Известны способы бесцентрового шлифования поверхностей тел вращения на неподвижных опорных башмаках с эксцентричным расположением обрабатываемой относительно оси шпинделя станка и симметричным расположением двух Опорных башмаков относительно направления рабочей подачи.
Предлагаемый способ отличается тем, что для более эффективного выведения некруглости детали в проце-ссе шлифования, угол симметрии расположения опорных башмаков принимают примерно 45° нрИ угла охвата детали поверхностями башмаков в пределах 50-60°.
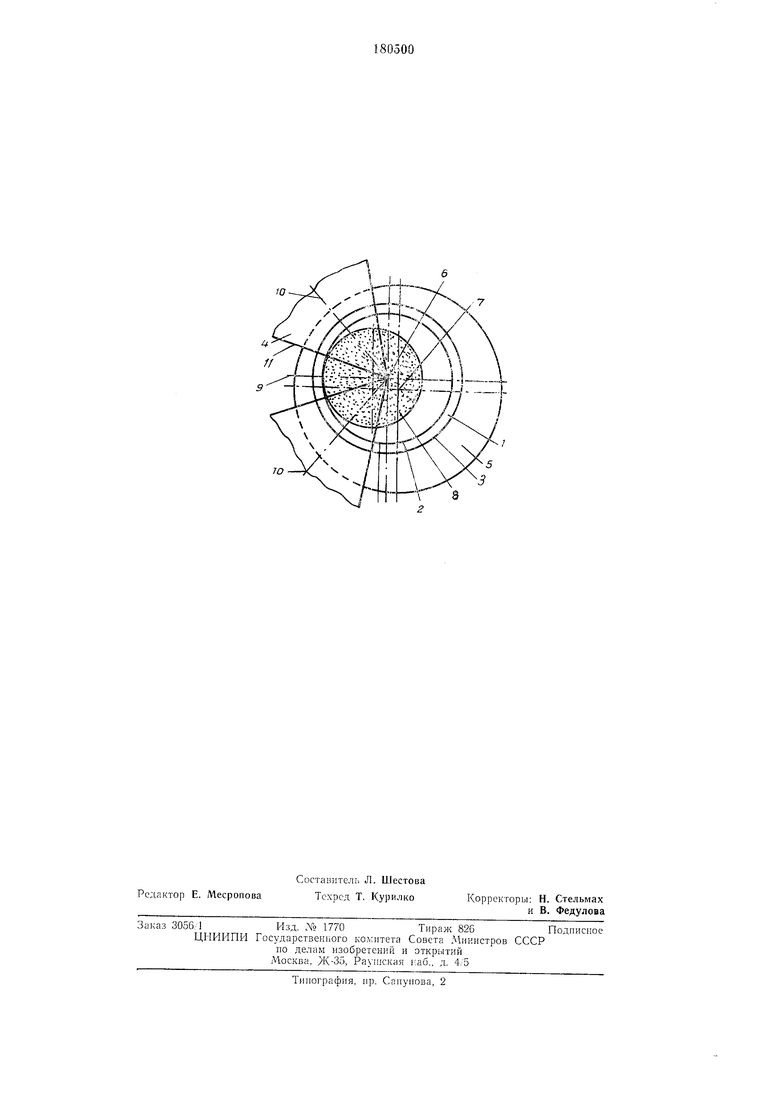
Чертеж поясняет предлагаемый способ.
Наружное кольцо / подшипника качения, внутренняя поверхность 2 которого подлож ит обработке, заранее обработанной наружной Поверхностью 3 устанавливают на неподвижные опорные башмаки 4 ;и прижимают электромагнитом к торцу ведушего шпинделя 5. При такой установке центр 6 наружного кольца смеш.ают относительно центра 7 шпинделя на некоторое расстояние в вертикальном к ноиеречном направлениях.
Паправление -рабочей подачи шлифовального круга 8 цр« обработке выбирают по оси 9
симметрии расположения опорных башмаков оси 10 которых с осью 9 составляют углы в 45°. Опорам для лучшей фшксацил .положения центра (оси) наружного кольца независимо от формы отклонения наружной поверхности задают угол охвата, образованный боковыми сторонами 11 в пределах 50-60°.
Предлагаемый способ позволяет упростить конструкцию станков для шлифования поверхностей тел вращения и увеличить производительность.
Предмет изобретения
Способ бесцентрового ш,т;ифования поверхностей тел вращення на неподвижных опорных башмакак с эксцентричным расположением обрабатываемой детали относительно оси шпинделя стайка и симметричным расположением двух опорных башмаков относительно направления рабочей подачи, отличающийся тем, что, с целью более эффективного выведения некруглости детали в процессе шлифования, угол симметрии расположения опорных башмаков принимают примерно 45° при углах охвата детали поверхностями башмаков в пределах 50-60°.
70
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| Устройство для бесцентровой обработки на башмаках | 1972 |
|
SU512030A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУГЛЫХ ДЕТАЛЕЙ | 1969 |
|
SU241903A1 |
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 2004 |
|
RU2284255C2 |
| Круглошлифовальный станок | 1974 |
|
SU616114A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВРАЩАЮЩЕГОСЯ КЛАПАНА ДЛЯ РУЛЕВОГО МЕХАНИЗМА С ГИДРОУСИЛИТЕЛЕМ | 1991 |
|
RU2091707C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 1998 |
|
RU2134404C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |