24
26
ел
с
Изобретение относится к очистке изделий вращающимися щетками и может быть использовано в машиностроении,
Известен станок для обработки наружной поверхности цилиндрических изделий, содержащий станину, ротор с двумя иглофрезами, механизм привода вращения иглофрез, включающий размещенный по оси вращения ротора, ведущий вал, два промежуточных вала1, расположенных в роторе симметрично относительно ведущего вала, один из которых связан зубча- .тым зацеплением непосредственно с неподвижными элементами станка, и два выходных вала, ось каждого из которых смещена относительно оси соответствующего ему промежуточного вала, а также механизмы перемещения выходных валов вокруг осей соответствующих промежуточных валов, каждый из которых включает в себя втулку, в которой размещен выходной вал и привод возвратно-поступательного перемещения, связанный с втулкой зубчато-реечным зацеплением 1.
Недостаток известного станка заключается в низком качестве очистки из-за недостаточного усилия прижатия иглофрез к обрабатываемому изделию, а также из-за неустойчивости положения изделия в зоне обработки.
Целью изобретения является повышение качества очистки.
Это достигается тем, что в станке, содержащем станину, ротор с двумя иглофрезами, механизм привода вращения иглофрез с ведущим, промежуточными и выходными валами, а также механизмы пере- мещения ведомых валов вокруг оси соответствующих промежуточных валов, каждый из которых включает в себя втулку, в которой размещен выходной вал и привод возвратно-поступательного перемещения, связанный со втулкой зубчато-реечным зацеплением, согласно данному изобретению, приводы возвратно-поступательного перемещения выполнены в виде силовых цилиндров, установленных с возможностью перемещения каждого из ведомых валов в направлении совпадающем с направлением вращения иглофрез, причем для обеспечения устойчивой ориентации изделия в зоне обработки, станок снабжен направляющими, а непосредственно с неподвижными элементами станка соединены зубчатым зацеплением оба промежуточных вала.
На фиг. 1 изображен станок, продольный разрез; на фиг, 2 - разрез А-А и вид Б :на фиг. 1.
Станок для обработки наружной поверхности цилиндрических изделий имеет станину 1, крышку 2, установленные в станине и крышка вращающиеся опоры 3, ротор 4 с опорными кольцами 5. На торце ротора в зажимах 6 установлены направляющие пластины 7, расположенные между двумя иглофрезами 8, и имеющие механизм регулирования расстоянием между ними в зависимости от диаметра обрабатываемого станка, кроме иглофрез, установленных на
0 торце ротора, закрыты крышками 9 и 10. Крышка 9 имеет возможность вращения вместе с ротором. В обеих крышках выполнены лабиринтные уплотнения для предотвращения попадания СОЖ во вращающиеся
5 опоры и зубчатые колеса. С другой стороны установлена крышка 11 с закрепленным на нем неподвижным зубчатым венцом 12. Механизм привода вращения иглофрез 8 включает в себя ведущий вал 13 с двумя каналами
0 для подвода воздуха к силовым цилиндрам 14 и отверстием для подачи обрабатываемого изделия в зону обработки. Для привода ведущего вала 3 имеется шкив 15 и пневмо- муфта 16. Симметрично относительно веду5 щего вала, в двух отверстиях ротора 4 во втулках 17установлены в подшипниках промежуточные валы 18 с зубчатыми колесами 19 и 20. Колеса 19 имеют наружное зацепление и взаимодействуют с неподвижным зуб0 чатым венцом 12. Колеса 20 имеют внутренние зацепления. В тех же отверстиях ротора 4 установлены втулки 21с зубчатыми колесами 22 взаимодействующими с рейками 23, имеющими возможность воз5 вратно-поступательного перемещения от силовых цилиндров 14. Отверстия во втулках 21 выполнены эксцентрично, а в отверстиях размещены выходные валы 24, взаимодействующие зубчатыми колесами
0 25 с зубчатыми колесами 20 промежуточных валов. На концах выходных валов расположены иглофрезы 8, которые снаружи закрыты кожухом 26 с двумя отверстиями для подвода и отвода СОЖ.
5 Станок для обработки наружной поверхности цилиндрических изделий работает следующим образом. Через отверстие в ведущем валу 13 и роторе 4 обрабатываемое изделие автоматически подается в зону об0 работки иглофрезами 8 между направляющими 7. Ведущий вал 13 и закрепленный на нем ротор 4 получают вращательное движение через шкив 15 от электродвигателя (на черт, не показан).
5 при вращении ротора 4, установленного во вращающихся опорах 3, зубчатые колеса 19 обкатываются по неподвижному зубчатому колесу 12 и передают вращение на промежуточные валы 18. Далее через пару колее 20 и 25 вращение передается на
выходные валы 24 и на установленные на них иглофреэы 8. Таким образом, иглофре- зы 8 вращаются вокруг своих осей и вместе с ротором - вокруг оси обрабатываемого изделия. Так как каждый из промежуточных валов непосредственно взаимодействует посредством .колес 19 с зубчатым венцом 12, связанным с неподвижными элементами станка, момент вращения обоих иглоф- рез направлен одинаково.
Это в совокупности с наличием направляющих 7, обеспечивает устойчивое положение обрабатываемого изделия в зоне обработки. Одновременно с пуском электродвигателя на силовые цилиндры 14 подают сжатый воздух. При этом рейки 23, перемещаясь и взаимодействуя с зубчатыми колесами 2.1, поворачивают втулки 21, в результате выходные валы 24 перемещаются вокруг осей промежуточных валов 18, а иглофрезы 8 прижимаются к обрабатываемой поверхности.
Таким образом, подвод режущих элементов к обрабатываемому материалу с помощью силовых цилиндров происходит автоматически и не требует ручной подна-. ладки при изменении диаметра обрабатываемого материала и износа режущих элементов. Кроме того, регулировка рабочего давления режущих элементов на обрабз- тываемый металла осуществляется с
помощью регулятора давления, установленного в пневмосети силовых цилиндров, не меняется в процессе.обработки и не зависит от изменения диаметра обрабатываемого материала и износа режущих элементов. Постоянство усилия воздействия иглофрез на обрабатываемое изделие позволяет повысить качество обработки. Силовые цилиндры 14 располагают так, чтобы направление
вращения иглофрез 8 совпадало с направлением перемещения их вокруг осей промежуточных валов. В результате суммирования двух сил, а именно момента создаваемого вращением инструмента вокруг своей оси и
0 усилием прижатия, создаваемого силовыми цилиндрами подвода инструмента происходит затягивание обрабатываемого изделия до упора в направляющие.
Поскольку подвод инструмента проис5 ходит по касательной к дуге с радиусом, равным расстоянию между осями промежуточного и ведомого валов, касание инструмента и обрабатываемого изделия происходит при углах близких к самозакли0 ниванию. В результате возникает дополнительное усилие для прижатия инструмента, что создает возможность получить более чистую поверхность.
Использование изобретения позволяет
5 повысить качество очистки поверхности ци- линдриЧеского изделия.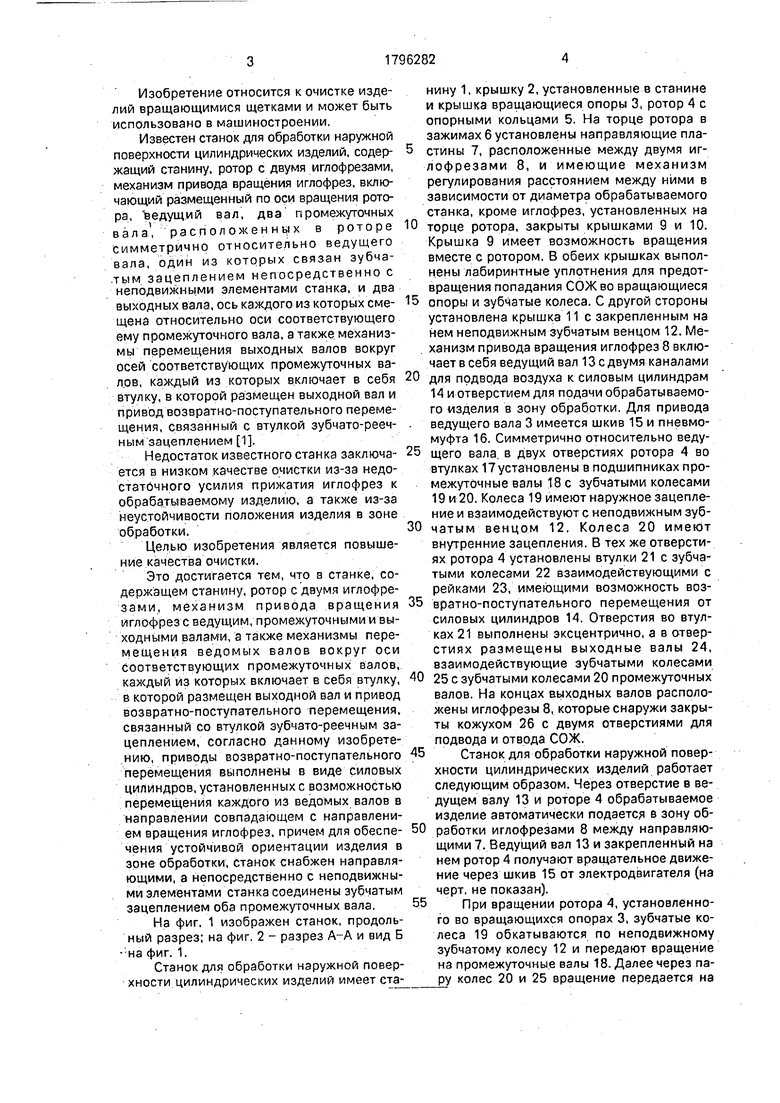

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 1998 |
|
RU2149724C1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| Транспортно-технологический ротор | 1987 |
|
SU1498565A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
Использование: машиностроение. Существо изобретения: цилиндрическое изделие обрабатывается двумя симметрично расположенными иглофрезами 8, каждая из которых вращается вокруг своей оси и перемещается по окружности вокруг обрабатываемого изделия. Направление момента вращения обоих иглофрез одинаково. Подвод иглофрез 8 к обрабатываемому изделию обеспечивается путем перемещения выходного вала 24 иглофрезы 8 вокруг промежуточного вала 18, при этом направление вращения иглофрезы 8 совпадает с направлением перемещения выходного вала 24 вокруг промежуточного вала 18.. Это перемещение обеспечивается силовым цилиндром за счет поворота втулки 21 посредством зубчато-реечного зацепления. Станок имеет направляющие 7 для ориентирования изделия в зоне обработки. 2 ил.
Формула изобретения 1. Станок для обработки наружной поверхности цилиндрических изделий, содержащий станину, ротор с двумя иглофрезами, механизм привода вращения иглофрез, включающий размещенный по оси вращения ротора ведущий вал, два промежуточ- ных вала, расположенных в роторе симметрично относительно ведущего вала, один из которых непосредственно связан с зубчатым зацеплением с неподвижными элементами станка, и два выходных вала, ось каждого из которых смещена относительно оси соответствующего ему промежу- точного вала, а также механизмы перемещения выходных валов вокруг оси соответствующих промежуточных валов, каждый из которых включает в себя втулку,
в которой размещен один из выходных валов, и привод возвратно-поступательного перемещения, связанный с втулкой зубчато- реечным зацеплением, отличающийся тем, что, с целью повышения качества очистки, приводы возвратно-поступательного перемещения выполнены в виде силовых цилиндров, установленных с возможностью перемещения каждого из выходных валов в направлении, совпадающем с направлением вращения иглофрез.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
