(54) СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЬЕВ ШЕСТЕРЕН
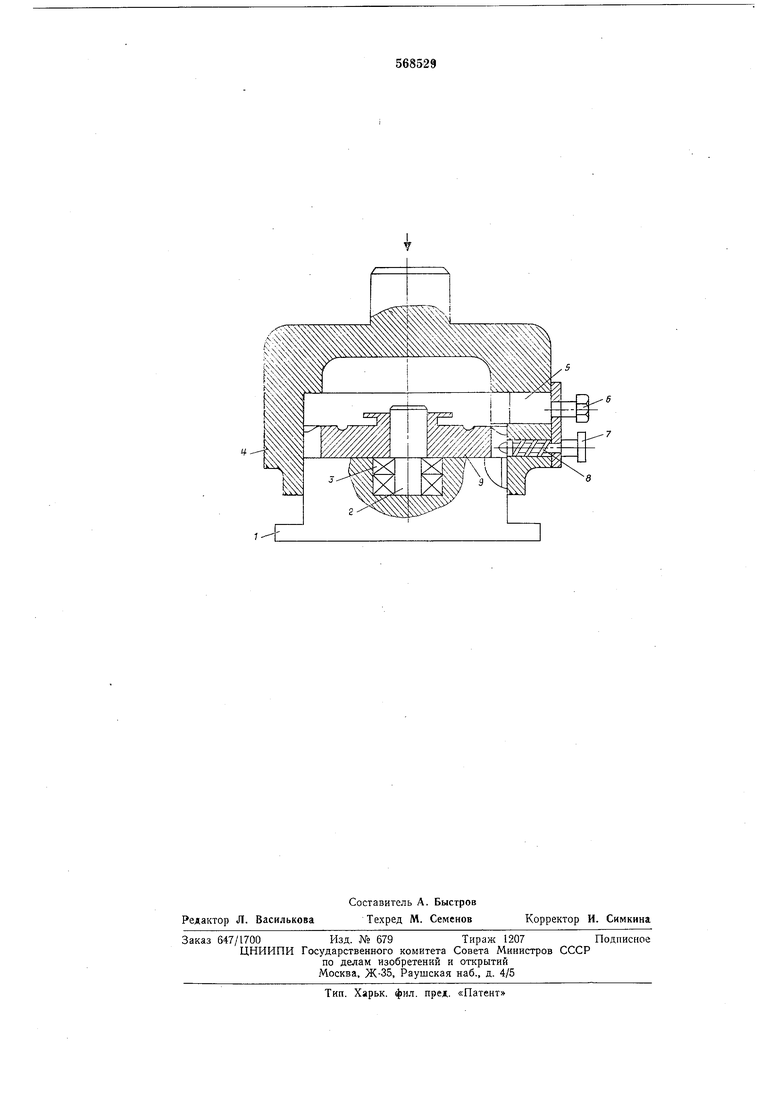
ремещение головки срезается металл поочередио в каждой владине.
После прорезки впадин шестерня обкатывается валками с гл адкой поверхностью зубьев.
Предлагаемый способ осуществляют следующим образам.
Пример. Изношенные по торцам зубья шестерни предварительно очищали, затем обезжиривали в растворе каустической соды. После этого наплавляли сплошной слой металла ПО периметру венца со стороны торцового износа при напряжении дуги 29 В, скорости подачи электрода 67 м/мин и окружной скорости врапдения наплавляемой детали 0,11 м/мин.
Наплавку вели стальны.м ленточным электродом (марка стали электрода У-8А) сечением 0,5Х10 мм, ;под слоем флюса (флюс марки АН-348А). Для наплавки использов али установку 1728Н, (разработала в Казахском научно-исследовательском и проектном институте автомобильного транспорта), включающую автоматическую наплавочную головку марки А-750, механизм привода вращения |Наплавляемой детали и селеновый выпрямитель ВАС-300.
После наплавки шестерню отжигали s электропечи соаротивления Н-50 прИ 650° С в течение 1 ч 30 мин с последующим постепенным охлаждением, затем калибровали по внутреннему диаметру посадочного отверстия ступицы на протяжном станке типа 7А-250 шестишлицевой протяжкой при потребном усилии для калибровки 0,8 т.
После калибровки снимали с наружного диаметра наплавленный слой металла до уровня вершин зубьев, затем протачивали торец ше1стерни со стороны н аплавки в размер по длине зуба, заданной чертежом, на то карном станке модели К-62 при скорости резания 250-300 м/мин. После обработки на токарном станке шестерню прорезали по впадина.м зубьев с помощью гидравлического пресса «ГАРО 40 т и приспособления для прорезки впадин зубьев шестерен с усилие-м среза 5,5-6 т. Металл удаляли последовательно из каждой Впадины между зубьями на всю глубину последней за один проход резцапуансона. При этом оставляли при1пуск от 0,08 до 0,1 мм ,на каждую сторону зуба.
Пэсле прорезки шестерню обкатывали в течение 15-20 сек при оборотах 300-350 об/ мин и радиальном давлении 1000 кг на станке марки 5М714 с помощью эталонного зу.бчатого колеса (обкатника) с параметрами зуба, как и у обкатываемой шестерни, изготовленного из стали 40Х и упрочненного химикотерлшческой обработкой. В этой операции металл припуска на чистовую обработку вытесняется за счет пластического деформирования при радиальном давлении обкатника на шестерню в вершину и торец зубьев, чем достигается выравнивание уровней наплавленной и оставшейся частей зуба по его длине.
После обкатки снимали металл припуска наплавленной части зубьев, вытесненный з вершину и торец зубьев, на токарном станке модели К-62 при скорости резания 250- 300 MIMUH, затем .производили формировку торцов зубьев (затььтовка зубьев) на затыловочном станке марки 5М580. Режим обработки прини-малл такой же, как и при обработке новых шестерен.
После затыловки зубьев воостановленную
по геометрическим размерам зубчатого венца шестерню подвергали газовому .цианированию при 350-900° С в течение 8-12 ч в электропечи типа ШЦН, изготавливаемой бийским заводом «Электропечь.
После цианирования шестерню охлаждаЛ И и далее производили закалку. Периметр зубчатого .венца нагревали током высокой частоты (ТВЧ) до 850° С, затем охлаждали в масле.
Формула изобретения
1. Способ восстановления зубьев шестерен, включающий операции наплавки металла на
изношенный участок зубчатого венца, отжига, предварительной механической обработки зубьев путем удаления излишков металла из впадин между зубьями, чистовой обработки поверхности зубьев и термической обработки,
отличающийся тем, что, с целью noiBbiшения качества восстановления и производительности процесса, предварительную механическую обработку осуществляют за один проход резцом-пуансоном, а чистовую обработку
повер.кности зубьев производят методом холодной пластической деформации обкатными валками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления зубчатых валов | 1986 |
|
SU1488175A1 |
| Способ восстановления зубчатых венцов колес | 1985 |
|
SU1449302A1 |
| Способ восстановления зубчатых колес | 1991 |
|
SU1803298A1 |
| Способ восстановления зубьев | 1990 |
|
SU1731511A1 |
| Способ восстановления изношенных зубчатых колес | 1979 |
|
SU874249A1 |
| Способ наплавки | 1991 |
|
SU1834760A3 |
| Долбяк и способ его использования для восстановления зубчатых колес | 1981 |
|
SU973283A1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| Способ восстановления деталей с внутренним зубчатым профилем | 1988 |
|
SU1648712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ЗУБЧАТОГО КОЛЕСА | 1990 |
|
RU2009810C1 |