Известен автомат для зачистки грата у прессованных цилиндрических изделий, содержащий загрузочный бункер, связанный механизмом поштучной выдачи заготовок с устройством ориентирования и перемещения заготовки в процессе ее обработки режущим или абразивным инструментом. Ориентирующее устройство известного автомата выполнено в виде дисков, вращающихся с разной скоростью в противоположном направлении, придаюп1,их изделию вращательное и поступательное движение. Поэтому на известном автомате можно обрабатывать лишь изделия относительно небольшой длины с расположением грата по периметру окружности цилиндра.
Предлагаемый автомат отличается от известного ориентирующим устройством, которое состоит из двух параллельных и подвижных в осевом направлении поворотных валиков, расположенного над ними на подвижной тележке пневмоприжима и ножевых ловителей, соприкасающихся с поверхностью изделия в месте расположения грата.
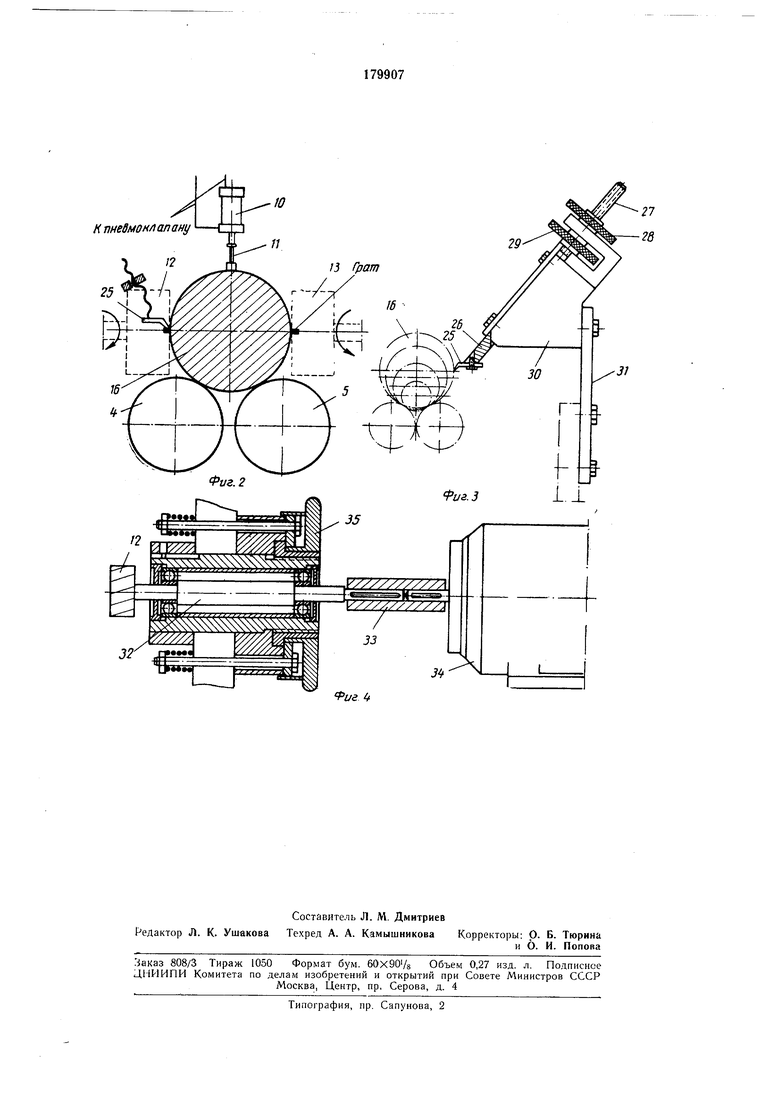
На фиг. 1 представлена ки {ематическая схема автомата; на фиг. 2 - схема очистки грата с изделий; на фиг. 3 - вид ловителя сбоку; на фиг. 4 - механизм привода фрез.
шатунного механизма 3. На каретке смонтированы два параллельных валика 4 и 5, приводимых во вращение в начальном положении каретки от гуммированного ролика 6. Над кареткой 7 расположена тележка 7, связанная с кареткой шарнирно-рычажной системой 8 и 9. На тележке укреплен пневмоцилиндр 10 прижимом 11. Зачистка грата производится фрезами /2 и 13. Сбоку автомата
укреплены упоры 14 и 15 для снятия очищенного стерл ня 16 с валиков каретки /.
Автомат включает систему привода, состоящую из электродвигателя 17, клиноременной передачи 18, редуктора 19, кулачкового вала
20 с программирующим кулачком 21, управляющим пневмоклапаном 22.
Автомат оснащен загрузочным бункером 23 и поштучным питателем 24 заготовок. Ловитель содержит нож 25 (см. фиг. 3), прикрепленный к ползуну 26, который с помощью винтовой пары 27, 28 и 29 может перемещаться в пазу корпуса 30, установленного на кронштейне 31.
Каждая из фрез 12 и 13 укреплена на валу 32 (см. фиг. 4), связанном муфтой 33 с электродвигателем 34. Положение фрезы можно регулировать вращением шкива 35. Автомат работает следующим образом. В бункер 23 загружают стержни, подлежатывает стержень и переносит его на каретку
I,которая в это время находится в зоне укладки и ориентации стержня.
Валики 4 и 5 каретки, войдя в зацепление с гуммированным роликом 6, который приводится во вращение электродвигателем 17, получают вращательное движение, передающееся стержню 16, до тех пор, пока последний не будет сориентирован ножом 25 в рабочее положение. Затем опускается прижим // и стержень 16 оказывается зажатым между валиками 4 w. 5 каретки / и прижимом 11. Сориентированный и прижатый стержень вместе с кареткой подается в зону снятия грата с изделия.
На фиг. 1 показан момент, когда каретка с сориентированным и зажатым стержнем вышла из зацепления с роликом 6 (вращательное движение окончено) и, совершая только поступательное движение, входит в зону снятия грата со стержня путем двухстороннего фрезерования его.
Снятие грата производится торцовыми фрезами 12 и 13.
Настройка фрез на заданный диаметр обрабатываемого стержня осуществляется вращением шкива 35. Обработанный и прижатый стержень 16 вместе с кареткой 1 и прилсимом
II,пройдя через упоры 14 и 15, поступает в зону обработанного изделия и сбрасывающего устройства. В этот момент программирующий кулачок 21 и пневмоклапан 22 освобождают стержень от прижима. Стержень оказывается свободным. Каретка / возвращается в исходное положение в зону укладки и ориентации стержня посредством кривошипно-щатунного механизма 3, а стержень, удерживаемый упорами 14 и 15, падает на лоток и по нему направляется в бункер для сбора готовой продукции (на фиг. 1 не показан).
Каретка с валиками и прижимом совершает возвратно-поступательное движение при помощи кривошипно-шатунного механизма. В момент, когда каретка возвратится в зоиу
укладки и ориентации стержня, и ее валики, войдя в зацепление с гуммированным роликом 6, получат вращательное движение, питатель 24, совершив один оборот и захватив новый стержень, уложит его на валики каретки.
Предмет изобретения
Автомат для зачистки грата у прессованпых цилиндрических изделий, например текстолитовых стержней, содержаший загрузочный бункер, оборудованный механизмам поштучной подачи заготовок, кинематически связанным с устройством ориентирования и
перемещения заготовки в процессе ее обработки режущим или абразивным инструментом, отличающийся тем, что, с целью снятия грата, расположенного по длине образующей цилиндра, ориентирующее устройство состоит
из двух параллельных и подвижных в осевом направлении поворотных валиков, расположенного над ними на подвижной тележке гшевмоприжима, и ножевых ловителей, соприкасающихся с поверхностью изделия в
месте расположения грата. т Сжатый от пнеёмоклапана
Кпневмонлапану

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU314612A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |
| ГИБОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1966 |
|
SU180559A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАБОРА БЛОКА | 1973 |
|
SU364990A1 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ ДЕТАЛЕЙ ТИПА | 1968 |
|
SU231300A1 |
| Поточная линия для производства сварных изделий | 1974 |
|
SU507419A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ОБОЙМ С ДЛИННОМЕРНЫМ МАТЕРИАЛОМВ П TGФО^'^ ^^'П'т-^щ-t 1» d.^-j ^,:t;>&j!i|.,; s OJfJ | 1971 |
|
SU436114A1 |