Изобретение относится к литейному производству.
Целью изобретения является повышение долговечности оснастки за счет увеличения износостойкости втулки,
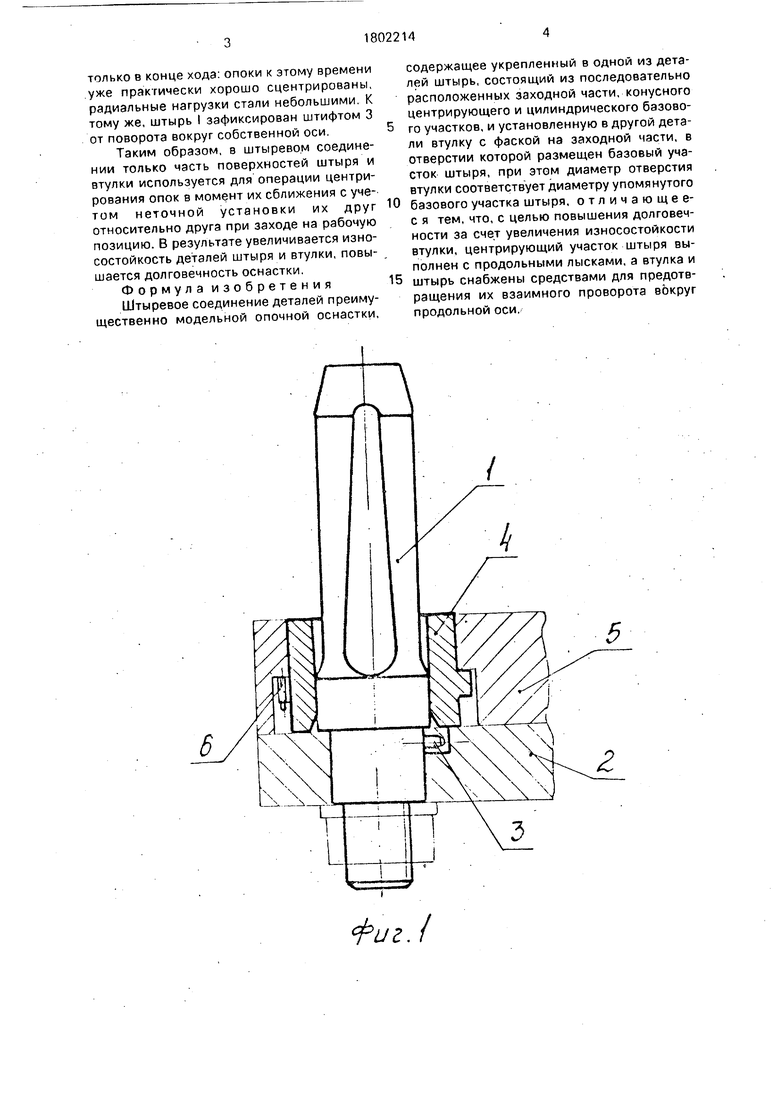
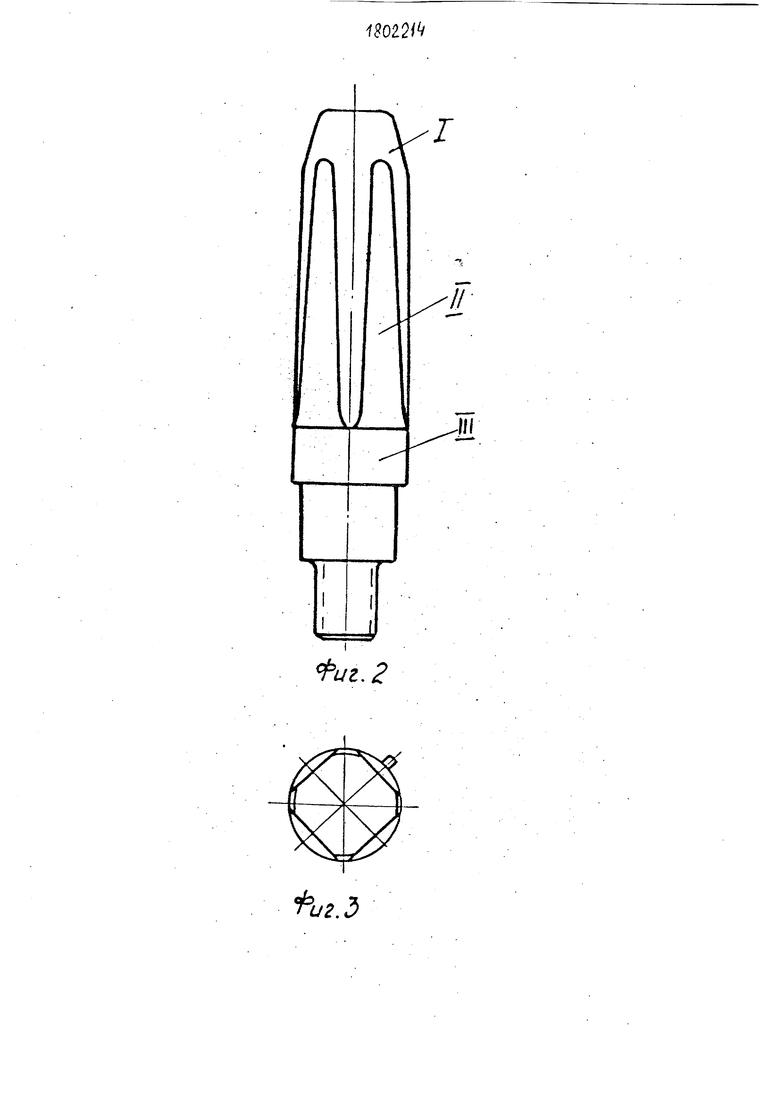
На фиг. 1 представлена конструкция штыревого соединения; на фиг, 2, 3 - конструкция штыря; на фиг. 4, 5 - конструкция ответной базовой втулки.
Штыревое соединение содержит штырь 1, закрепленный в нижней опоке 2, снабженный штифтом 3 для исключения возможных поворотов штыря 1 вокруг своей оси, и ответную втулку 4, установленную в верхней опоке 5 и зафиксированную в ней с помощью штифта 6 на опоке 5 и паза, выполненного в буртике втулки 4 (см. фиг. 1, 5). Рабочая длина круглого базового штыря .1 функционально состоит из трех частей (см. фиг. 2): I - верхняя заходная часть, II - средняя часть -для точного центрирования, III - нижняя часть-для окончательной фиксации сборки. Втулка 4 (см: фиг. 4, 5) имеет две
рабочие зоны: IV (заштрихованная) - для центрирования, V - для фиксации; заходную фаску С и паз 7 на буртике.
В основу изобретения положен принцип разделения функций, выполняемых рабочими поверхностями штыря 1 и втулки 4: центровка,, точное центрирование, окончательная фиксация при сборке. Центровка происходит при заходе втулки 4 на верхнюю часть I штыря 1. На эту часть приходится основная нагрузка при плохом обслуживании оборудования. Для снижения контактных напряжений на втулке 4 фаска С предусматривается достаточной ширины и выполняется под углом, строго соответствующим углу заходной части I штыря 1. Точное центрирование происходит при контакте части II штыря 1 с зоной IV втулки 4. В конце хода операции спаривания опок часть III штыря-соприкасается с зоной V втулки 4. Происходит окончательная сборки. В результате износ зоны V втулки 4 минимален, т. к. соприкасается со штырем I
со
с
00
о
N5 Ю
Ј
только в конце хода: опоки к этому времени .уже практически хорошо сцентрированы, радиальные нагрузки стали небольшими. К тому же, штырь I зафиксирован штифтом 3 от поворота вокруг собственной оси.
Таким образом, в штыревом соединении только часть поверхностей штыря и втулки используется для операции центрирования опок в момент их сближения с учетом неточной установки их друг относительно друга при заходе на рабочую позицию. В результате увеличивается износостойкость деталей штыря и втулки, повышается долговечность оснастки. Формула изобретения Штыревое соединение деталей преимущественно модельной опочной оснастки,
0
5
содержащее укрепленный в одной из деталей штырь, состоящий из последовательно расположенных заходной части, конусного центрирующего и цилиндрического базового участков, и установленную в другой детали втулку с фаской на заходной части, в отверстии которой размещен базовый участок штыря, при этом диаметр отверстия втулки соответствует диаметру упомянутого базового участка штыря, отличающее- с я тем, что, с целью повышения долговечности за счет увеличения износостойкости втулки, центрирующий участок штыря выполнен с продольными лысками, а втулка и штырь снабжены средствами для предотвращения их взаимного проворота вокруг продольной оси.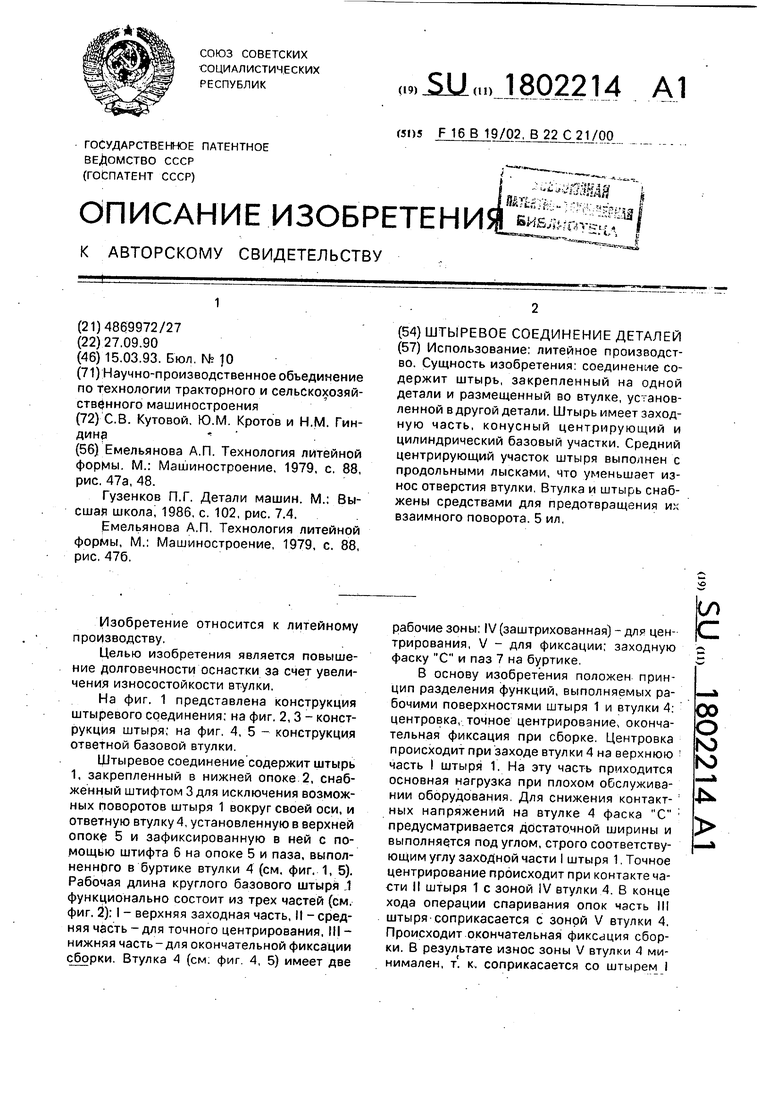
| название | год | авторы | номер документа |
|---|---|---|---|
| Центрирующий узел | 1987 |
|
SU1519825A1 |
| Установка для сборки форм | 1987 |
|
SU1477517A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Устройство для сборки деталей | 1987 |
|
SU1535691A1 |
| Заклепка | 1988 |
|
SU1516637A1 |
| Устройство для сборки изделий | 1983 |
|
SU1110586A1 |
| СПОСОБ ПРОСТАНОВКИ СТЕРЖНЕЙ В ЛИТЕЙНУЮ ФОРМУ | 2022 |
|
RU2805406C2 |
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| СТЫК РАМНЫХ КОНСТРУКЦИЙ | 1998 |
|
RU2140023C1 |
| Заклепка | 1987 |
|
SU1490328A1 |
Использование: литейное производство. Сущность изобретения: соединение содержит штырь, закрепленный на одной детали и размещенный во втулке, установленной в другой детали. Штырь имеет заход- ную часть, конусный центрирующий и цилиндрический базовый участки. Средний центрирующий участок штыря выполнен с продольными лысками, что уменьшает износ отверстия втулки. Втулка и штырь снабжены средствами для предотвращения их взаимного поворота. 5 ил,
Фиг. /
WIIW
Фиг. Ч
Риг.З
| Емельянова А.П | |||
| Технология литейной формы | |||
| М.: Машиностроение, 1979, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Гузенков П.Г | |||
| Детали машин | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Емельянова А.П | |||
| Технология литейной формы, М.: Машиностроение, 1979, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Электрический аппарат для охраны касс, основанный на действии катодного реле | 1922 |
|
SU476A1 |
