Изобретение относится к машиностроению, в частности к механической обработке деталей на шлифовальном станке, и может быть использовано для базирования и закрепления деталей типа шайба, получаемых вырубкой на прессах из тонколистовой стали или любого цветного металла при снятии заусенцев с кромок.
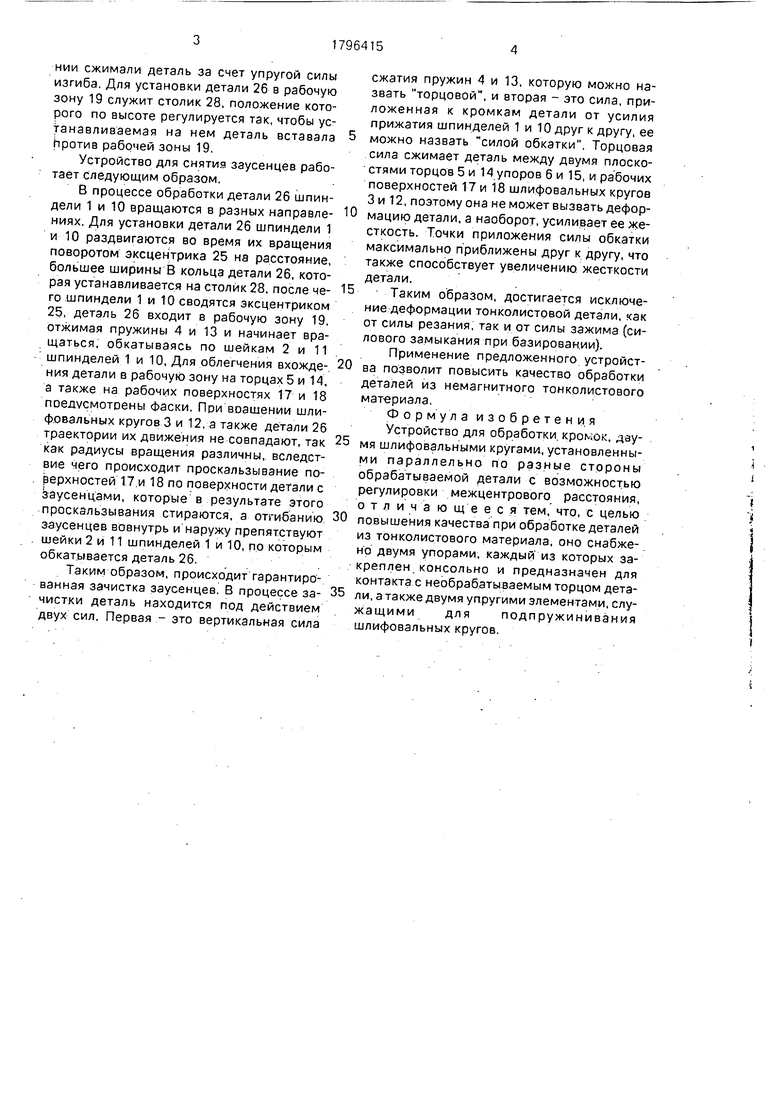
Целью изобретения является повышение качества при торцовой обработке деталей из тонколистового материала, преимущественно при снятии заусенцев путем базирования и силового замыкания. На фиг.1 показано предлагаемое устройство; на фиг.2 - то же, вид сверху; на фиг.З - сечение А-А на фиг. 1.
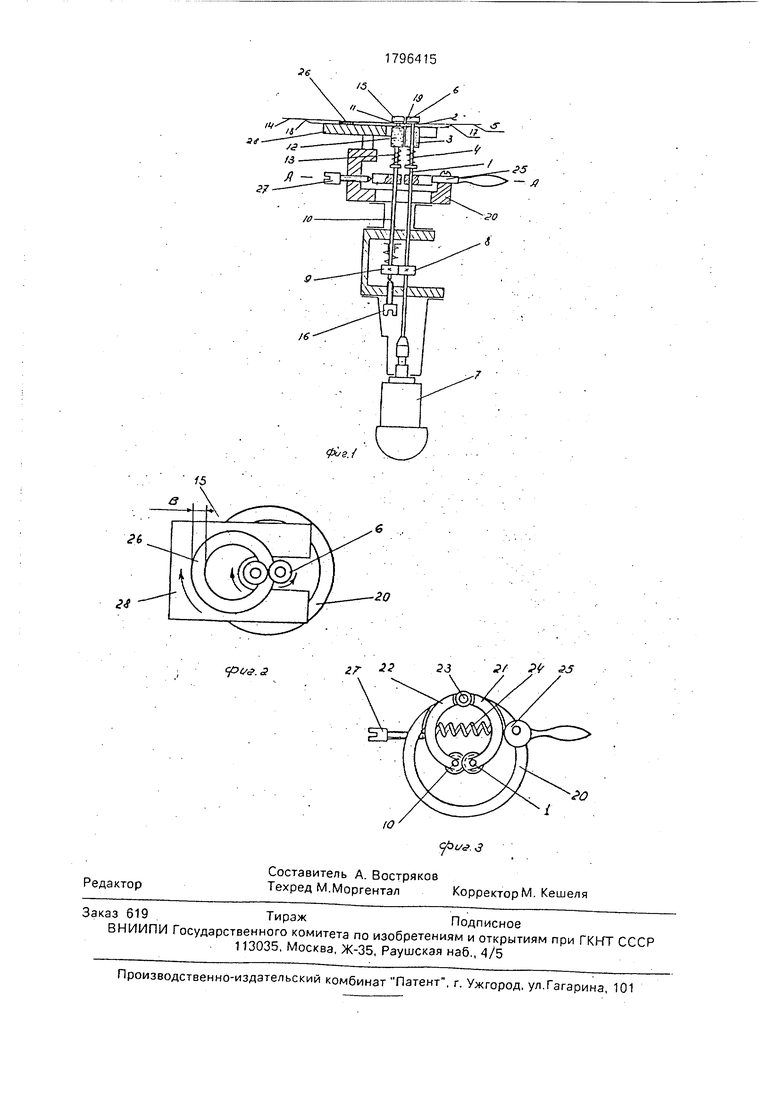
Устройство для снятия заусенцев содер- жит шпиндель 1, имеющий шейку 2, на котором установлен шлифовальный круг 3, прижимаемый пружиной 4 к торцу 5 упора 6. Шпиндель 1 приводится во вращение электродвигателем 7 и с помощью шестерни 8 входит в зацепление с шестерней 9, имеющей шейку 10 шпинделя 11, на котором установлен шлифовальный круг 12, прижимаемый пружиной 13 к торцу 14 упора 15. Винт 16 служит для совмещения торцов 5 и 14 в одной плоскости так, что шлифовальные круги 3 и 12 своими рабочими поверхностями 17 и 18 с торцами 5 и 14 образуют рабои чую зону 19. В корпусе 20 смонтирован механизм изменения межцентрового расстояния шпинделей 1 и 10, состоящий из двух полуколец 21 и 22. которые выполнены с возможностью поворота на оси 23 и раз- движения с помощью пружины 24. Полукольцо 21 опирается на эксцентрик 25, с помощью которого создается возможность расхождения шпинделей 1 и 10 за счет их изгиба. Это. необходимо для установки и снятия детали 26. Винт 27 служит для регулирования расхождения шпинделей Т и 10 на требуемую величину, соответствующую ширине В кольца детали 26, при этом расстояние между шпинделями устанавливают таким, чтобы шпиндели в рабочем положеел
с
VI
ю о
«2
СП
нии сжимали деталь за счет упругой силы изгиба. Для установки детали 26 в рабочую зону 19 служит столик 28, положение которого по высоте регулируется так, чтобы устанавливаемая на нем деталь вставала Против рабочей зоны 19.
Устройство для снятия заусенцев работает следующим образом.
В процессе обработки детали 26 шпиндели 1 и 10 вращаются в разных направле- ниях. Для установки детали 26 шпиндели 1 и 10 раздвигаются во время их вращения поворотом эксцентрика 25 на расстояние, большее ширины В кольца детали 26, которая устанавливается на столик 28, после че- го шпиндели 1 и ТО сводятся эксцентриком 25, деталь 26 входит в рабочую зону 19, отжимая пружины 4 и 13 и начинает вращаться, обкатываясь по шейкам 2 и 11 шпинделей 1 и 10, Для облегчения вхожде- ния детали в рабочую зону на торцах 5 и 14. а также на рабочих поверхностях 17 и 18 предусмотрены фаски. При воашении шли- ф.овальных кругов 3 и 12, а также детали 26 траектории их движения не совпадают, так как радиусы вращения различны, вследствие чего происходит проскальзывание поверхностей 17.и 18 по поверхности детали с заусенцами, которые в результате этого проскальзывания стираются, а отгибани ю заусенцев вовнутрь и наружу препятствуют шейки 2 и 11 шпинделей 1 и 10, по которым обкатывается деталь 26.
Таким образом, происходит гарантированная зачистка заусенцев, В процессе за- чистки деталь находится под действием двух сил. Первая .- это вертикальная сила
сжатия пружин 4 и 13, которую можно назвать торцовой, и вторая - это сила, приложенная к кромкам детали от усилия прижатия шпинделей 1 и 10 друг к другу, ее можно назвать силой обкатки. Торцовая сила сжимает деталь между двумя плоскостями торцов 5 и 14 упоров 6 и 15, и рабочих поверхностей 17 и 18 шлифовальных кругов 3 и 12, поэтому она не может вызвать деформацию детали, а наоборот, усиливает ее жесткость. Точки приложения силы обкатки максимально приближены друг к другу, что также способствует увеличению жесткости детали.
Таким образом, достигается исключение деформации тонколистовой детали, «сак от силы резания, так и от силы зажима (силового замыкания при базировании).
Применение предложенного устройства позволит повысить качество обработки деталей из немагнитного тонколистового материала.
Формула изобретения
Устройство для обработки, крокок, дау- мя шлифовальными кругами, установленными параллельно по разные стороны обрабатываемой детали с возможностью регулировки межцентрового расстояния, о т л и ч а ю щ е е с я тем, что, с целью повышения качества при обработке деталей из тонколистового материала, оно снабжено двумя упорами, каждый из которых закреплен, консольно и предназначен для контакта с необрабатываемым торцом детали, а также двумя упругими элементами, служащими для подпружинивания шлифовальных кругов.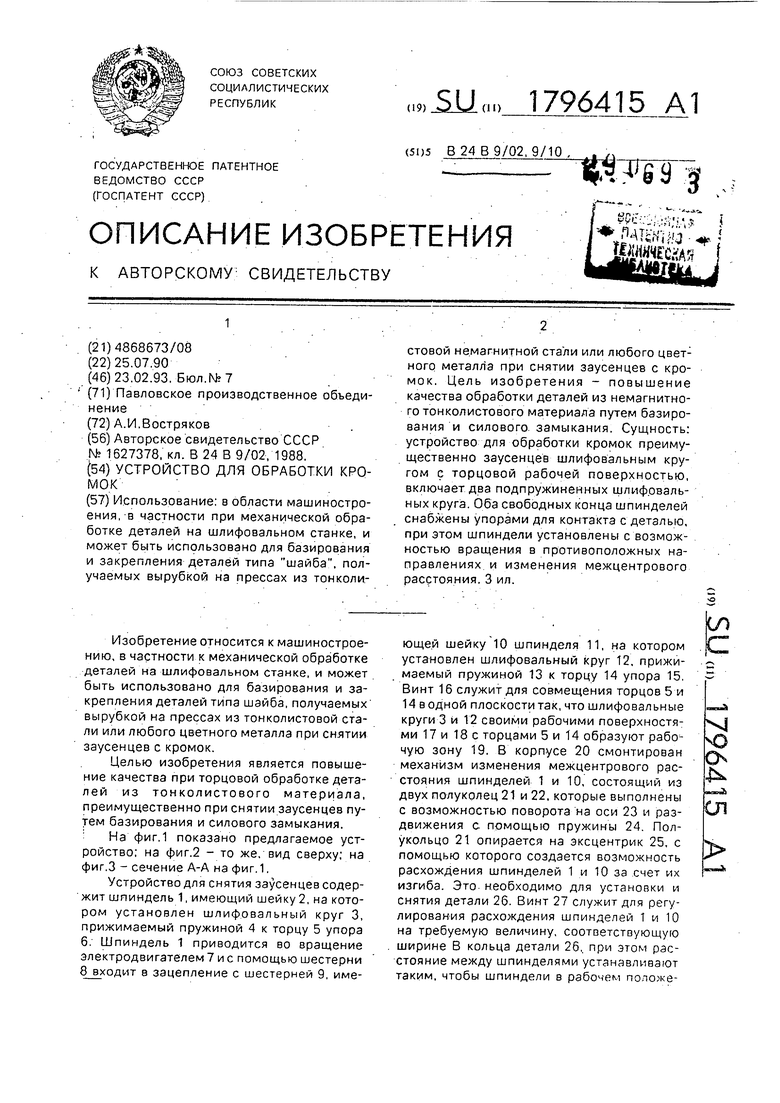
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электрохимикомеханическойОбРАбОТКи | 1977 |
|
SU818795A1 |
| Автомат для шлифования игольчатых деталей | 1981 |
|
SU1020210A1 |
| Устройство для базирования деталей при бесцентровом шлифовании | 1984 |
|
SU1186458A1 |
| Устройство для базирования и вращения деталей типа колец | 1979 |
|
SU944878A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| Станок для профильной заточки пил | 1985 |
|
SU1305975A2 |
| Шлифовальный станок | 1980 |
|
SU903082A1 |
| Зажимное устройство для осевого закрепления инструмента, в частности шлифовального круга | 1989 |
|
SU1814609A3 |
Использование: в области машиностроения,-в частности при механической обработке деталей на шлифовальном станке, и может быть использовано для базирования и закрепления деталей типа шайба, получаемых вырубкой на прессах из тонколистовой немагнитной стали или любого цвет: ного металла при снятии заусенцев с кромок. Цель изобретения - повышение качества обработки деталей из немагнитного тонколистового материала путем базирования и силового, замыкания. Сущность: устройство для обработки кромок преимущественно заусенцев шлифовальным кругом с торцовой рабочей поверхностью, включает два подпружиненных шлифовальных круга. Оба свободных конца шпинделей снабжены упорами для контакта с деталью, при этом шпиндели установлены с возможностью вращения в противоположных направлениях и изменения межцентрового расстояния.3 ил.
| Устройство для обработки фасок изделий | 1988 |
|
SU1627378A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
