Известен иолуавтомат для обработки фронта каблука, содерл аш.ий станину, на которой смонтированы: загрузочное устройство, состояи,ее из лотка и толкателя, механизм онорного столика с прижимом для фиксации каблука во время обработки, ориеитирующий упор, рабочий инструмент для обработки фронта каблука, сбрасыватель обработанного каблука и привод.
Предлагаемый иолуавтомат улучшает качество обработки фронта каблука и повышает производительность труда благодаря автоматической подаче каблука к рабочему инструменту. Для этого загрузочное устройство выполнено в виде вибролотка, а толкатель снабжен отсекающей нланкой.
Для надежности работы полуавтомат снабжен конечными выключателями, включаюш,ими привод толкателя при правильной ориентации каблука, подаваемого на обработку. Опорный столик и прижим для фиксации каблука смонтированы так, что могут перемещаться возвратно-поступательно в вертикальной плоскости. Привод полуавтомата выполнен пневматическим, управляемым от распределительного кулачкового вала.
фиг. 4 - вид по стрелке б i::i
фиг. 2; фиг. 1.
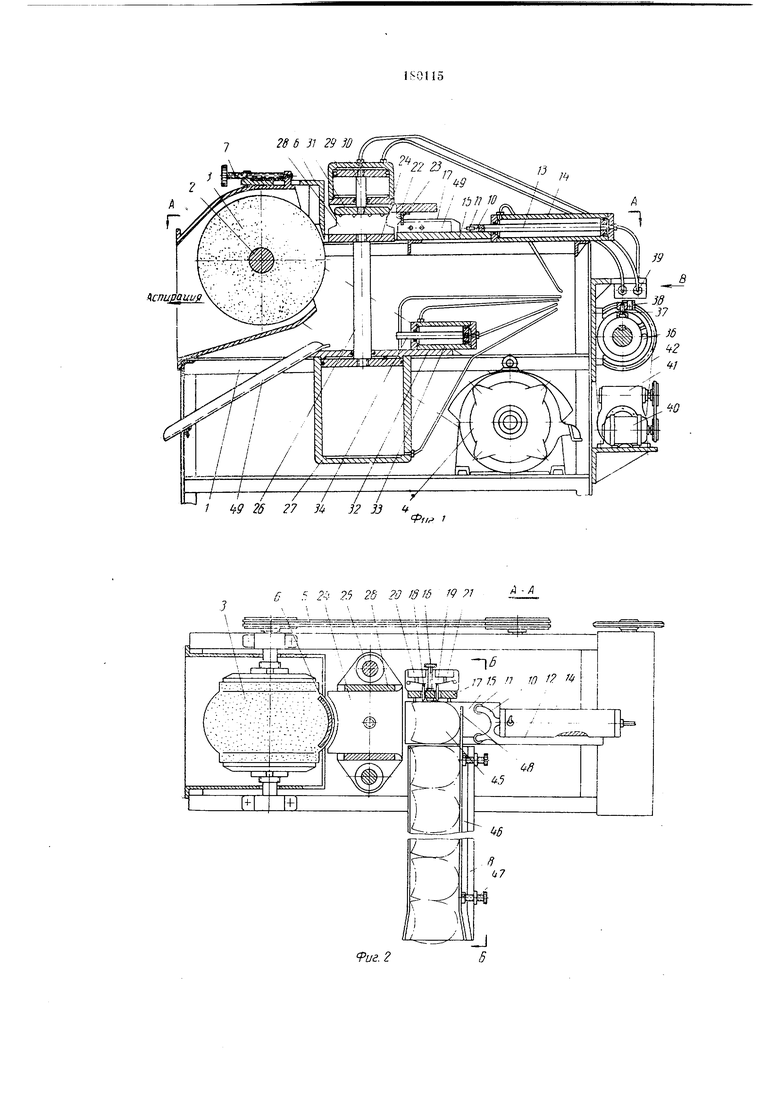
На станине / полуавтомата смонтиро1и111 вал 2 с рабочим инструментом, выполненным в виде абразивиого барабана Л, который ириводится во вращеиие от электродвигателя 4 через клиноременную передачу 5. К площадке станииы крепится ориентирующий упор 6. В осевом сечении барабан - и уиор- 6 соответствуют профилю фронта каблука. С помощью винта 7 унор 6 может перемещаться для регулирования глубины обработки фронта каблука.
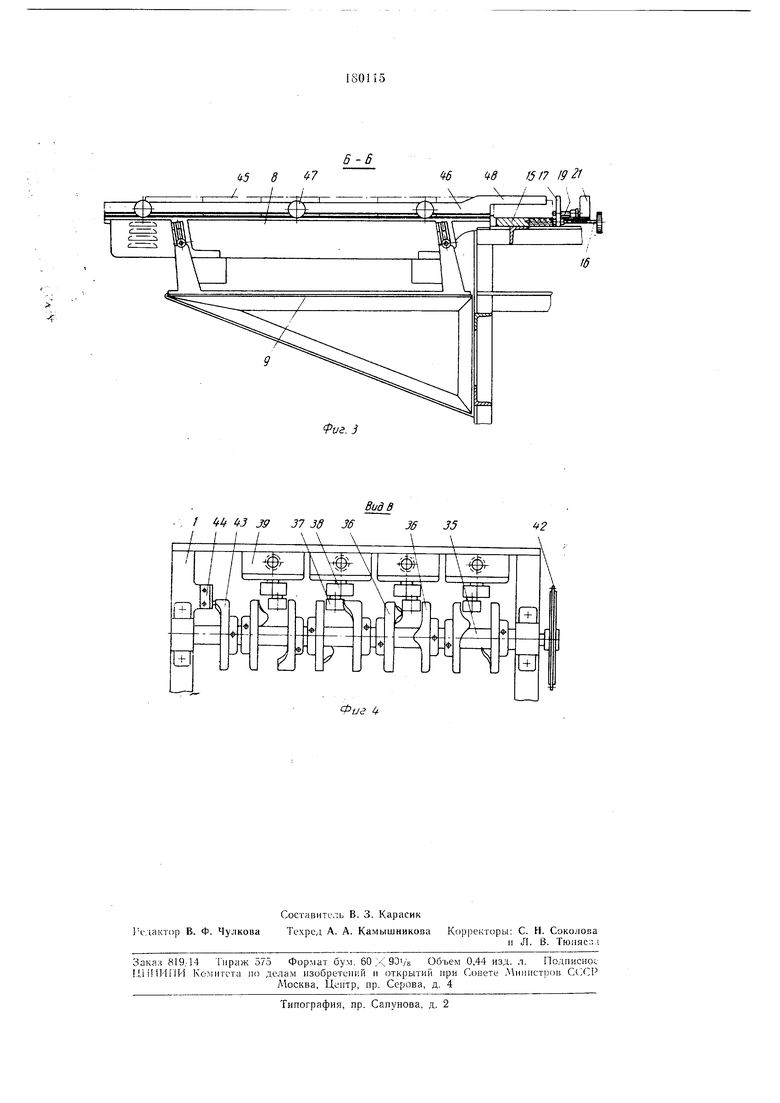
Загрузочное устройство содержит вибролоток 6. смонтированный на кронштейне 9 станины, и толкатель 10, снабженный двумя подвижными роликами //и отсекаюи1,ей планкой 12. Толкатель 10 перемещается возврати.v ностунательио от щтока /.) пневмоцилиндра /-/ по площадке /5, jia которой смонтирован ре1улнруемый с помощью винта 16, в зависчмости от нщрины каблука боковой ограничитель /7, снабженный подвижными стержиями 18 и 19, которые взаимодействуют с конечными выключателями 20 и 21 элсктросхгмы пневмопривода полуавтомата.
торы и 11ерсме1.цается }озиратпо-1юсгу11;г ельмо 1 11а11раг.ля101Ц|-1Х 25 от .птока 26 инстзмоцилиндра 27.
На скрепленных с опорным столиком 24 щеках 2S смонтирован нневмоцнлипдр 29, шток 30 которого в нижней части несет нрнжим 31 для фиксации каблука во время обработки. Прижим вынолнен но форме ляннса каблука и снабжен шинами для его удержания.
На плите 32 установлен пневмоцилиндр 33, шток 34 которого нредназначеп для сбрасывания обработанного каблука.
Нневмоцилиндры привода управляются от расгфеделптел :,ого кулачкового вала 35, смонтированного на станине / с кулачками 55, которые взаи.модействуют с роликами 37 рычагов 38 краиов уиравления 39. Расиределительный кулачковый вал получает вращение от электродвигателя 40 через редуктор 41 и цеииую передачу 42. Кулачок 43 взаимодействует с копечиым выключателем 44 электросхемы.
Работает нолуавтомат следу)опи1м образом.
Каблукп 45, нодлежа1ние обработке, укладываются на вибролоток 8 набоечной поверхностью вниз и фронтом в сторону абразивного ба1)абана. Нанравляю ная нланка 46 при помощи винтов 47 регулируется но длине каблуков с зазором. Вибролоток 8 подает каблуки на 15 до бокового О1рапичителя 17, где они удсржи1 аются от смещения козырьком 23 и хвостовиком 48 иаиравляющей нлан.кн 46.
При включении электросхемы ириводится в действие электродвигатель 40 иневмоиривода. При иравильной ориентации каблука на 15 конечные выключатели 20 и 21 включают 1и1евмоцилиндр 14 толкателя 10. Шток J3 11еремен1,ает толкатель, который нодает каблук па опорный столик 24 до ориентируюн1его упора 6. Ролики // способствуют ориентации каблука относительно упора 6. При ненравильном ноложепии каблука на площадке 15 пневмопривод выключается. Далее вступает в действие пневмоцилиндр 29, щток 30 которого опускается, и прижим 31
фиксирует каб.тук на опорпом столике 24. После этого толкатель W возврангается в исходное ноложепие. При перемещеппи толкателя 10 отсекаюпи я нланка 12 удерживает очередной каблук па вибролотке 8. Затем онускается шток 26 пневмоцилиндра 27, неремеп ая вниз опорный столик 24 с зажатым на пем каблуком относительно абразивного барабана, и обработка фронта каблука пачннается.
В крайнем нижнем положении штока 26 прижим 31 ноднимается, освобождая обработанный каблук, а шток 34 нневмоцилиндра 33 сбрасывает каблук в лоток 49. Затем
шток 34 перемещается в исходное ноложение, а опорный столик 24 поднимается. За этот пернод внбролоток подает очередной каблук па нло1цадку 15, и цикл повторяется.
Пред м е т и з обретен и я
1.Полуавтомат для обработки фронта каблука, содержащий cranniiy и смонтироваппые на пей загрузочное устройство в виде лотка н
толкателя, механизм онорного столика с прижиЛЮМ для фиксации каблука во время обработки, ориеитирующий упор, рабочий инструмент, сбрасыватель обработанного каблука и привод, отличающийся тем, что, с целью
повыпгения нронзводительности труда, загрузочное устройство выполнено в виде вибрслотка, а толкатель снабжен отсекающей планкой.
2.Полуавтомат по п. 1, отличающийся тем, что, с целью обеспечения надежности работы,
ои снабжен конечными выключателями, включаюн. привод толкателя нри нравильной ориентации каблука, подаваемого на обработку.
3. Полуавтомат но п. 1, отличающийся тем, что опорный столик и прижим для фиксации каблука выполнены с возможностью возвратно-постунательного неремеп1ения в вертикальиой плоскости.
4. Полуавтомат ио ни. 1-3, отличающийся тем, что привод полуавтомата выполнен пневматическим, управляемым от распределительпого кулачково1о вала. cnugaitLf I/I I V г 7 / / / ( 27 3 32 33 X 
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для пайки термического предохранителя | 1977 |
|
SU727352A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПОЛЫХ ШВЕЙНЫХ | 1973 |
|
SU397194A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Полуавтомат для обтягивания каблуков | 1977 |
|
SU719601A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Полуавтомат для прикрепления каблуков; к обуви клеевым способом | 1955 |
|
SU105307A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДШЛИФОВКИ МЕСТА КЛЕЙМЕНИЯ В РЕЗИНОВЫХ ПОДОШВАХ | 1968 |
|
SU211358A1 |
/f 5 ; 5 Й Л7 /r5 ;/ 45 8 7 в 1921
. / 4« «J jg 37 38 36
