да пуансона 16. Длина отвода при этом несколько уменьшается, а толщина стенки в зоне осадки увеличивается до требуемых величин.
Минимизация реактивных сил трения при вытяжке отвода, калибровка наружной поверхности, последующая осадка отвода и калибровка толщины стенки торцовой части отвода позволяют получить деталь 17 с отводами большей длины из полуфабриката 1 с отводом, имеющим открытый торец.
Таким образом, данный способ по сравнению с известным обеспечивает увеличение длины отвода и повышение качества деталей, имеющих равномерную толщину стенки отвода.
Формула изобретения
1. Способ изготовления полых деталей С отводами из трубных заготовок, включающий формирование отвода в рабочую полость полуматрицы путем воздействия на внутреннюю поверхность заготовки давлением эластичной среды, торцовой осадки
заготовки и противодавления на наружную поверхность донной части формируемого отвода и последующее удаление донной части полученного отвода, отличающийся
тем, что, с целью увеличения длины отвода и повышения качества деталей путем уменьшения сил трения, действующих на боковых поверхностях отвода в процессе его изготовления, после удаления донной части отвода со стороны рабочей полости полуматрицы внутрь отвода вводят оправку и осуществляют вытяжку отвода в кольцевой зазор, образованный оправкой и полуматрицей, путем локального воздействия
эластичной среды в зоне сопряжения стенки заготовки с отводом и торцовой осадки заготовки, после чего калибруют отвод по. наружной поверхности давлением эластичной среды изнутри, а затем оформляют торец отвода.
2. Способ по п.1,отличающийся тем, что оформление торца отвода осуществляют путем его торцовой осадки.
Фиг.З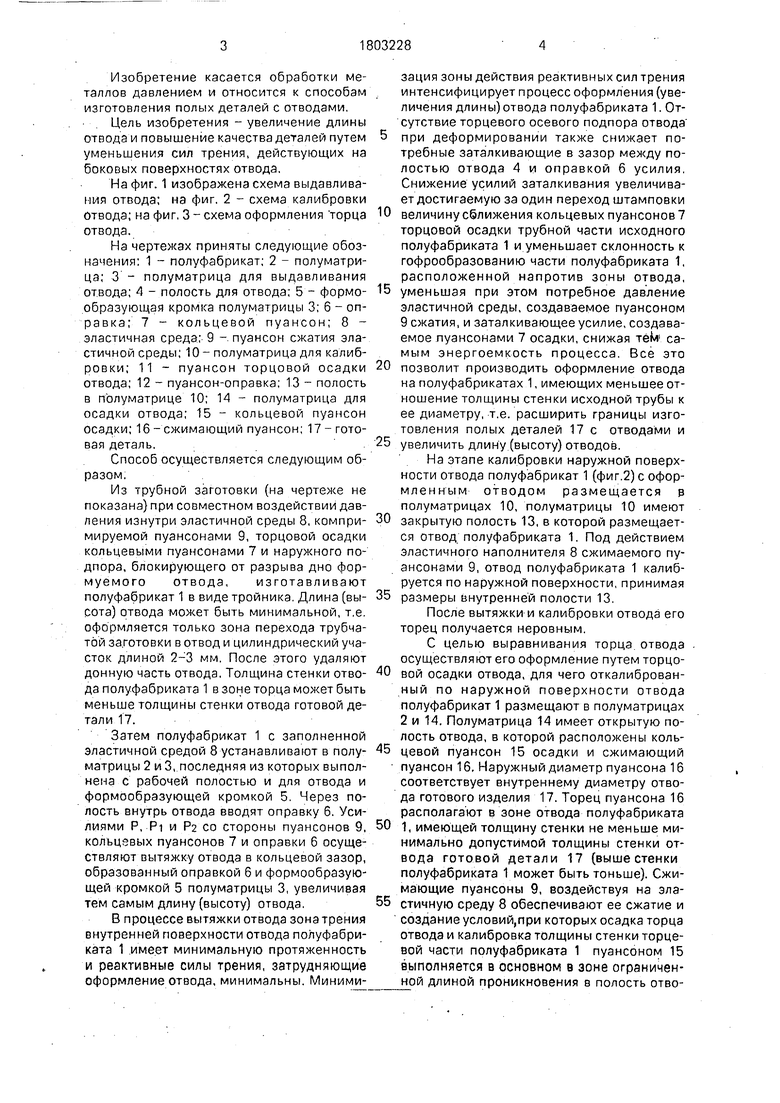
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2001 |
|
RU2208492C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ И ПРИЗМАТИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166398C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| Устройство для калибровки труб | 1979 |
|
SU1058665A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |