Изобретение относится к области механической обработки, в частности к устройствам для шлифования, в которых абразивный материал находится в свободном состоянии, и может применяться для обработки сложнофасонных поверхностей деталей в машиностроении, приборостроении и других отраслях промышленности.
Целью изобретения является, ликвидация указанных недостатков, т.е. повышение производительности.
Поставленная цель достигается тем, что устройство для абразивной обработки деталей, содержащее рабочую камеру, шпиндель с обрабатываемыми деталями,, газораспределительную решетку, систему подачи под абразив сжатого воздуха, согласно изобретению, снабжено отклоняющим механизмом аэродинамического абразивно-воздушного слоя, выполненным в виде профильной пластины вогнутой формы, огибающей оправку с обрабатываемыми деталями и полым цилиндром из пористого материала, установленным на опорах вращения, с внутренним осевым отводом сжатого воздуха. Причем отвод сжатого воздуха соединён .с всасывающим коллектором системы подачи под абразив сжатого воздуха. Применение отклоняющего механизма аэродинамического абразивно-воздушного слоя с профильной пластиной вогнутой формы, вращающимся цилиндром и отводом сжатого воздуха обеспечивает отклонение аэродинамического абразивно-воздушного слоя от поверхности обрабатываемых деталей, препятствующего контакту частиц абразива с обрабатываемой поверхностью, тем самым обеспечивается повышение производительности обработки за счет возможности увеличения скорости вращения, например, при обработке механических элементов до скорости 30 м/сек.
В качестве абразива используют карбид бора с дисперсностью 30-100 мкм. Обычно при скорости свыше 26 м/с вокруг вращающихся деталей образуется воздушная прослойка, препятствующая процессу эффективной обработки деталей.
-х Ю 00
CD
ел
В предлагаемом устройстве отклоняющий механизм позволяет повысить скорость вращения выше 26 м/сек, что позволяет резко интенсифицировать процесс обработки деталей (при повышении кинетической энергии и в частности соударения поверхностей деталей и частиц обрабатывающей среды).
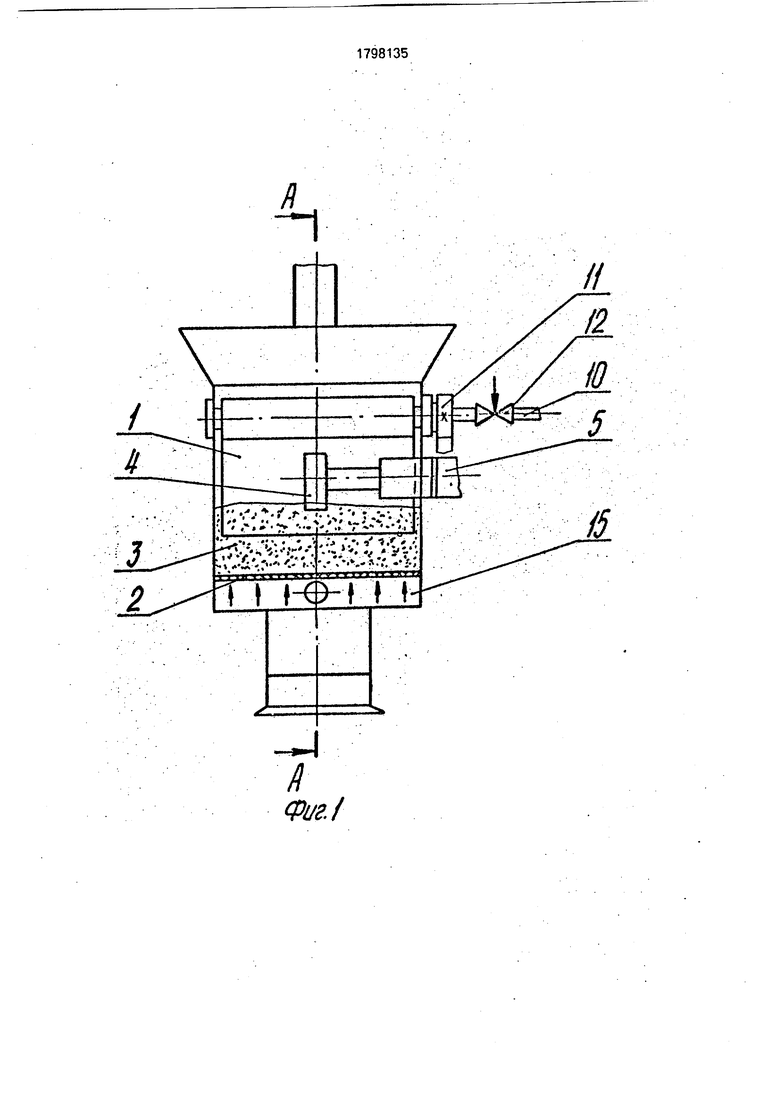
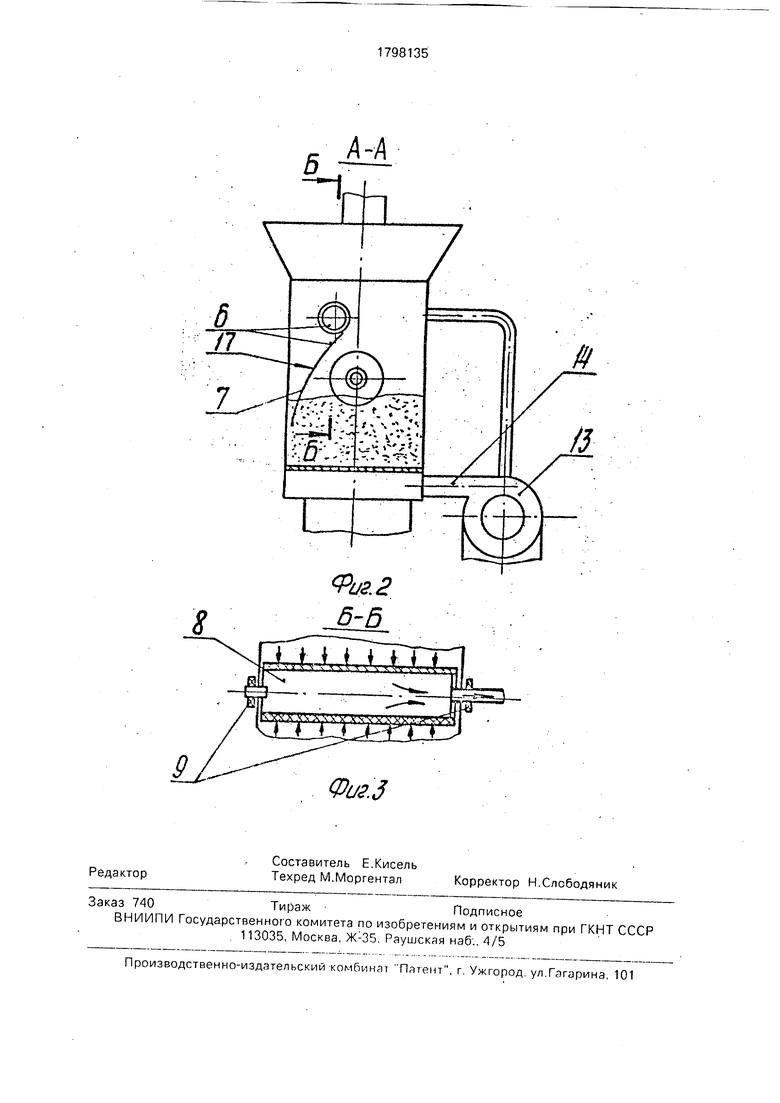
На фип1 представлен общий вид устройства для обработки деталей свободным абразивом; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг.2.
Предлагаемое устройство для обработки деталей свободным абразивом содержит рабочую камеру 1, под которой расположена опорно-газораспределительная решетка 2с расположенным на ней слоем абразива 3. Для установки обрабатываемых деталей предназначена оправка 4, закрепленная на шпинделе 5. В рабочей камере 1 расположен отклоняющий механизм 6, состоящий из профильной пластины 7, установленной из условия образования эффекта. Коанда между упомянутой пластиной и оправкой 4, и полого цилиндра 8, закрепленного на опорах 9. Внутри полого цилиндра 8 расположен отвод 10. предназначенный для сообщения ему вращательного движения.
Устройство работает следующим образом. ,. ;.-...
На шпинделе 5 закрепляют оправку 4с установленными на ней обрабатываемыми деталями. Слой свободного абразива 3, расположенный над газораспределительной решеткой 2 приводится во взвешенное состояние подачей через коллектор 14 в воз-, духоподающую камеру 15 потока сжатого воздуха от вентилятора 13. Обрабатываемые детали, закрепленные на оправке 4, вращаются со шпинделем 5 и участки, погруженные в кипящий слой абразива, обрабатываются им. ,. .
Одновременно посредством ременной передачи 11 сообщается вращение полому цилиндру 8. Образовавшийся вокруг деталей аэродинамический абразивно-воздушный слой прилипает к профильной
пластине 7, течет вдоль нее и отводится на полый пористый цилиндр 8, продолжая свое движение вдоль выпуклой цилиндрической поверхности.
в связи с тем, что поверхность 16 цилиндра 8 пористая, сжатый воздух засасывается во всасывающий коллектор вентилятора 13, а находящиеся во взвешенном состоянии в аэродинамическом абразивно-воздушном слое абразивные частицы отбрасываются и по обратной стороне 17 отклоняющей профильной пластины 7 ссыаются в низ рабочей камеры 1. Вентилем 12 регулируется отсос сжатого воздуха из полостн полого цилиндра 8, таким образом происходит управление отклонением аэродинамического абразивно-воздушного слоя от поверхности обрабатываемых деталей. Применение в устройство отклоняющего механизма позволяет устранить влияние аэродинамического абразивно-воздушного слоя на обработку деталей, увеличить скорость вращательного движения деталей (свыше 26 м/сек) и увеличить количество
соударений частиц абразива о поверхность обрабатываемых деталей.
Положительный эффект выражается в повышении производительности турбоабразивной обработки деталей.
Ф о р м у л а и з о б р е те н и я
Устройство для обработки деталей свободным абразивом, содержащее рабочую камеру с газораспределительной решеткой, шпинделем и оправкой для обрабатываемой детали, и источник подачи сжижающего абразив воздуха, о т л и ч а ю щ ё е с я тем, что, с целью повышения производительно сти, устройство снабжено отклоняющей профильной пластиной вогнутой формы, установленной из условия образования эффекта Коанда между упомянутой пластиной и оправкой, и полым цилиндром, выполненным из пористого материала и установленным с возможностью вращения и контакта с
пластиной и связанным с системой подачи сжатого воздуха посредством введенного в устройство вентиля.
/Йф
V
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU867616A1 |
| Устройство для турбоабразивной обработки деталей | 1988 |
|
SU1641589A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU1470492A2 |
| Устройство для обработки деталейВ КипящЕМ СлОЕ пСЕВдООжижЕННОгОАбРАзиВА | 1979 |
|
SU795903A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872215A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU931405A1 |
Использование: для обработки деталей свободным абразивом. Сущность: устройство состоит из рабочей камеры с газораспределительной решеткой, шпинделя с приводом, системы подачи сжатого воздуха, отклоняющей профильной пластины, полого цилиндра. Такое исполнение обеспечивает повышение производительности обработки за счет увеличения количества контактов (ударов) между абразивными частицами и обрабатываемой поверхностью деталей, а также относительной скорости их взаимодействия. 3 ил.
SCt86At
--fr
га
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
