Изобретение относится к области пайки радиодеталей, преимущественно керамико- металлических резисторов, и может быть использовано в радио-, электротехнической и электронной промышленностях.
Целью изобретения является расширение технологических возможностей и повышение производительности.
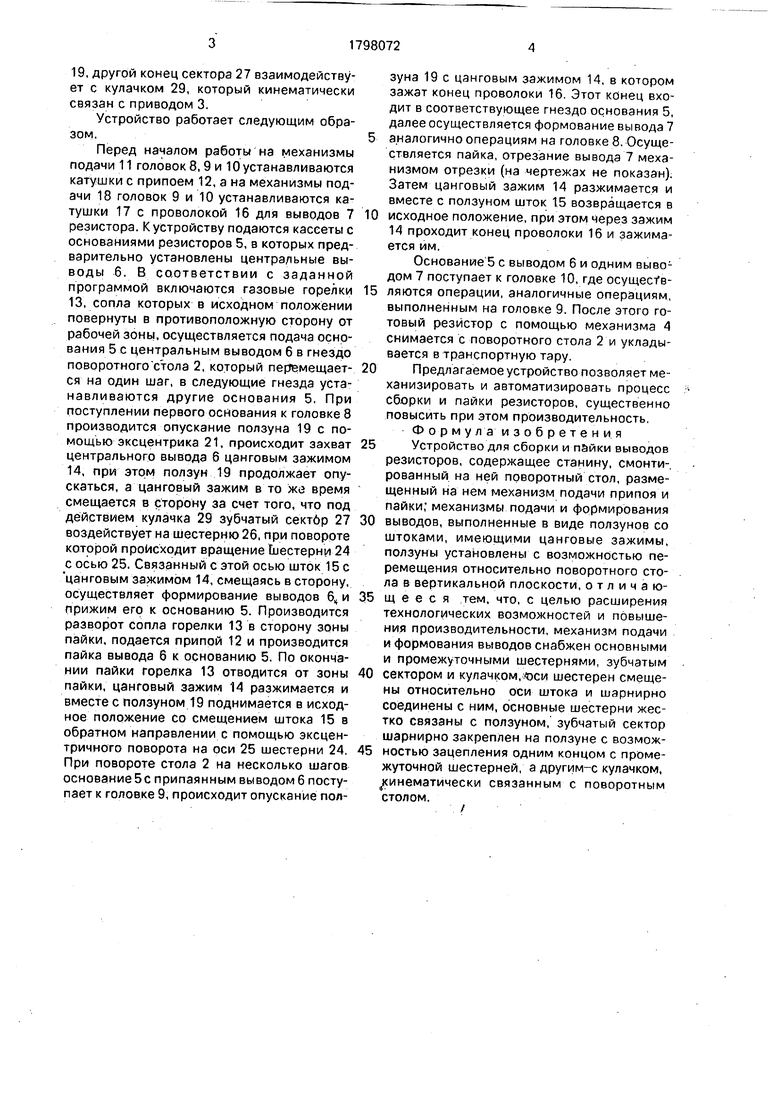
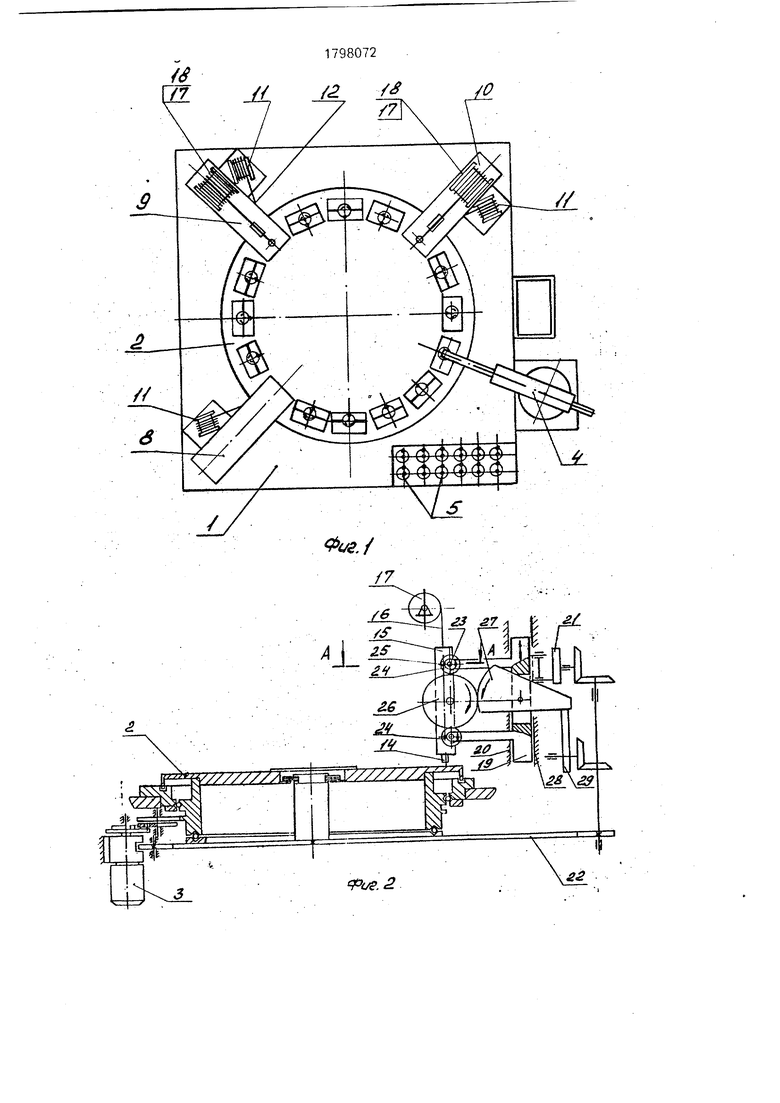
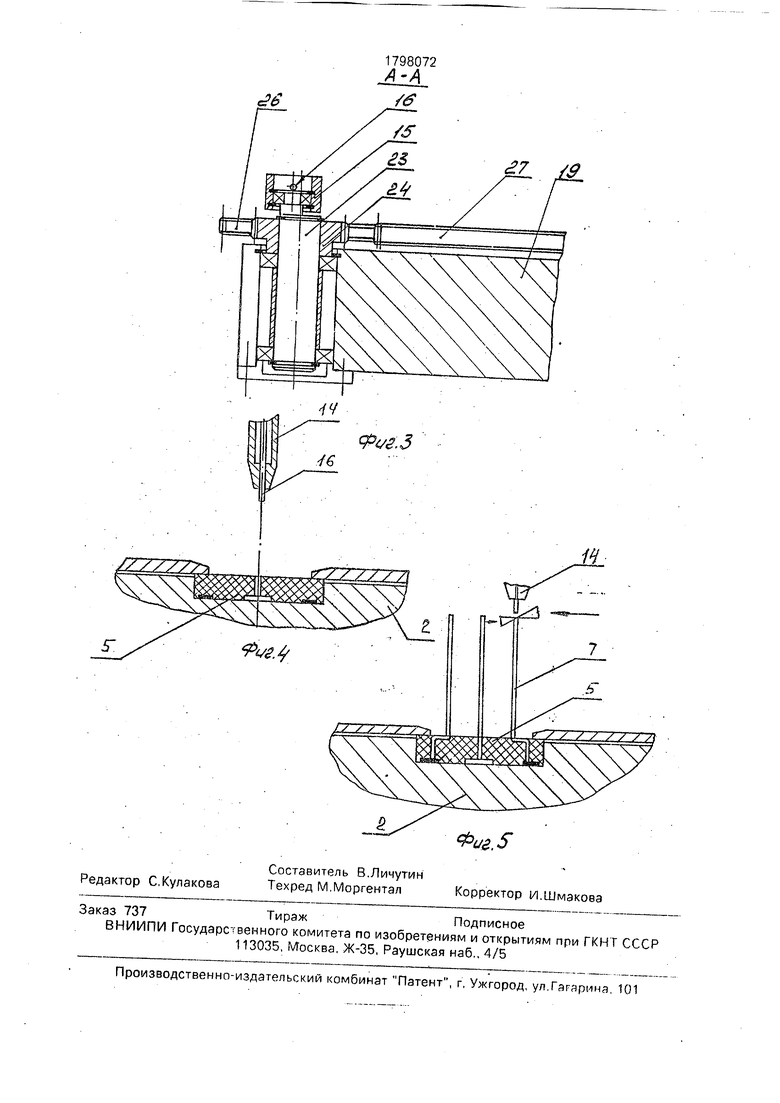
На фиг,1 показано устройство для сборки и пайки выводов резисторов, общий вид; на фиг.2 - кинематическая схема связи одной из головок с приводом поворотного стола; на фиг.З - разрез А-А на фиг.2; на фиг,4 - крепление основания на столе; на фиг.5 - готовый резистор.
Устройство для сборки и пайки выводов резисторов содержит станину 1, смонтированный на ней поворотный стол 2 с приводом шагового перемещения 3, механизм 4 съема оснований резисторов 5 с установленными выводами 6 и 7 из гнезд поворотного стола 2. На станине 1 размещены сборочные головки 8, 9 и 10, снабженные устройствами 11 для подачи припоя 12, газовыми горелками 13 и цанговыми зажимами 14. На головках 9 и 10 установлены механизмы подачи и формования выводов 7, включающие полые штоки 15, на которых закреплены цанговые зажимы 14, катушки 17 с проволокой 16,установленные на мехз- .низмах 18 подачи и отрезки проволоки. Каждая из головок 8, 9 и 10 выполнена в виде ползуна 19, имеющего возможность вертикального перемещения на стойке 20 с помощью эксцентрика 21, кинематически связанного с приводом 3 зубчатой передачей 22. На оси 23 ползуна 19 закреплена шестерня 24 с эксцентричной осью 25, которая связана со штоком 15. Шестерня 24 через промежуточную шестерню 26 входит в зацепление с зубчатым сектором 27, который шарнирно закреплен на оси 28 ползуна
ел
ЭДЛШ
19, другой конец сектора 27 взаимодействует с кулачком 29, который кинематически связан с приводом 3.
Устройство работает следующим образом.
Перед началом работы на механизмы подачи 11 головок 8, 9 и 10 устанавливаются катушки с припоем 12, а на механизмы подачи 18 головок 9 и 10 устанавливаются катушки 17 с проволокой 16 для выводов 7 резистора. К устройству подаются кассеты с основаниями резисторов 5, в которых предварительно установлены центральные выводы 6. В соответствии с заданной программой включаются газовые горелки
13. сопла которых в исходном положении повернуты в противоположную сторону от рабочей зоны, осуществляется подача основания 5 с центральным выводом 6 в гнездо поворотного стола 2, который перемещается на один шаг, в следующие гнезда устанавливаются другие основания 5. При поступлении первого основания к головке 8 производится опускание ползуна 19 с помощью эксцентрика 21, происходит захват центрального вывода б цанговым зажимом
14. при этом ползун 19 продолжает опускаться, а цанговый зажим в то же время смещается в сторону за счет того, что под действием кулачка 29 зубчатый сектбр 27 воздействует на шестерню 26, при повороте которой происходит вращение шестерни 24 с осью 25. Связанный с этой осью шток 15 с цанговым зажимом 14, смещаясь в сторону, осуществляет формирование выводов 6, и прижим его к основанию 5. Производится разворот сопла горелки 13 в сторону зоны пайки, подается припой 12 и производится пайка вывода 6 к основанию 5. По окончании пайки горелка 13 отводится от зоны пайки, цанговый зажим 14 разжимается и вместе с ползуном 19 поднимается в исходное положение со смещением штока 15 в обратном направлении с помощью эксцентричного поворота на оси 25 шестерни 24. При повороте стола 2 на несколько шагов основание 5с припаянным выводом 6 поступает к головке 9, происходит опускание ползуна 19 с цанговым зажимом 14. в котором зажат конец проволоки 16. Этот конец входит в соответствующее гнездо основания 5, далее осуществляется формование вывода 7
аналогично операциям на головке 8. Осуществляется пайка, отрезание вывода 7 механизмом отрезки (на чертежах не показан). Затем цанговый зажим 14 разжимается и вместе с ползуном шток 15 возвращается в
исходное положение, при этом через зажим 14 проходит конец проволоки 16 и зажимается им.
Основание 5 с выводом 6 и одним выводом 7 поступает к головке 10, где осущесГвляются операции, аналогичные операциям, выполненным на головке 9. После этого готовый резистор с помощью механизма 4 снимается с поворотного стола 2 и укладывается в транспортную тару.
Предлагаемое устройство позволяет механизировать и автоматизировать процесс сборки и пайки резисторов, существенно повысить при этом производительность, Ф о р м у л а и з о б р е т е н и я
Устройство для сборки и пайки выводов резисторов, содержащее станину, смонтированный на ней поворотный стол, размещенный на нем механизм подачи припоя м пайки; механизмы подачи и формирования
выводов, выполненные в виде ползунов со штоками, имеющими цанговые зажимы, ползуны установлены с возможностью перемещения относительно поворотного стола в вертикальной плоскости, отличающ е е с я тем, что, с целью расширения технологических возможностей и повышения производительности, механизм подачи и формования выводов снабжен основными и промежуточными шестернями, зубчатым
сектором и кулачком,Феи шестерен смещены относительно оси штока и шарнирно соединены с ним, основные шестерни жестко связаны с ползуном, зубчатый сектор шарнирно закреплен на ползуне с возможностью зацепления одним концом с промежуточной шестерней, а другим-с кулачком, кинематически связанным с поворотным
столом.
. . /
Составитель В.Личутин
Техред М.МоргенталКорректор И.Шмакова
Редактор С.Кулакова
Заказ 737Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из проволоки и устройство для его осуществления | 1990 |
|
SU1791064A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Автомат лужения | 1986 |
|
SU1331622A1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Автоматическое устройство для изготовления радиодеталей | 1974 |
|
SU548390A1 |
| Устройство для пайки пластинок на зубья дисковой пилы | 1985 |
|
SU1311879A1 |
Использование: пайка радиодеталей в радио-, электротехнической и электронной промышленностях. Сущность изобретения: устройство содержит станину, поворотный стол, механизмы подачи припоя и пайки, механизмы подачи и формирования выводов, выполненные в виде ползунов со штоками, имеющими цанговые зажимы. Механизм подачи и формирования выв одов снабжен основными и промежуточной шестернями, зубчатым сектором и кулачком, оси шестерен смещены относительно оси штока и шарнирно соединены с ним, зубчатый сектор шарнирно закреплен на ползуне с возможностью зацепления одним концом с промежуточной шестерней, а другим с кулачком, кинематически связанным с поворотным столом. 5 ил.
| Полуавтомат для сборки и пайки проводов с печатной платой | 1983 |
|
SU1214353A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сборки и пайки радиодеталей | 1986 |
|
SU1407717A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
