Изобретение относится к сварке.
Целью изобретения является повышение экономичности способа контактной стыковой сварки оплавлением труб вследствие уменьшения единиц оборудования и трудоемкости и качества сварного соединения вследствие увеличения уровня и стабильности значений механических свойств сварного соединения.
На фиг. 1 схематично показаны свариваемые трубы перед зажатием сварочной машиной (где 1 и 2 - свариваемые трубы; 3 и 4 - зажимы сварочной машины; di и 3а - толщина труб; D - наружный диаметр труб; Л;м величина смещения свариваемых кромок); на фиг. 2 - то же, после зажатия (где 1-4, (5i, дг , D - то же, что на фиг. 1; 5 и 6 бандажи; DI - D (1 +
0,2-0,4 ТГО
У- внутренний диаметр бандажа тонкостенной трубы;
Di + (62 ) (0,8-1,2) - внутренний диаметр бандажа толстостенной трубы; Р -усилие зажатия труб).
Свариваемые концы труб 1 и 2 с разной толщиной стенки подготавливают, устанавливают в зажимах сварочной машины 3, 4, затем на свариваемые концы устанавливают бандажи 5, 6, причем внутренний диаметр бандажа, размещенного на конце трубы с более тонкой стенкой, выбирают больше наружного диаметра этой трубы на 0,2-0,4% этого диаметра, а внутренний диаметр бандажа, размещенного на конце трубы с более толстой стенкой выбирают больше наружного диаметра этой трубы на 0,2-0,4% этого диаметра и 0,8-1,2 разницы толщин стенок труб. Затем при зажатии с усилием Р свариваемые концы труб раздают до соприкосновения с бандажами. Зажатые
XI
О Ю
XI о
трубы 1 и 2 сваривают по обычной технологии.
Выбор пределов увеличения диаметра труб на 0,2-0,4 % связан с допусками размеров на наружный диаметр труб. Величина 0,2% применяется для труб большого диаметра, а величина 0,4% применяется для труб среднего диаметра, что связано с различной величиной допуска на наружный диаметр этих труб. Это позволяет производить дополнительную калибровку свариваемых концов труб.
Дополнительное увеличение внутреннего диаметра бандажа для толстостенной трубы на 0,8...1,2 разницы толщин стенок труб связано с величиной допускаемого смещения свариваемых кромок. Применение этой величины менее 0,8 приводит к недопустимому смещению свариваемых кромок с внутренней стороны трубы, что приводит к появлению концентратора напряжения в виде неоплавленноГо выступа, снижающего прочность сварного соединения. Применение значения более 1,2 приводит к недопустимому смещению с наружной стороны трубы, что также приводит к снижению прочности сварного соединения.
Применение предлагаемого способа позволяет снизить трудоемкость центровки труб, снизить количество вспомогательного оборудования, повысить качество сварного соединения за счет более равномерного распределения смещения свариваемых кромок и повышения прочности стыков.
Контактную стыковую сварку оглавлением разнотолщинных труб диаметром 1420 мм с толщиной стенки 15 и 19 мм из стали 09Г2СФБ на машине К700-1 выполняли следующим образом.
На концах этих труб устанавливают бандажи. Диаметр бандажа для трубы со стен0
5
0
5
0
5
0
кой 15 мм увеличивается на величину 0,2% диаметра трубы, а диаметр бандажа д ля трубы со стенкой 19 мм увеличивают на величину 0,2% диаметра трубы и (19-15).1 4,4 мм. Затем концы труб зажимают машиной до соприкосновения с бандажами. После этого трубы сваривают по обычной технологии.
Применение предлагаемого способа повышает экономичность способа, снижает трудоемкость и повышает качество сварного соединения.
Формула изобретения Способ контактной стыковой сварки оп- лавлением труб на внутритрубной сварочной машине, при котором свариваемые концы труб подготавливают, трубы размещают на машине, на свариваемых концах размещают бандажи, свариваемые концы зажимают, оплавляют и осаживают, отл ичающийся тем, что, с целью повышения экономичности способа вследствие уменьшения единиц оборудования и трудоемкости и качества сварного соединения, вследствие увеличения уровня и стабильности значений механических свойств при сварке труб с одинаковым наружным диаметром и различной толщиной стенки, внутренний диаметр бандажа, размещенного на свариваемом конце трубы с более тонкой стенкой, выбирают больше наружного диаметра этой трубы на 0,2-0,4% этого диаметра, внутренний диаметр бандажа, размещенного на свариваемом конце трубы с более толстой стенкой выбирают больше наружного диаметра этой трубы на сумму 0,2- 0,4% этого диаметра и 0,8-1,2 разницы толщины стенки труб, и при зажатии свариваемые концы раздают до соприкосновения с бандажами.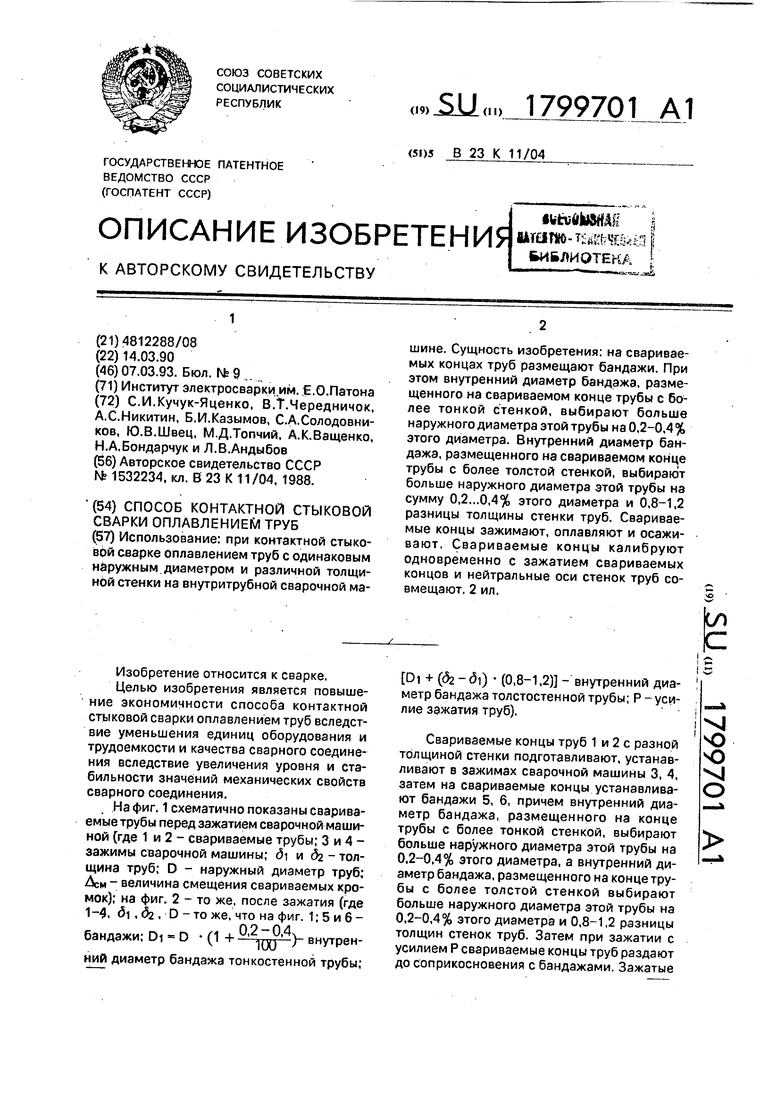

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1981 |
|
SU1009673A2 |
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| СПОСОБ СВАРКИ СТЫКОВ ТРУБ ПРИ ИЗГОТОВЛЕНИИ ТРУБОПРОВОДОВ | 2003 |
|
RU2229968C1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТРУБ | 1991 |
|
RU2012462C1 |
| Способ автоматической дуговой сварки неплавящимся электродом горизонтальных стыковых соединений труб | 1987 |
|
SU1493412A1 |
| Способ контактной стыковой сварки под водой | 1988 |
|
SU1637976A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1324798A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Способ установки труб при контактной стыковой сварке оплавлением | 1988 |
|
SU1532234A1 |
| Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением | 1988 |
|
SU1590273A1 |

Использование: при контактной стыковой сварке оплавлением труб с одинаковым наружным диаметром и различной толщиной стенки на внутритрубной сварочной машине. Сущность изобретения: на свариваемых концах труб размещают бандажи. При этом внутренний диаметр бандажа, размещенного на свариваемом конце трубы с более тонкой стенкой, выбирают больше наружного диаметра этой трубы на 0,2-0,4 % этого диаметра. Внутренний диаметр бандажа, размещенного на свариваемом конце трубы с более толстой стенкой, выбирают больше наружного диаметра этой трубы на сумму 0,2...0,4% этого диаметра и 0,8-1,2 разницы толщины стенки труб. Свариваемые концы зажимают, оплавляют и осаживают. Свариваемые концы калибруют одновременно с зажатием свариваемых концов и нейтральные оси стенок труб совмещают. 2 ил.
| Способ установки труб при контактной стыковой сварке оплавлением | 1988 |
|
SU1532234A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
