10
(Л
СП
со
00
ю
СП
11
Изобретение относится к литейному производству, в частности к формовочным линиям, формовка на которых производится в парных опоках.
Целью изобретения является улучшение технических и экономических показателей процесса эксплуатации и изготовления.
На чертеже показана конструкция центрирующего узла литейных опок.
зел центрирования литейных опок содержит обоймы 1 и 2, установленные в верхней 3 и нижней 4 опоках, с износостойкими конусными вкладышами 5 и 6. Центрирующий двухсторонний направляющий щтырь 7 закреплен во вкладыщах 5 обоймы 1 верхней опоки 3. Обоймы 1 и 2 снабжены резьбовой частью, на которую установлены стандартные крепежные детали шайбы 8 и 9 и навернутые гайки 10 и .
Узел работает следующим образом (. ,:с- смотрим опоку верха).
При ослабленной гайке 10 штырь 7 в силу принятых допусков в обойме 1 легко устанавливается между вкладышами 5, выпо;1ненными из ИЧХ или другого любого износостойкого твердосплавного мета:1ла. При наворачивании гайки 10 на обойму I она, упираясь в шайбу 8, которая упирается в опоку 3, в силу чего обойма 1, двигаясь вдоль своей оси, передвигает за собой вкладыши 5, скользящие по конусному отверстию опоки 3, передвигаются и перпендикулярно оси обоймы 1, осуществляя зажим штыря 7. Усилие зажима штыря 7 полностью зависит от приложенного усилия к гайке 10 и от принятых допусков на о юрных частях обоймы, и может быть доведено до любой прессой посадки.
На опоке низа 4 работа узла аналогична описанному, разница только в том, что допуск на опорных частях обоймы 2 расчитан так, что щтырь 7 во вкладышах 6 скользит по ходовой посадке.
Форма центрирующего щтыря может быть как цилиндрической, так и со снятыми по всей длине лысками.
Использование обойм с износостойкими конусными икладышамн для закрепления
центрирующего штыря в верхней опоке, делает заявляемую конструкцию быстросъ- емной, а следовательно, позволяет повысить производительность формовочной линии за счет сокращения времени на )нтные и аварийные работы.
Применение износостойких конусных вкла- дыщей в конструкции центрирующего узла позволит повысить обшую стойкость обойм и сделать ее равной стойкости опоки, тем самым снизить трудоемкость изготовления в целом ncer:i узла и г к июмить прокат, тач как замене в про:ич : j работы подвергают один центрируюш.ий штырь.
Расположение узла зажима п верхней и нижней опоках обеспечивает б v точное их соединение, а значит спос(.1: гствует снижению брака ли-|ья но перекосу.
Выполнение штыря .щусторонним по.по- ляет увеличить его срок , а так ке экономить прокат. Наличие конусных поверхностей на вкладышах и отверстиях в ушках опок обеспечивает центровку вкладышей и штырей между собой.
Формула изобретения
0
1.Центрирующий узел преимущественно для литейных опок, включающий центрирующий штырь н направляющую втулку, закрепленные в отверстиях верхней н нижней опок, отличаюип мск гем, что, с целью улучп1енпя 1 ex:iH4fCKHx и экономических показате .CL ::ь()1;,есса экс1 луатации и изготовления, на1фав;1кюп1,ая вту.1ка представляет собой обойму, имею лую резьбу на на- р жной поверхности и гайку, и нзносостой- кн;, вкладыши с конусной наружной поверх5 Н01 гью, закрепленные на торце обоймы, п|П1 этом отверстие в опоке для направляю- втулки выполнено аналогично наружной поверхности износостойких вкладышей.
2.Узел по п. 1, отличающийся тем, что, 0 он снабжен дополнительной направляющей
втулкой, аналогичной основной, установленной в отверстии опоки для направ тяю- щего штыря, который выполнен двухсторонним и полым.
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1979 |
|
SU839663A1 |
| Оснастка для вакуумной формовки | 1983 |
|
SU1323215A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1972 |
|
SU350569A1 |
| Центрирующая пара | 1991 |
|
SU1811435A3 |
| Оснастка для вакуумной формовки | 1979 |
|
SU865486A2 |
| Устройство для разметки и контроля модельной оснастки | 1980 |
|
SU900936A1 |
| МЕХАНИЗМ КРЕПЛЕНИЯ МОДЕЛЕЙ К КООРДИНАТНОЙ ПЛИТЕ | 1995 |
|
RU2111078C1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
Изобретение относится к литейному производству, имеющему формовочные линии, формовка на которых производится в парных опоках. Цель изобретения улучшение технических и экономических показателей процесса эксплуатации и изготовления. Узел содержит обоймы 1 и 2, установленные в верхней 3 и нижней 4 опоках с износостойкими вкладышами 5,6. Центрирующий штырь 7 закреплен во вкладышах 5 обоймы 1 верхней опоки 3. Обоймы 1,2 снабжены резьбовой частью, на которые установлены стандартные крепежные детали: шайбы 8,9 и гайки 10,11. 1 з.п. ф-лы, 1 ил.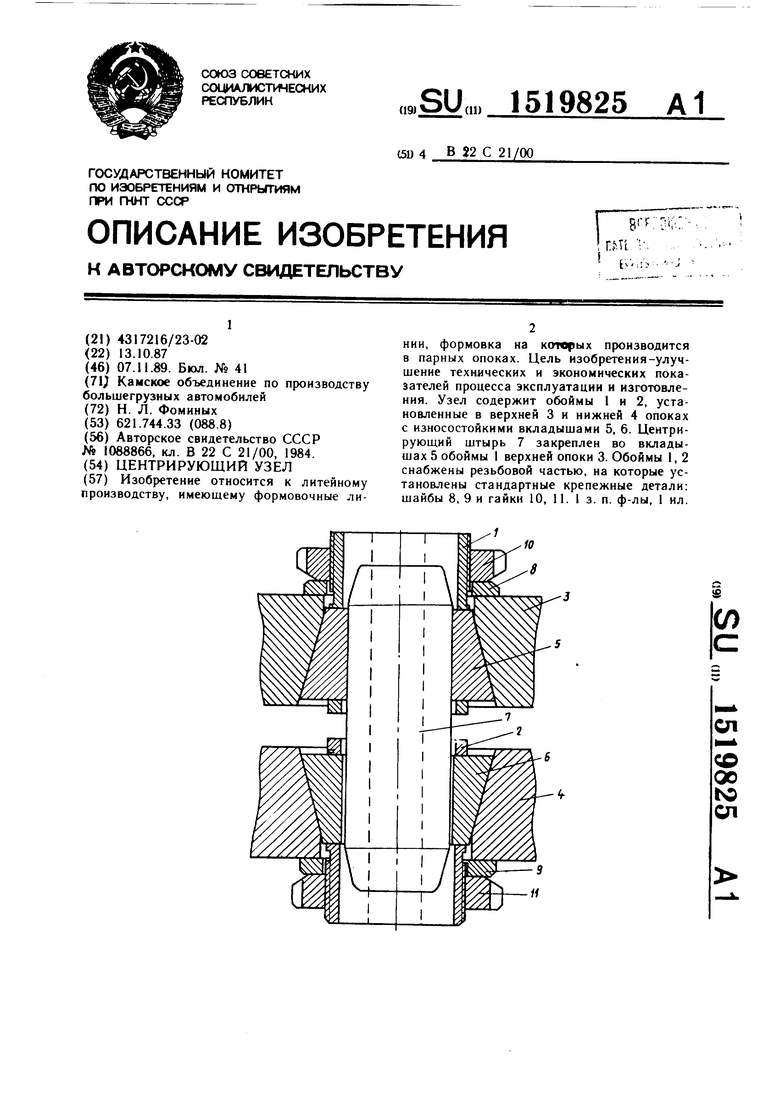
| Устройство для скрепления опок | 1983 |
|
SU1088866A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
