Известны устройства для накатывания резьб ходовых винтов и охлаждения их в горизонтальном ноложении.
При горячей накатке резьбы длинных ходовых вннтов на известных устройствах возникает опасность вдавливання окалины в профиль резьбы, не гарантируется получение кривизны винтов в пределах допустимой без дополнительпой операции - рпхтовки. Охлаждение в горизонтальном положении приводит к короблению винтов и искажеиию резьбы вследствие неравномерного смывания винтов окружающей средой.
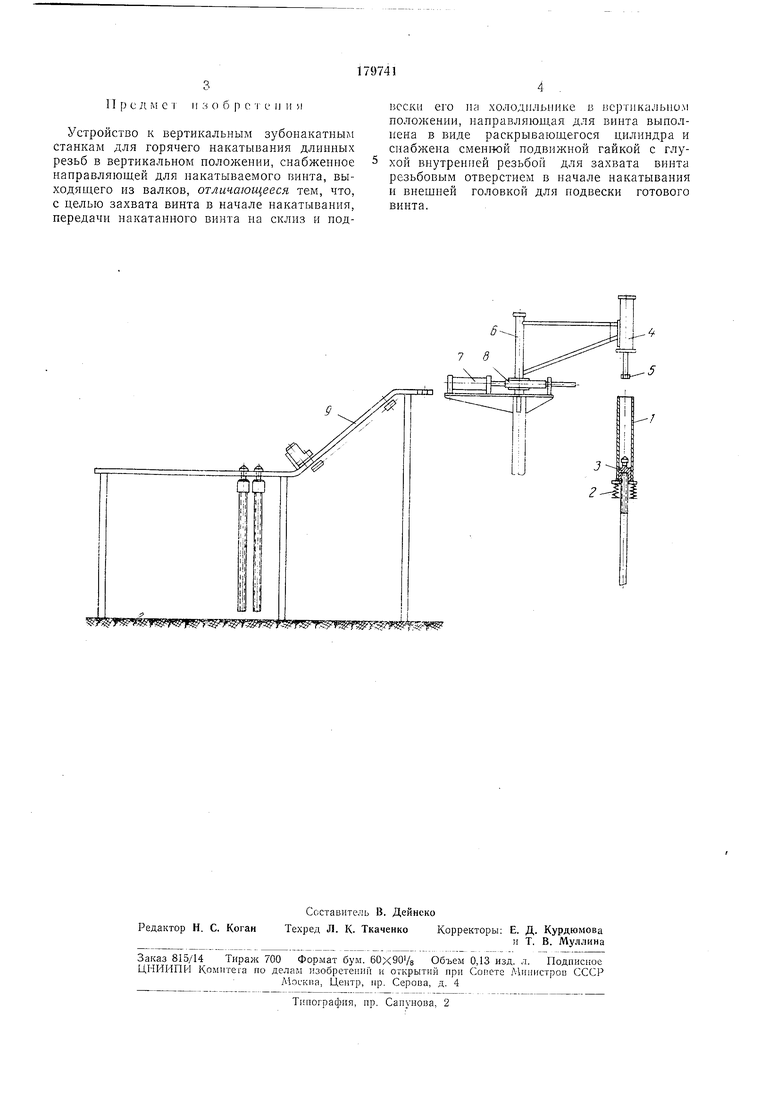
Предлагаемое устройство отличается от известных тем, что направляющая для винта вынолнена в виде раскрываюп1егося цилиндра и снабжена сменной подвижной гайкой с глухой внутренней резьбой для захвата винта резьбовым отверстием в начале накатывания и внешней головкой для подвески готового винта. Такая конструкция позволяет захватить BiiiiT в начале накатывания, передать накатанный виит на склиз и подвесить его па холодильнике в вертикальном положепп.
На чертеже показана кппемат 1ческая схема описываемого устройства.
С захватом 5, поворотный кронштейн 6 с гидроцилиндром 7 н зубчатой рейкрй 8, склиз - холодильник 9 с цепью для спуска винтов.
Процесс накатывания, н охлаждение производятся следуюшим образом.
Заготовка подается в валки снизу через направляющую проводку. Валки захватывают заготовку, накатывают на ней резьбу и выдают винт через верхнюю выводную проводку. Винт, выйдя из выводной проводки, ввинчивается в специальную глухую гайку, находящуюся в направляющей трубе, и перемещается с ией ио трубе. Гайка ведет винт, предохраняя его от ударов п нзгнба.
После выхода головки гайки из направляющей трубы нневмоцилиндр своим захватом поднимает винт вверх, разъемная труба раскрывается п поворотный кронштейп, вращаемый зубчатой рейкой от гидроцилиндра, перспоснт винт на склнз-холодильник. Охлаждается винт в вертикальном положении. Такое охлаждение исключает короблсипо д.тинных HiiiiTOB и искажение резьбы.
Предлагаемое устройство обеспечивает накатывание резьбы вннтов 3-4 класса точности без дальнейн1ей рихтовки и обработки резьбы, стройство может быть исиользовано, напрнмер, для накатывания длинных винтов на зубопрокатных станах ЦКБММ-22, ОС-1.
И р с д м е т и 3 обре i е п и я
Устройство к вертикальным зубонакатным станкам для горячего накатывания длинных резьб в вертикальном ноложении, снабженное нанравляющей для накатываемого винта, выходящего из валков, отличающееся тем, что, с целью захвата вннта в начале накатывания, передачи накатанного винта на склиз и нодисски его на холодильнике в иертикально.м положении, нанравляющая для вннта вынолиена в виде раскрывающегося цилиндра и снабжена сменгюй нодвижной гайкой с глухой внутренней резьбой для захвата вннта резьбовым отверстием в начале накатывания и внещней головкой для нодвески готового винта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ накатывания конической резьбы | 1980 |
|
SU948505A1 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| Резьбонакатная головка для накатывания конических резьб | 1980 |
|
SU967638A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Патрон для накатывания внутренней резьбы | 1961 |
|
SU144144A1 |
| СПОСОБ РАЗГРУЗКИ РЕЗЬБЫ ВИНТОВЫХ С ГЛУХОЙ ГАЙКОЙПАР | 1969 |
|
SU236916A1 |
| СТАН ДЛЯ НАКАТКИ ВИНТОВЫХ ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2337780C1 |
| Устройство для накатывания резьбы | 1977 |
|
SU703198A1 |