Изобретение относится к контролю механических напряжений в металлах.
Известен контроль внутренних напряжений в материалах, заключающийся в том, что на нем устанавливают шпильки и измеряют расстояние между ними.
Недостатком указанного способа контроля внутренних напряжений является не- возможность его использования для определения остаточных напряжений применительно к металлическим материалам в таком виде, как. он дан в указанном случае.
Известен способ контроля внутренних напряжений в металлах, заключающийся в том, что измеряют угловые перемещения прямоугольного образца с использованием мерных стержней и по этим перемещениям оценивают остаточные напряжения.
Недостатком этого способа является низкая точность контроля.
Целью изобретения является повышение точности контроля в твердосплавных материалах, при пайке их к основе.
Для этого высверливают отверстия вне- посредственной близости от пайки и устанавливают в. них внатяг мерные стержни из вольфрама,
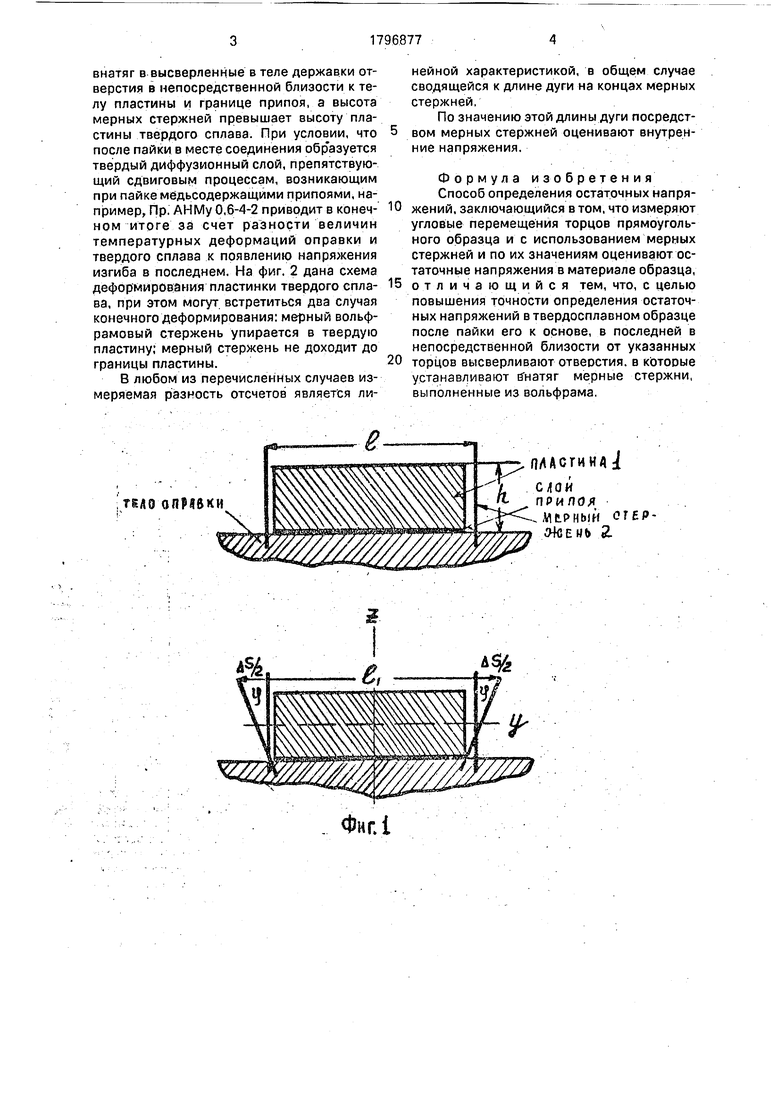
После пайки в месте соединения пластина - припой - оправка образуется твер- Ј дый слой, препятствующий сдвиговым процессам, которые наблюдаются при пай- (/) ке медьсодержащими припоями, и приводя- Ј щий в конечном итоге к появлению напряжения изгиба пластины 1 (на фиг. 1 8 изображена схема деформирования пластины твердого сплава после пайки), при котором могут встретиться д&а случая конечного деформирования: мерный вольфрамовый стержень 2 упирается в твердую Пластину 1; О мерный вольфрамовый стержень 2 не дохо- 0s дит до грани пластины 1.QQ
Сущность предлагаемого способа за- xj ключается в следующем,
Положив в основу способа эффект воз- никновения разности величин линейных удлинений твердого сплава и материала оправки после пайки, который приводит к Появлению касательных напряжений в твердом граничном слое еплав-припой-оправ- ка, о величине которых судит по результатам непосредственных измерений расстояний между вершинами двух вольфрамовых мерных стержней до и после пайии (фиг. 1), причем мерные стержни устанавливаются
внатяг в высверленные в теле державки отверстия в непосредственной близости к телу пластины и границе припоя, а высота мерных стержней превышает высоту пластины твердого сплава. При условии, что после пайки в месте соединения обр азуется твёрдый диффузионный слой, препятствующий сдвиговым процессам, возникающим при пайке медьсодержащими припоями, например, Пр. АНМу 0,6-4-2 приводит в конечном итоге за счет разности величин температурных деформаций оправки и твердого сплава к появлению напряжения изгиба в последнем. На фиг. 2 дана схема деформирования пластинки твердого сплава, при этом могут встретиться два случая конечного деформирования: мерный вольфрамовый стержень упирается в твердую пластину; мерный стержень не доходит до границы пластины.
В любом из перечисленных случаев измеряемая разность отсчетов является линейной характеристикой, в общем случае сводящейся к длине дуги на концах мерных стержней.
По значению этой длины дуги посредст- вом мерных стержней оценивают внутренние напряжения.
Формула изобретения Способ определения остаточных напря- жений, заключающийся в том, что измеряют угловые перемещения торцов прямоугольного образца и с использованием мерных стержней и по их значениям оценивают остаточные напряжения в материале образца, отличающийся тем, что, с целью повышения точности определения остаточных напряжений в твердосплавном образце после пайки его к основе, в последней в непосредственной близости от указанных торцов высверливают отверстия, в которые устанавливают б натяг мерные стержни, выполненные из вольфрама.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| ФЛЮС ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНОГО ПРИПОЯ НА ПОВЕРХНОСТЬ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2262430C1 |
| Припой для пайки | 1974 |
|
SU476952A1 |
| ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2469829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1989 |
|
RU1822041C |
| Флюс для пайки твердосплавного инструмента | 1987 |
|
SU1488169A1 |
| ТВЕРДЫЙ ПРИПОЙ, СПОСОБ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ, ПАЯНОЕ ИЗДЕЛИЕ И ПАСТА, СОДЕРЖАЩАЯ ЭТОТ ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2458770C2 |
| Сплав на основе меди | 1990 |
|
SU1765228A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 1992 |
|
RU2090312C1 |

Изобретение относится к средствам контроля деформации иможет быть использовано для определения остаточных напряжений. Цель изобретения - повышение точности за счет использования мерных стержней. Последние выполняют из вольфрама и устанавливают в непосредственной близости от торцов твердосплавного образца, припаянного к основе. 2 ил.
Фип
Фи г. 2
| СПОСОБ КОНТРОЛЯ ВНУТРЕННИХ НАПРЯЖЕНИЙ В ДРЕВЕСИНЕ ХВОЙНЫХ И ЛИСТВЕННЫХ ПОРОД | 0 |
|
SU235367A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Биргер И.А | |||
| Остаточные напряжения, - М.: Машгйз, 1963, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
