Изобретение относится к обработке металл ов давлением и может быть исп ользоШ-1 но для правки дисков трения бортовых фрикционов транспортных средств, других .рабочих машин и т.п. vv ; ;i
Лзвестен способ правки деталей типа дис11 ов ведомых муфт сцепления путём при- . ложония к рабочей части диска сжимающих- усилий, направленных перпендикулярно к ; плох кости диска и. возбуждения в промежуточной зоне между ступицей диска и рабочей частью бегущей волны деформации. волну деформации возбуждают путем вращения диска с одновременным от-. ; клойением ступицы диска относительно оси его имметрии или путём перемещения сту- riHutt диска по образующей конуса с одно- временным изменением угла конуса. Известный способ правки позволяет получать детали с минимальными величинами коробления и биения, а также надежно со- полученные размеры и форму.
Однако известный способ правки не- применить для кольцевых дисков, например дисков трения бортовых фрикци- оно, пильных дисков и им подобных, т.е.
дисков/ не имеющих ступицы, ввидунёвоз- можнрсти возбуждения в полотне диска бегущей волны деформации указанными приёмами, что ограничивает его технологические возможности.
/ Известен способ для правки дисков, по которому диск подвергают многократному знакопеременному изгибу в радиальных плоскостях, переходящих через ось вращения диска, путем его вращения ;мё5к ду двумя рядами расположенных в шахматном по- ряДке конических п запильных роликов, которые в процессе правки перемещают перпендикулярно полотну диска по заданному закону.
Недостатком известного способа правки является невысокое качестве правки, за-1 ключающееся в наличии тарельчатости на дисках из-за возникновения в процессе
чправки в полотке дисков разных по величине напряжений по их радиальному сечению. Чем больше ширина кольцевого диска, тем больше разность напряжений в сечениях, расположенных у наружного и внутреннего диаметров кольца при какой-либо определенной величине прогиба.
ел
С
3
N3
2
(л
Наиболее близким техническим решением к изобретению является способ правки дисков путем знакопеременного изгиба: между роликами, расположенными в шахматном порядке о тангенциальном направлении, и поворота плоскости диска по участкам в радиальной плоскости.
Дополнительный поворот плоскости диска по участкам в радиальной плоскости обеспечивает некоторое повышение качества правки дисков по .сравнению с знакопеременным изгибом между двумя рядами расположенных в шахматном порядке конических правильных роликов в радиальных плоскостях за счет перемещения.роликов перпендикулярно полотну диска, однако не исключает полностью наличие, тарельчато- ;сти диска и не обеспечивает требуемого уровня стабилизации внутренних напряжений, Этот недостаток имеет место-из-за неравенства напряжений, создаваемых в различных сечениях диска в радиальном направлении. Известный способ требует большого времени для получения качественного диска, т.к. правка ведется не по всему периметру диска одновременно, а только его части. .
Целью изобретения является повыше- н ме качества правки за счет исключения та- рельчатбсти кольцевого диска и уменьшения величины отклонения от плоскостности путем снижения остаточных на- пряжений и более равномерного их распределения s материале диска.
Поставленная цель достигается тем, что в способе правки кольцевых дисков, при котором диск деформируют от максимальных величин до нуля, знакопеременно изгибал путем его вращения между коническими роликами, расположенными в -шахматном порядке, и разворачивая участки его поверхности в радиальных плоскостях за счет поворота роликов в тех же плоскостях, максимальные величины прогиба и угла разворота диска определяют по зависимостям
IBM
(0.9...0.95).
12-E-h-fT
tg a
(0.9.. .0.95)Qy-Ji( - Р|н)
12-Е
h-n2-A
где fвн - величина прогиба диска по внутрен- нему диаметру, мм;
а- угол поворота роликов, град;
Оу - предел текучести материала диска, МПа:
Е - модуль Юнга, МПа;
h - толщина диска, мм; п - количество роликов в блоке, шт.; DBH - внутренний диаметр диска, мм; Омар - наружный диаметр диска, мм;
д Рчзр Реп
ширина диска, мм.
Одновременный изгиб кольца в двух плоскостях по предложенным зависимостям позволяетснизить и более равномерно
перераспределить остаточные напряжения в полотке диск а как по периметру, так и в радиальных сечениях, т;е. устранить тарель- чатость диска и уменьшить величину отклонения от плоскостности, что повышает
качество правки.
Сопоставительный анализ предложенного решения с прототипом показывает, что заявляемый способ отличается тем, что изгиб диска в радиальных плоскостях, осуществляют одновременно по всему периметру диска на величину, определяемую по зависимости
25
fan
(6.9.. .0,95)0у ,,.
12-E-h-n2
где fen - величина прогиба диска по внутреннему диаметру, мм;
0у предел текучести материала диска, МПа;
DBH - внутренний диаметр диска, мм; Е - модуль Юнга, МПа; h - толщина диска, мм; ri - количество роликов в блоке, шт; а дополнительный изгиб диска в тех же плоскостях производят путем одного или многократного: разворота роликов в сторону большего диаметра на угол, величину кото- рого определяют из условия
а (0.9.. .0.95)gyчада„ - DJH) ;
12-Е-Н-П2-А
где а - угол разворота роликов, град; в результате чего в полотне диска во всех сечениях получают равные по величине напряжения в пределах (0,9...0,95) оу , которые в процессе правки изменяют до нуля.
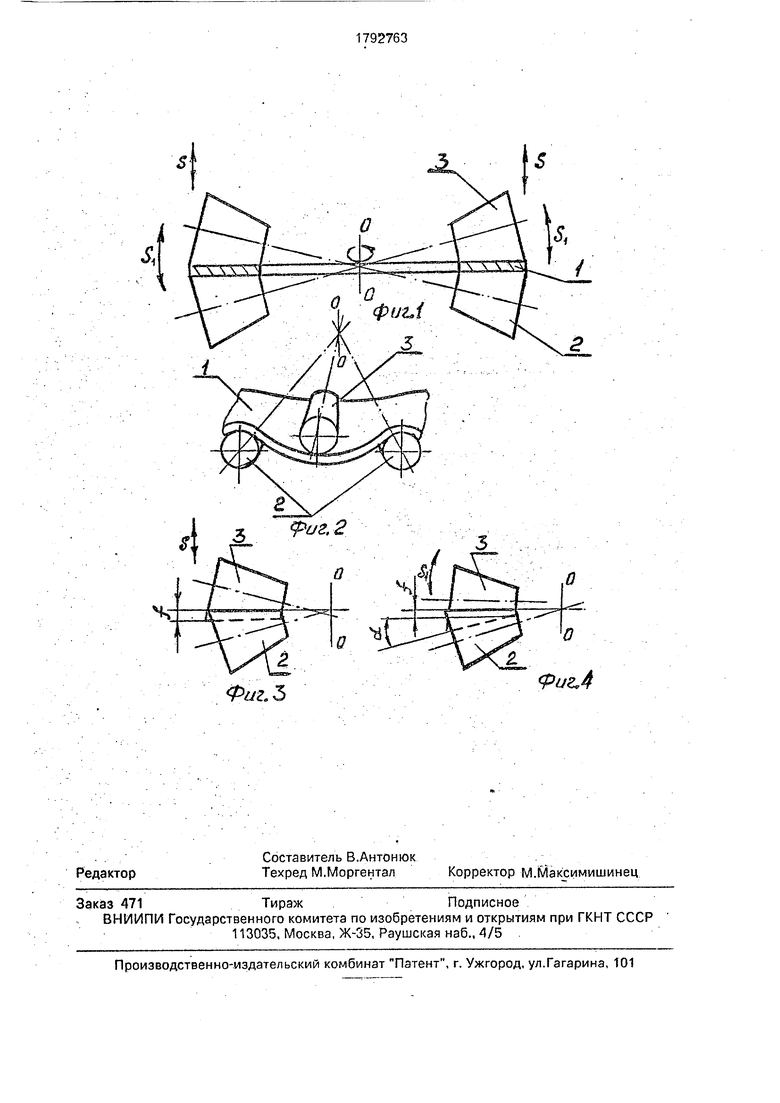
На фиг.1-2 изображена схема правки по предлагаемому способу; на фиг.З - схема перемещения S верхнего блока роликов вдоль оси вращения диска; на фиг.4 - дополнительный разворот роликов Si в сторону большего диаметра диска..
Изобретение осуществляется следующим образом.
Диск 1 располагают между нижним 2 и верхним 3 рядами расположенных в шахматном порядке конических правильных роликов и начинают его вращать (фиг.1 и 2). В
процессе вращения диска 1 один из рядов или оба ряда правильных роликов перемещают (перемещение S) вдоль оси вращения диска 00. т.е. перпендикулярно ему до каса- Лия роликов с диском, а далее таким образом, чтобы величина прогиба f диска (фиг.З) рыла равна значению, полученному из зависимости
IBH
(0.9.. .0.95)оу 12-E-h-n2
Одновременное перемещением S, либо ijio достижении расчетной величины прогиба за счет перемещения S верхнего блока роликов вдоль оси вращения диска, производят дополнительный изгиб диска в пло- с|костях, лежащих в его радиальных речениях, путем одно- или многократного разворота Sj, роликов в сторону большего
диаметра кольца на угол (фиг.4), величину которого определяют из условия
0
5
0
tg
а (0.9.. .O.gSXyjftpSa, - DJH)
12-E-h-n2-А и достигают при этом в полотне диска равных в радиальных сечениях напряжений, превышающих предел упругости, а затем величину угла разворота и величину прогиба диска изменяют до нуля. Разворот роликов позволяет выравнять напряжения, возникающие JB радиальном сечении полотна диска в процессе правки.
Знакопеременный характер деформации за счет вращения диска между двумя .рядами расположенных в шахматном порядке конических правильных роликов позволяет произвести релаксацию уже имеющихся в детали остаточных напряжений, наведенных ранее, особенно в процессе термообработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки кольцевых дисков | 2021 |
|
RU2790993C1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| Устройство для правки дисков | 1991 |
|
SU1819705A1 |
| МАШИНА ДЛЯ ПРАВКИ ПИЛЬНЫХ ДИСКОВ | 1990 |
|
RU2013157C1 |
| Устройство для правки деталей типа дисков | 1989 |
|
SU1733157A1 |
| СПОСОБ ПРАВКИ КОНЦЕВЫХ УЧАСТКОВ ПРОКАТА | 1997 |
|
RU2139767C1 |
| Способ правки листового проката | 1989 |
|
SU1690887A1 |
| СПОСОБ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2299250C1 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
Сущность изобретения: заготовку деформируют знакопеременным изгибом между расположенными в шахматном порядке коническими роликами. Причем ролики поворачивают в радиальных плоскостях; обеспечивая разворот участков заготовки. Все деформации заготовки в процессе правки производят от максимального значёйия до нуля. Приведены математические зависи- мости; определяющие максимальные значения прогиба и угла поворота заготовки. 4 ил.
Формула изобретения
. Способ правки кольцевых дисков, при котором диск деформируют от максималь- ых величин до нуля, знакоперемённо изгибая при его вращении между коническими роликами, расположенными в шахматном порядке, и разворачивая участки его повер- XJHOCTH в радиальных плоскостях за счет поворота роликов в тех же плоскостях, о т л и- ч а ю щ и и с я тем. что, с целью повышения качества правки за счет исключения тарель- ч атости диска и стабилизации напряжений, Максимальные величины прогиба и угла раз- в орота диска определяют по зависимостям
IBH
J0.9...0.95)qy -л2 . 12-E-h-n2
(0.9...0.95)ау-л2()
9Ч 12-E-h-n2-A где f - величина прогиба диска, мм;
Оу- предел текучести материала диск МПа; . Е - модуль Юнга, МПа;
h - толщина диска, мм;
п количество роликов;
Ран- внутренний диаметр диска, мм;
Рнар - наружный диаметр диска, мм;
д., нар вн ШИрина дИска, мм.
| МАШИНА ДЛЯ ПРАВКИ ИЗДЕЛИЙ ИЗ ЛИСТА | 1972 |
|
SU423541A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
