Известны загрузочпо-разгрузочные устройства к металлорежущим станкам для деталей тнна втулок, подающие детали из магазина к Н1пи11делю станка и CHHMaionuie их со щпинделя.
Описываемое устройство нмеет упрощенную конструкцию н исключает необходимость установки на станок специальных агрегатов для привода устройства в действие, для чего питатель, перемещающий заготовку из магазина к нтииделю станка при движении суппорта но направлению к передней бабке, установлен непосредственно на суппорте станка, а съем1П1к, сннмающий детали со шпинделя станка при обратпом движении суппорта, связан с суппортом подпружппенными штоками с унорами.
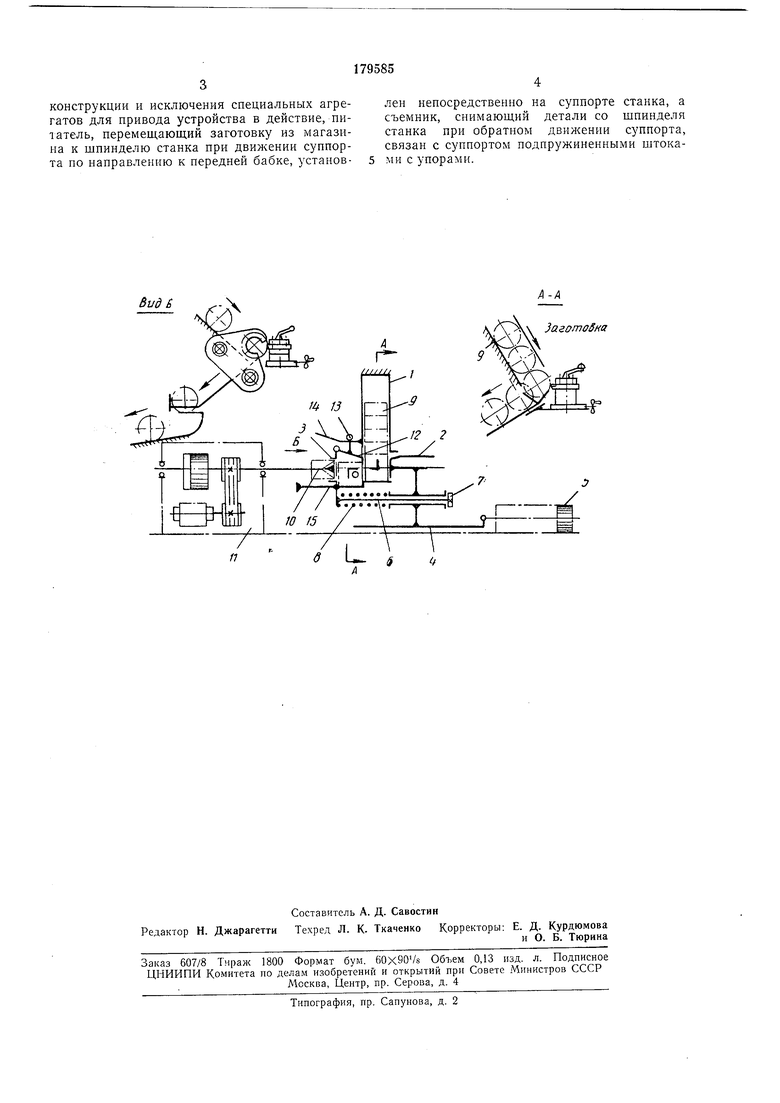
На чертеже изображена пневматическая схема оннсываемого устройства в иоложении начала загрузкн.
Устройство состонт из магазнна I, ненодвнжно установленного на станке, нитaтevTЯ 2 и съемника 3. Питатель жестко связан с суппортом 4 , приводнмым в движение, например, гндроцилиндром 5. Съемник связан с суппортом станка двумя параллельно расположенными штоками 6 с унорами 7. На штокн надеты пружины 8, отводящне съемник от суппорта.
зина / к шпинделю 0 станка обрабатывающнй инструмент, установленный на суппорте /, располагается перед торцом заготовки, обращенным в сторону нередней бабкн // станка. Прн двнженнн суппорта в направлении передней бабкп питатель 2 перемещает заготовку из магазнна к шпипделю станка. При этом отсекатель 12, ролнк 13 которого движется по копиру 14, поворачпвается вверх, пропуская заготовку.
Сьсмиик 3 пол. вoздeйcтвпe пружин 8 движется совместно с суппортом до контакта унора 15 с передней бабкой станка, после чего съемннк останавлнвается, а суннорт продолжает движепне, нодавая заготовку в шпнндель станка. При обратном двнженнн суппорта пронзводнтся обработка заготовки., после чего съемннк 3 свонмн заплечиками деталь со ишинделя станка. Осевое двнжение снятой детали огран1 чнвается отсекателем 12. После окончания обратного движення суннорта все механизмы устройства исходное положение.
Предмет изобретения
конструкции и исключения специальных агрегатов для привода устройства в действие, пиаатель, перемещающий заготовку из магазина к шпинделю станка при движении суппорта по направлению к передней бабке, установлен непосредственно на суппорте станка, а съемник, снимающий детали со шпинделя станка при обратном движении суппорта, связан с суппортом подпружиненными штоками с упорами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU371025A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Автооператор | 1972 |
|
SU437603A1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| АВТООПЕРАТОР ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ДЕТАЛЕЙ12 | 1969 |
|
SU258003A1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1569175A1 |
| Устройство для подачи и удаления заготовок | 1976 |
|
SU564946A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Загрузочное устройство | 1983 |
|
SU1144846A2 |
Вид В
