Существующее оборудование не нозволяет приваривать шипы к гнутым трубам. Эта проблема решается с помощью предлагаемого аппарата для контактной сварки, содержащего подвесной корпус с кольцевым сварочным трансформатором, в котором расположен пневмопривод сварочного давления.
Для ошиповки гнутых труб с корпусом трансформатора жестко связан кронштейн с роликом, помещаемым на трубе со стороны, противоположной сварке, а также шток пневмопривода подачи кассет, который, в свою очередь, жестко связан со штоком пневмопривода загрузки шипов в токоведущие разрезные зажимы, встроенные в электрододержатели, расположенные на штоке пневмопривода сварочного давления.
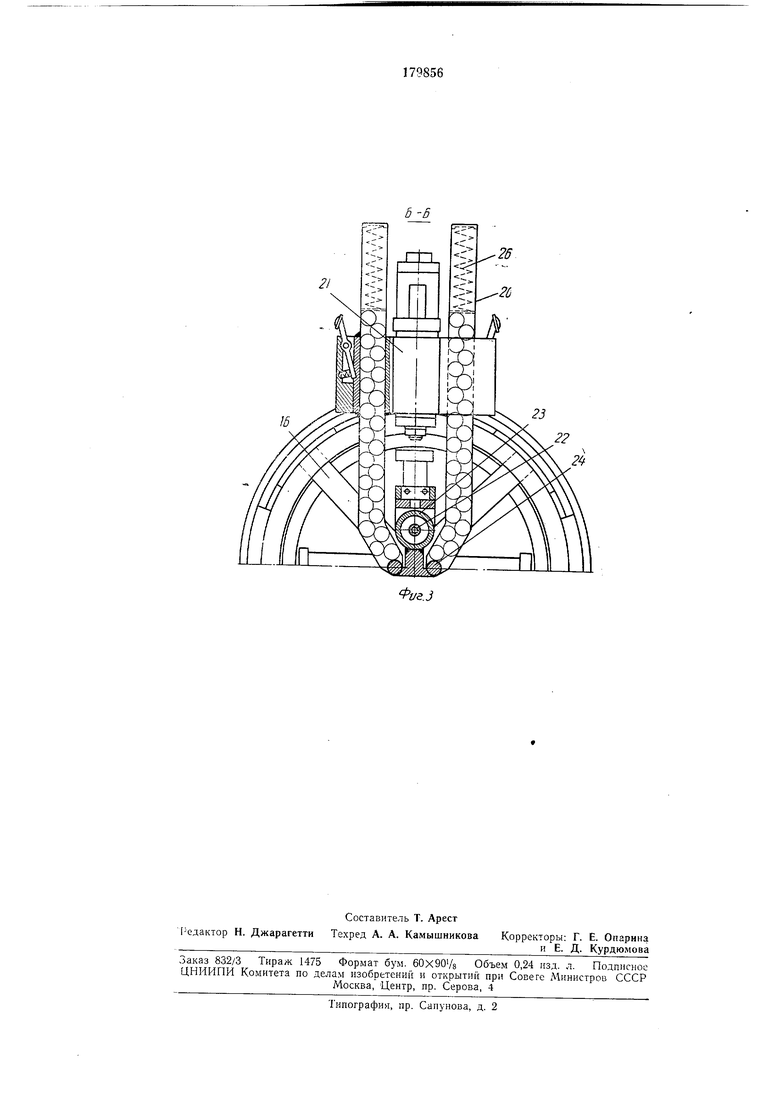
На фиг. 1 изображен описываемый аппарат; на фиг. 2 - то же, сечение по А-А на фиг. 1; на фиг. 3 - то же, сечение по Б-Б на фиг. 1.
Он состоит из кольцевого сварочного трансформатора /, корпуса 2, которым является цилиндрический вторичный виток, встроенного пневмопривода сварочного давления 3 с тремя рабочими полостями и штоком 4, кронштейна 5 с ролико.м 6.
зажимами 9, вкладышами 10, пружниами // и штифтами 12. Электрододержателн, электрически изолированные один от другого прокладками 13, содержат привариваемые шипы 14. Электрододержатели охлаждаются посредством впаянны.х спиральных трубок 15 и при помощи шин 16 в шахматном порядке соединяются с выводами вторичной обмотки трансформатора.
Цилиндр пневмопривода сварочного давления имеет штуцер /7 для подвода воздуха и штуцер 18 возвратной полости. С корпусом жестко связан шток 19 пневмопривода подачи кассет 20 с шипами 14 в зону сварки. А
корпус цилиндра 21 пневмопривода подачи кассет жестко связан со штоком 22 пневмопривода загрузки шипов, на цилиндре 23 которого жестко установлен упор 24. Аппарат работает следующим образом.
Его устанавливают роликом 6 на трубу 25. При нажатии на кнопку «Пуск цилиндр 21 устанавливает кассеты 20 с шипами 14 на линию загрузки. После этого включается пневмопривод загрузки, и упор 24 из кассет магазинного типа подает два шипа внутрь токоведущих разрезных зажимов 9 до упора во вкладыши 10. Цилиндры возвращаются в исходное полодают па линию загрузк; очередные два шипа.
Затем в работу включается пневмопривод сварочного давления , под действием которого электрододержатели 7 и S перемещаются к трубе и привариваемые шипы упираются в ее стенку. Шипы, токоведуш;ие зажимы 9 и вкладыши 10 останавливаются, а электрододержатели, продолжая двигаться, сжимают пружины // и выбирают зазор между зажимами и электрододерлсателями, которые в конце хода плотно прижимают токоведущие разрезные зажимы к шипу.
Усилие осадки при этом передается па торец шипа при помоши тех же токоподводящих зажимов, упирающихся своими буртами в проточки вкладышей 10. Детали возвращаются Б исходное положение пружинами 11, г. ход возврата ограничивается штифтами 12.
Для удобства ошиповки труб, имеющих гибы в различных плоскостях, аппарат снабжен подвесным поворотным устройством, позволяющим при наличии прулСинного балансира или системы блоков с противовесом выполнять сварку в любом положении.
Подвесное устройство состоит из роликов, жестко закрепленных на корпусе сварочного
трансформатора, и кольца с ребордой, по которой перекатываются ролики. К кольцу приварены оси с ярмом, за которое закрепляется трос балансира или противовеса.
При необходимости аппарат можно легко переоборудовать в машину для двухточечной сварки.
Предмет изобретения
Аппарат для контактной сварки, содержащий подвесной корпус с кольцевым сварочным трансформатором, внутри которого расположен пневмопривод сварочного давления, отличающийся тем, что, с целью ошиповки гнутых труб, с корпусом трансформатора жестко связан кронщтейн с роликом, помещаемым на трубе со стороны, противоположной
сварке, а также шток пневмопривода подачи кассет с шипами, установленных на цилиндре пневмопривода подачи кассет, который, в свою очередь, жестко связан со штоком пневмопривода загрузки шипов в токоведущие
разрезные зажимы, встроенные в электрододержатели, расположенные на штоке пневмопривода сварочного давления.

| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ ОДНОСТОРОННЕЙ ДВУХТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1967 |
|
SU195566A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| МАШИНА ДЛЯ ОДНОСТОРОННЕЙ ТОЧЕЧНОЙ СВАРКИ | 1967 |
|
SU200051A1 |
| Установка для контактной точечной сварки | 1975 |
|
SU517433A1 |
| Автомат для контактной приварки шипов | 1970 |
|
SU334767A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| СВАРОЧНЫЕ КЛЕЩИ | 2009 |
|
RU2449869C2 |
| Машина для контактной стыковой сварки труб | 1985 |
|
SU1294532A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТЬЕМ СКВАЖИНЫ | 1970 |
|
SU265319A1 |
21
22
2
