1
Изобретение относится к оборудованию кожгалантерейного производства, а именно к машинам для обработки полых швейных изделий, например перчаток и рукавиц.
Известен полуавтомат для обработки полых швейных изделий, например перчаток и рукавиц, содержаший смонтированные на станине регулируемые оправки для ориентации изделий, механизм съема изделий и привод.
Такой полуавтомат не выворачивает полые изделия.
Отличительной особенностью предлагаемого Полуавтомата является то, что он снабжен диафрагменной камерой, в которой диафрагмой служит обрабатываемое изделие, установленной так, что она взаимодействует с оправками и механизмом съема изделия, и уплотняющими упорами для зажима изделия, при этом один упор смонтирован в камере, а другой - на станине.
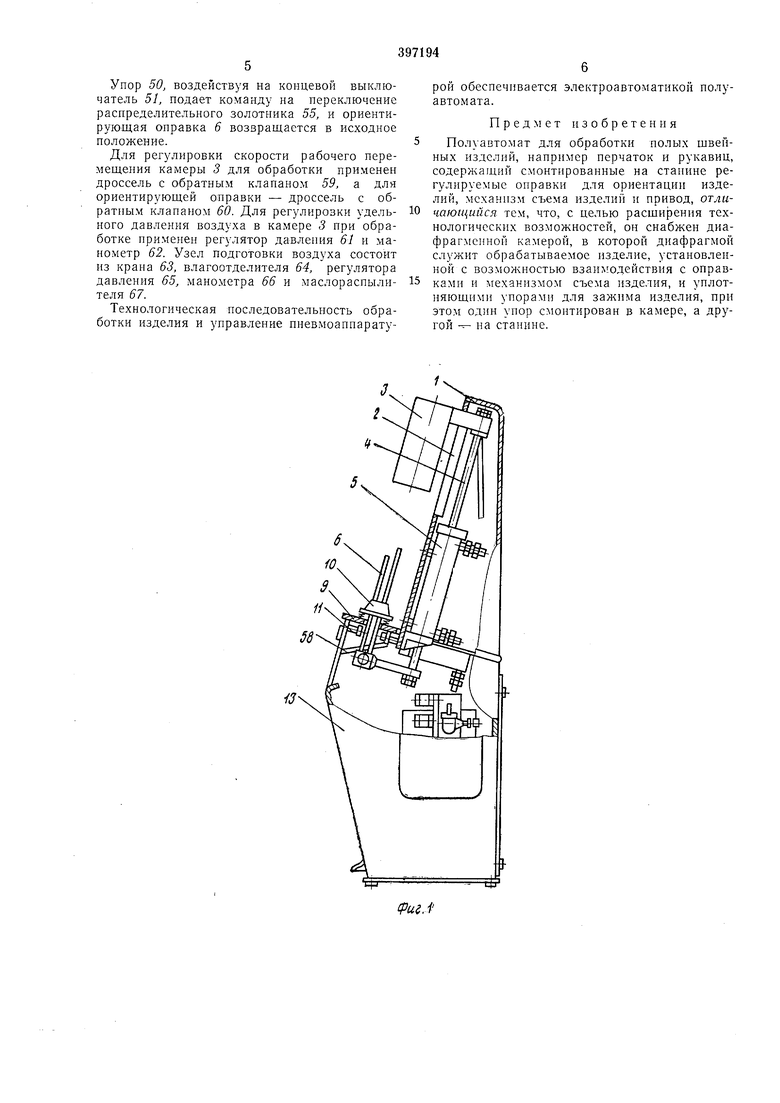
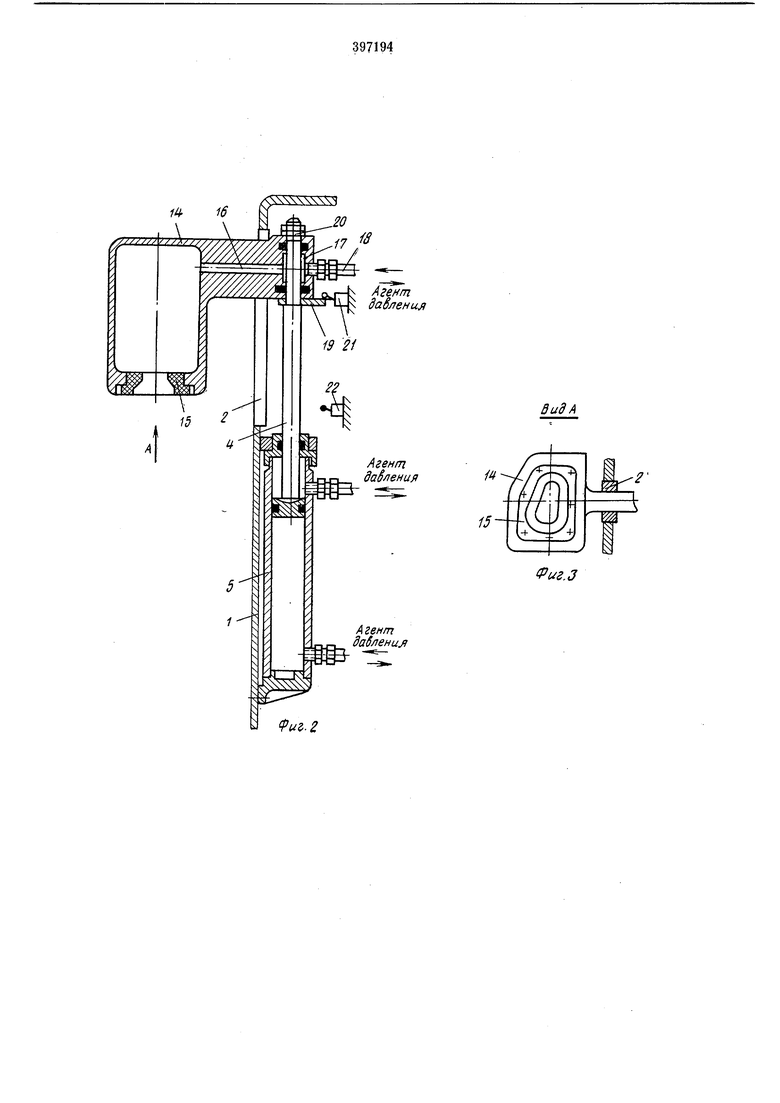
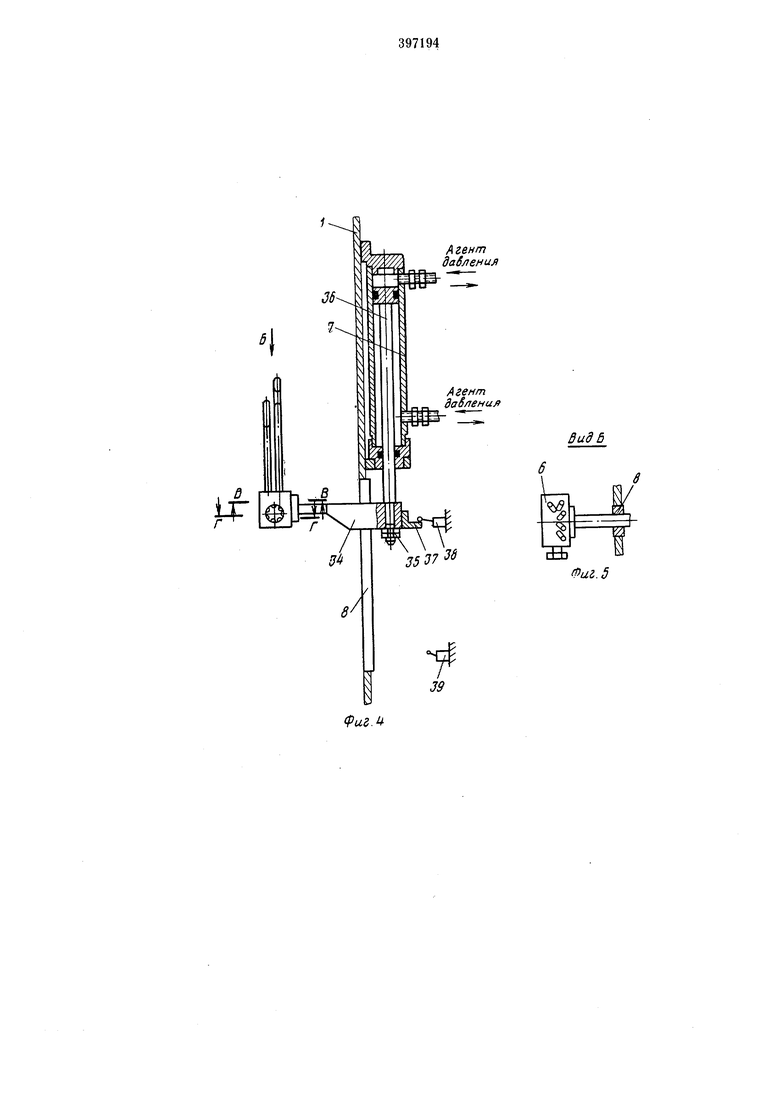
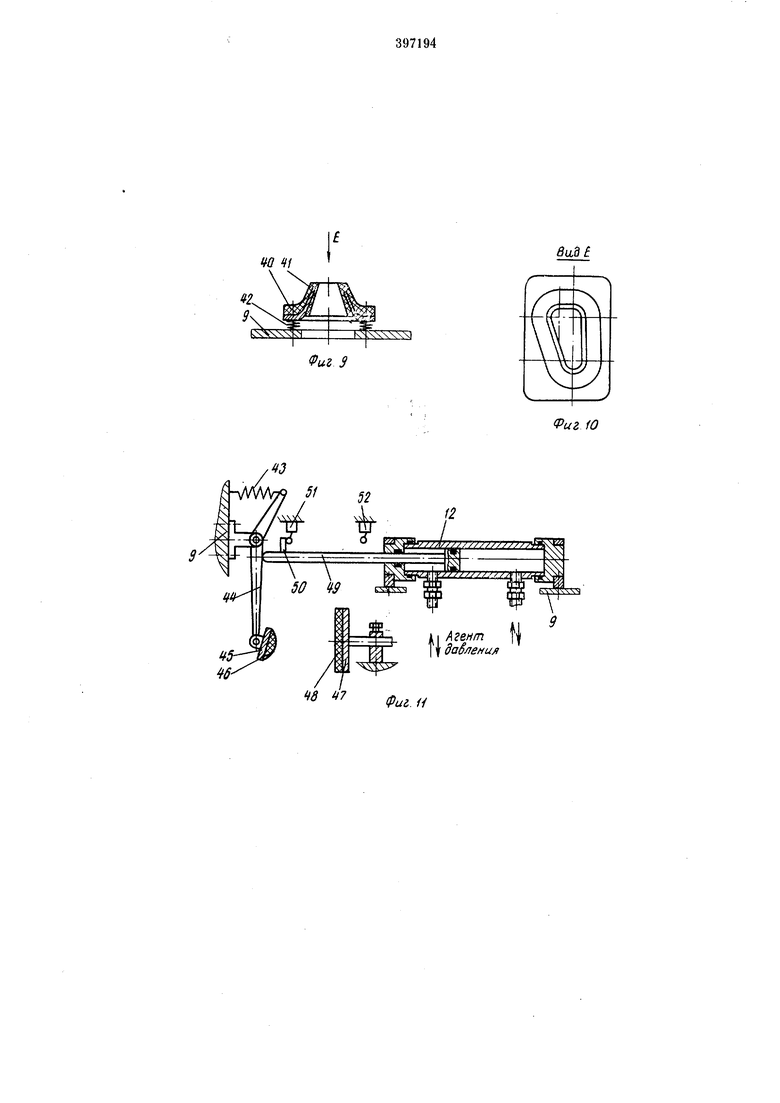
На фиг. 1 изображен предлагаемый полуавтомат, общий вид; на фиг. 2 - камера для обработки: на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - ориентирующая раздвижная оправка; на фиг. 5 - вид по стрелке Б на фиг. 4; на фиг. 6 - разрез по В-В на фиг. 4; на фиг. 7 - разрез по Г-Г на фиг. 4; на фиг, 8 - разрез по Д-Д на фиг. 6; на
фиг. 9 - нижний подпружиненный упор, разрез; на фиг. 10 - вид по стрелке Е на фиг. 9; на фиг. 11 - механизм автоматического съема изделия, вид в плане с частичными разрезами; на фиг. 12 - пневмокинематическая схема полуавтомата.
Полуавтомат для обработки полых щвейных изделий, например перчаток и рукавиц, содержит корпус 1 со смонтированными на нем в направляющих 2 камерами 3, закрепленных на штоках 4 пневмоцилиндров 5, жестко установленных на корпусе.
На корпусе также смонтированы ориентирующие раздвижные оправки 6 и пневмоцилиндры 7, обеспечивающие возвратно-поступательное перемещение оправок в направляющих 8.
На основании 9 корпуса смонтированы уплотняющие упоры 10 и механизмы 11 съема обработанных изделий с приводными пневмоцилиндрами 12.
Корпус / установлен на станине 13, в которой смонтированы узлы нневмооборудования и электроуправления.
Каждая из двух секций полуавтомата имеет независимую систему пневмоуправления и электроуправления, что дает возможность независимой обработка каждой полупары изделия. Пневмопривод обеспечивает рабочий ход и возврат рабочих органов в исходное положение. Камера для обработки выполнена в виде жесткого резервуара 14, в нижней части которого укреплен упор 15, из эластичного материала, например резины. В месте крепления камеры на штоке 4 иневмоцилиндра 5 сделаны сверление 16 и проточка 17. Через штуцер 18 воздух под давлением может поступать по Проточке 17 и сверлению 16 внутрь камеры. Подвижны.й упор 19 и камера закреплены на штоке пневмоцилипдра с помощью гаек 20. Концевые выключатели 21 и 22, закрепленные неподвижно относительпо корпуса Л контролируют крайние положения камеры. Ориентирующая раздвижная оправка 6 состоит из обоймы 23, в которой установлены две пластины 24 с направляющими пазами для ориентирующих щтырей 25. Последние выполнены разной длины соответственно пальцам перчатки. Между пластинами 24 расположены валы 26 и 27 с винтовыми нарезками правого и левого направления. На валах 26 и 27 установлены гайки 28 и 29, оканчивающиеся вилками, а на концах валов жестко посажены шестерни 30 и 31, находящиеся в зацеплении. Валы смонтированы в подшипниках скольжения 32. На выходном конце вала 27 закреплеиа ручка 33, поворотом которой изменяют межосевое расстояние между ориентирующими штырями. Посредством кронштейна 34 и гаек 35 ориентирующая оправка 6 закреплена на щтоке 36 пневмоцилиндра. На кронщтейне 34 жестко смонтирован упор 37, взаимодействующий с концевыми выключателя.ми 38 и 39, фиксирующих положение оправки. Уплотняющий упор 10 выполнен в виде фигурного кольца 40 покрытого эластичным материалом 41, например резиной, подпружиненного относительно основания корпуса 9 пружииами 42. Механизм автоматического съема обработанных изделий, расположенный иод осиованием 9 корпуса 1, содери ит нодпружиненный пружиной 43 рычаг 44, на котором щарнирно закреплена прижимающая пята 45 с эластичным покрытием 46, например резиной. Неподвижный прижим 47 также имеет эластичное покрытие 48. На штоке 49 пневмоцилиндра 12 имеется упор 50, воздействующий на концевые выключатели 51 и 52. Узел пневмооборудования собран на стандартных приборах, выпускае мых отечественной промышленностью. Полуавтомат работает следующим образом. На ориентирующую раздвижную оправку 6 надевают изделие, край которого располагается по периметру на уплотняющем упоре Ю. Включается электромагнит распределительного золотника 53. Воздух под давлением поступает в щтоковую полость пневмоцилиндра 5, опускающего камеру 3 для обработки изделия. Камера 3, опускаясь в нижнее положение, защемляет край изделия, подлежащего обра богке, между упором 10 и 15, выполненных из эластичного материала, сжимая пружины 42 упора 10. Изделие, защемлеиное но краю, образует вместе с камерой 3 и упорами 10 и 15 замкнутый герметичный объем по типу «диафрагменной камеры. Нижнее положение камеры фиксируется подвижным упором 19 и концевыми выключателями 22, который одновременно подает команду на электромагниты распределительных золотников 54 и 55. Воздух иод давлением через золотник 54 поступает в созданный герметичпн гй объем и ирижимает надетое изделие к штырям 25 ориентирующей оправки 6, а через золотник 55 поступит в пневмоцилиндр 7, который опускает ориентирующую оправку 6. При опускании оправки поступающей в ка.меру 3 воздух заполняет ее объем и вытесняет из нее изделие, выворачивая его и проталкивая через уплотняющий упор 10. Поступающий воздух раздувает вывернутое изделие, и таким образом, расправляет внутренние швы. В крайнем нижнем положении оправки 6 подвижный унор 37 воздействует на концевой выключатель Р, который включит, электромагнит распределительного золотника 56, унравляющего приводным пневмоцилиидром механизма съема, и переключит золотник 54. Шток 49 пневмоцилиидра 12 переместится в крайнее нравое положение, а рычаг 44 с шарнирно закрепленной прижимающей пятой 45, под воздействием усилия пружины 43 повернется относительно оси качания и прижмет обработанное изделие к неподвижному прижиму 47, нри этом одновременно золотник 54 стравливает заполнивший камеру воздух 3 через глушитель 57 в окружающее пространство, уравиовещивая таким образом давление внутри камеры с атмосферным. В крайнем правом положении подвижный упор 50 воздействует на концевой выключатель 52, который подаст комапду на электромагнит распределительного золотника 53. Камера 3 поднимается в крайнее верхнее положепие и освободит нижний уплотняющий упор 10, на котором расположен край издеЛИЯ. Пружины 42 приподнимают унор 10, снимая край изделия неиодвижного относительно упора. В крайнем верхнем положении нодвижный унор 19, воздействуя на концевой выключатель 21, подает команду на переключение распределительного золотника 56. Шток 49 переместится в левое ноложеиие и нажмет на рычаг 44, который возвратится в первоначальное положение и освободит обработанное изделие. Под действием собственного веса изделие, опускаясь на наклонный отражатель 58, смонтированный шарнирно относительно основания кор.пуса 9 и поворачивающийся под действием собственного веса при опускаНИИ оправки 6, выгружается пз полуавтомата.
Упор 50, воздействуя на концевой выключатель 51, подает команду на нереклЕочение распределительного золотника 55, и ориентирующая оправка 6 возвращается в исходное положение.
Для регулировки скорости рабочего перемещения камеры 3 для обработки применен дроссель с обратным клапаном 59, а для ориентирующей оправки - дроссель с обратным клапаном 60. Для регулировки удельного давления воздуха в камере 3 при обработке применен регулятор давле1шя 61 и манометр 62. Узел подготовки воздуха состоит из крапа 63, влагоотделителя 64, регулятора давления 65, манометра 66 и маслораспылнтеля 67.
Технологическая последовательность обработки изделия и управление нневмоаннаратурой обеспечивается электроавтоматикой полуавтомата.
Предмет изобретения
Полуавтомат для обработки полых швейных изделий, например перчаток и рукавиц, содержащий смонтированные на станине регулируемые оправки для ориентации изделий, механизм съема изделий и привод, отличающийся тем, что, с целью расщирения технологических возможностей, он снабжен диафрагмсиной камерой, в которой диафрагмой служит обрабатываемое изделие, установленной с возможностью взаимодействия с оправками и механизмом съема изделия, и уплотняющими упорами для зажима изделия, при этом один унор смонтирован в камере, а другой - на станине.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПЕРЧАТОК И РУКАВИЦ | 1971 |
|
SU295832A1 |
| УСТРОЙСТВО для ВЫВОРАЧИВАНИЯ ПОЛЫХ ШВЕЙНЫХИЗДЕЛИЙ | 1967 |
|
SU202810A1 |
| ПНЕВМАТИЧЕСКИЙ СПОСОБ ОБРАБОТКИ ПОЛЫХ ШВЕЙНЫХИЗДЕЛИЙ | 1971 |
|
SU308129A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДГОТОВКИ МЕСТА КЛЕЙМЕНИЯ НА | 1973 |
|
SU384515A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДШЛИФОВКИ МЕСТА КЛЕЙМЕНИЯ В РЕЗИНОВЫХ ПОДОШВАХ | 1968 |
|
SU211358A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ФРОНТА КАБЛУКА | 1966 |
|
SU180115A1 |
| Полуавтомат для обработки, сборки и клеевого соединения деталей | 1959 |
|
SU125233A1 |
| ПОЛУАВТОМАТ ДЛЯ | 1972 |
|
SU323815A1 |
| СТАНОК ДЛЯ НАКАТКИ ПОЛОТНА В РУЛОН | 1972 |
|
SU348469A1 |
| Автооператор к сферошлифовальному станку | 1955 |
|
SU112457A1 |


Ю.
а
58
Агент дабленил
Вид А
Агент даёления
Фиг.З
А ген т дабленил
Агент
361Q
в
3
Агент даёления
В ид 5
8
Ч
И
Зв
Фиг,. 5
39
i
Фиг 6 Г- Г
J/
Фиг У
W 41
Фиг 3
SiLdf
Nyrx
Фи,.И
даёлеми/
55
61бб Ts 6f 63.
Фиг. 12
