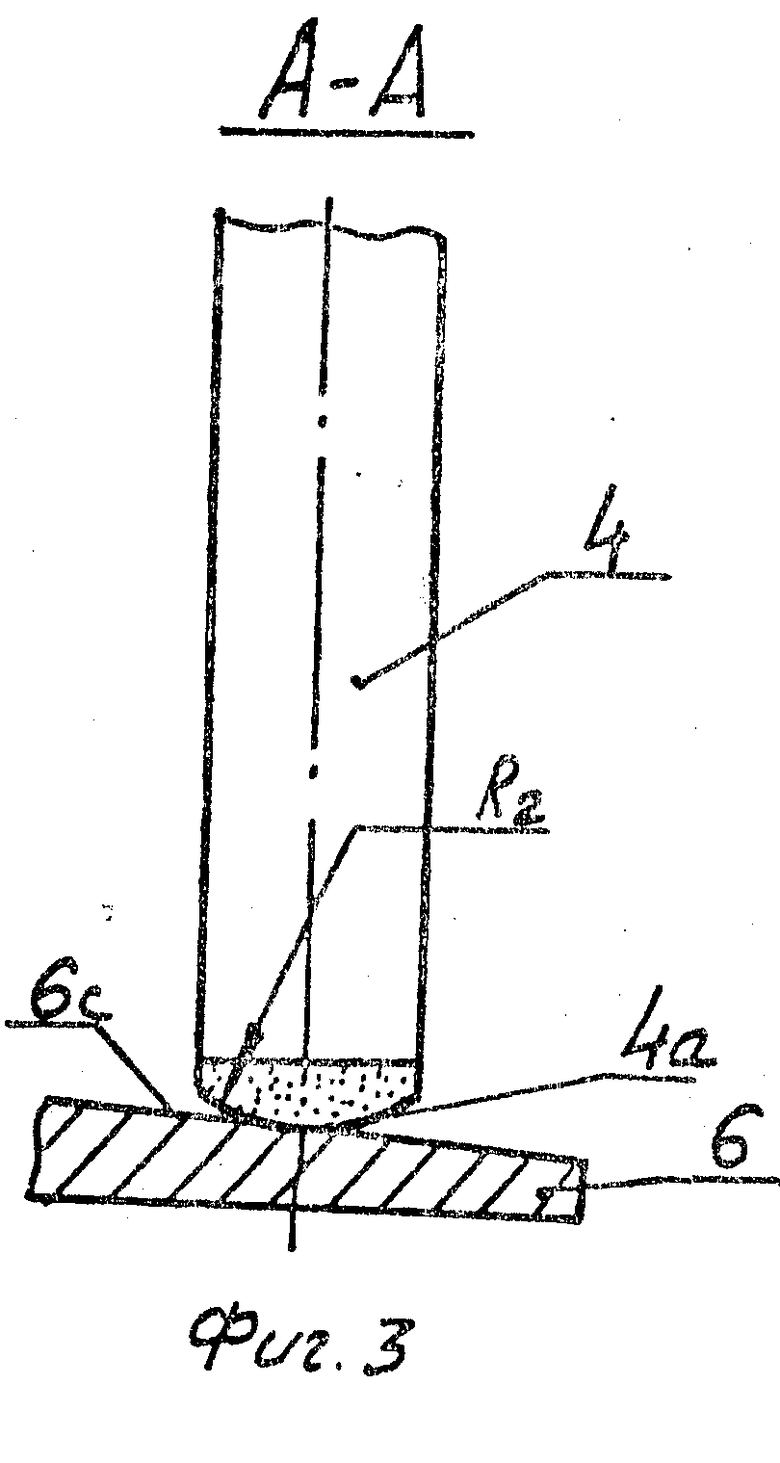
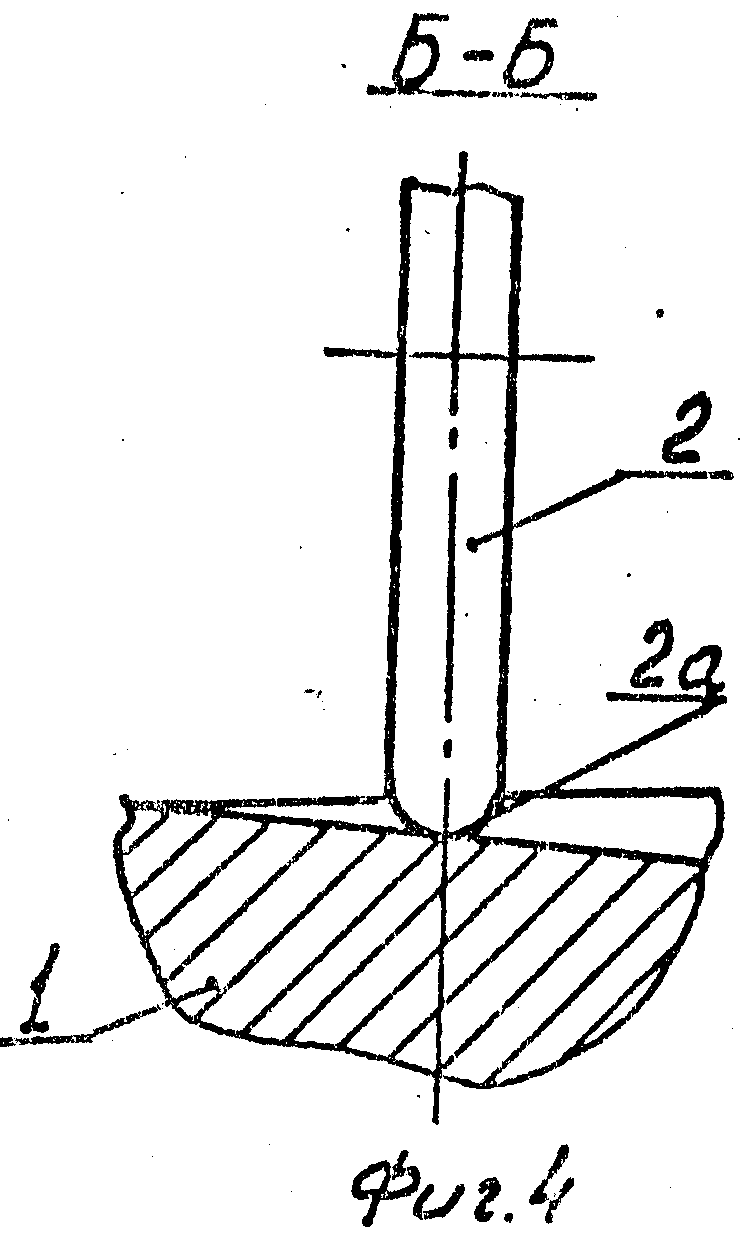
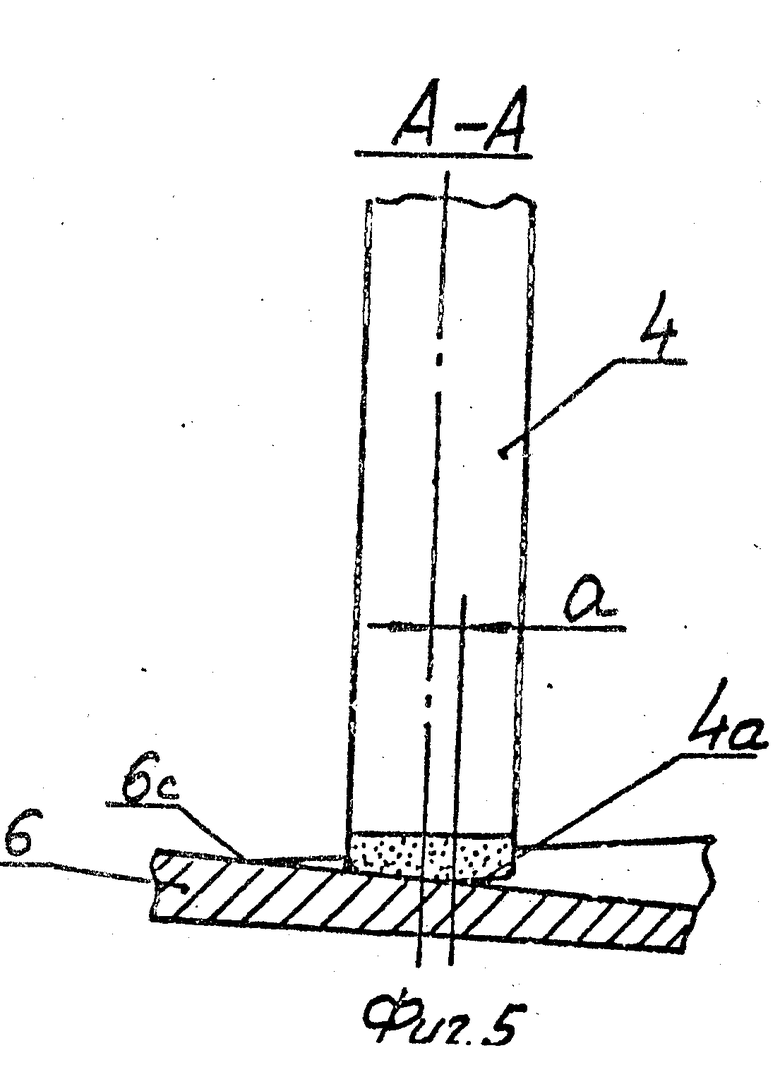
На фиг.1 показана одна из возможных схем копировального станка для электроалмазного шлифования пера лопаток; на фиг.2,3 сечение Б-Б и А-А на фиг.1 соответственно копировального ролика и инструмента, рабочая поверхность которых спрофилирована в виде тороидальной поверхности; на фиг.4 и 5 показано сечение Б-Б и А-А фиг.1 соответственно копировального ролика и инструмента, рабочая поверхность которого имеет устойчивую форму естественного износа.
Настройку копировального станка (фиг.1) производят из условия обеспечения заданной точности обработки. Для этого профилируют рабочие поверхности 1а и 1б копира 1, а копировальному ролику (3) и рабочей поверхности инструмента 4,5 придают тороидальную форму соответственно 2а (3а) и 4а (5а), благодаря чему обеспечивают точечный контакт с соответствующими рабочими поверхностями 1а и 1б (фиг.2,3).
Затем производят пробную обработку профилей 6с и 6к лопатки 6. Обработку деталей производят до получения устойчивой формы износа рабочей поверхности инструмента 4 (5) (фиг.5). Определяют устойчивую форму инструмента 4 (5) при естественном износе ее рабочей поверхности 4а (5а) и в соответствии с ней корректируют рабочую поверхность копира 1а, что обеспечивает повышение точности обработки и снижение расхода алмазного слоя.
Конкретный пример выполнения способа. При настройке станка задают форму рабочей поверхности контактного ролика, имеющего в сечении Б-Б R1 7, и профилируют рабочие поверхности копира в соответствии с профилем пера лопатки.
Рабочей поверхности инструмента в сечении А-А задают R2 65 мм.
Алмазный круг А1 400 х 16 х 4 х 127 АС 15400/315 М2 15-4 100% по ГОСТ 16167-80.
Скорость шлифования, м/с 35
Поперечная подача, м/с 0,16-0,20
1. Черновой режим:
продольная подача, мм/ход 0,8-1,2
глубина шлифования, мм 0,14-0,16
СОЖ электролит
Затем обрабатываемые детали на указанных режимах определяют устойчивую форму естественного износа рабочей поверхности инструмента и корректируют копир.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических копиров с лекальным профилем и устройство для его осуществления | 1986 |
|
SU1425055A1 |
| Способ шероховки покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1164058A1 |
| Копировальный станок | 1982 |
|
SU1060345A1 |
| Копировальный станок | 1972 |
|
SU593899A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Копировально-шлифовальное устройство | 1987 |
|
SU1511069A1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Способ копировальной обработки | 1984 |
|
SU1301653A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1685691A1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
Использование: в металлообработке. Обработка сложных профилей на шлифовальных станках. Сущность изобретения: обработку ведут по копиру, с которым контактирует копировальный ролик. Рабочей поверхности инструмента и копировального ролика придают тороидальную форму. При настройке станка производят пробную обработку деталей, определяют устойчивую форму инструмента при естественном износе его рабочей поверхности и в соответствии с ней корректируют рабочую поверхность копира. 5 ил.
СПОСОБ НАСТРОЙКИ КОПИРОВАЛЬНОГО СТАНКА ДЛЯ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ, при котором задают форму рабочей поверхности копира, исходя из заданной точности обработки, а копировальному ролику и рабочей поверхности инструмента придают тороидальную форму, отличающийся тем, что, с целью повышения точности обработки, производят пробную обработку деталей, определяют устойчивую форму инструмента при естественном износе его рабочей поверхности и в соответствии с ней корректируют рабочую поверхность копира.
| СПОСОБ КОПИРОВАНИЯ ШЛИФОВАНИЕМ ИЗДЕЛИЙ С ПОВЕРХНОСТЬЮ ДВОЙНОЙ КРИВИЗНЫ | 1966 |
|
SU214345A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
