Изобретение относится к усовершенствованному способу получения циклических эфиров, которые могут полимеризоваться в высокомолекулярные полимерные пластические материалы, особенно полезные для использования в медицине для таких видов применения, как приспособления для закрытия ран, ортопедические имплантанты и носители для лекарств с регулируемым высвобождением активного вещества. Эти области применения требуют, чтобы циклические эфиры были в высокой степени чистыми, так чтобы они могли полимеризоваться в полимеры с длинной цепью.
Цель изобретения - упрощение процесса и повышение выхода и чистоты целевого продукта.
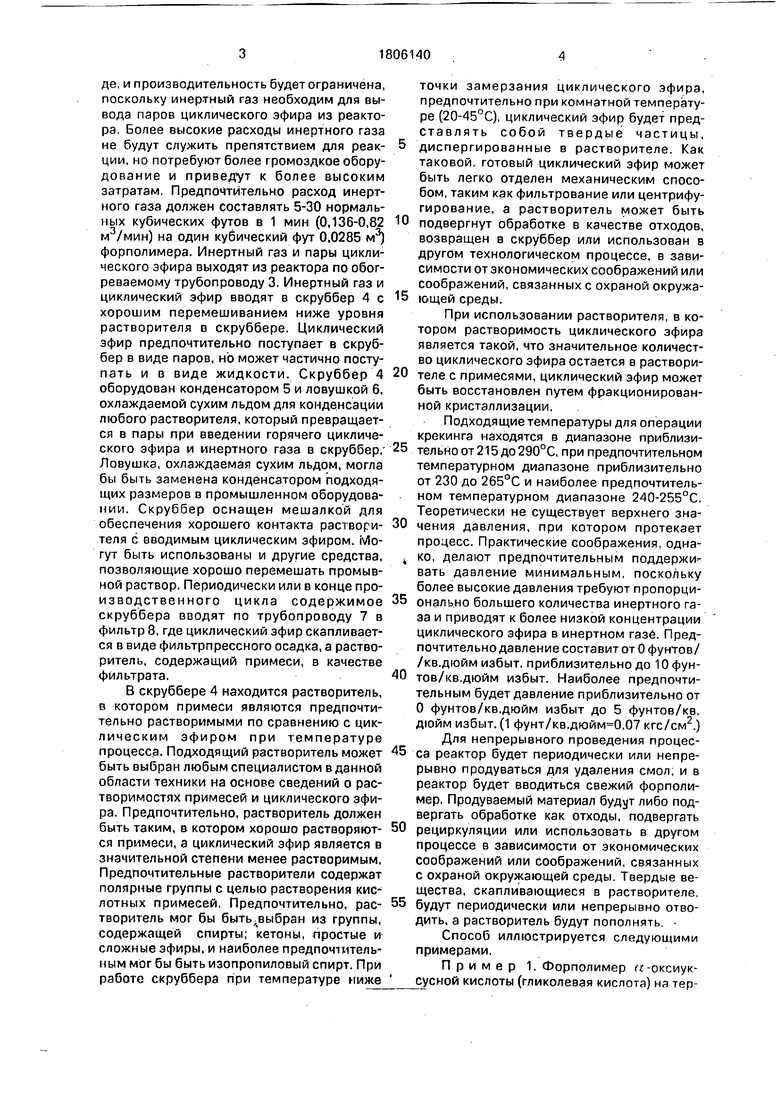
На чертеже изображен реактор, оборудованный мешалкой.
Форполимер вводят в реактор 1 с интенсивным перемешиванием или его получают в реакторе и нагревают до достаточно высокой температуры с целью расщепления форполимера. Могут быть использованы и другие средства, обеспечивающие хорошее перемешивание содержимого реактора. Крекинг в реакторе осуществляют при давлении, близком к атмосферному, или при давлении выше атмосферного. В процессе этого крекинга инертный газ, предпочтительно азот, вводят по трубопроводу 2, который расположен в реакторе так, чтобы обеспечить тесный контакт с форполиме- ром.
Инертный газ предпочтительно предварительно нагревают до температуры реакции. Инертный газ впрыскивают ниже поверхности содержимого реактора 1. Место ввода находится ниже мешалки. Расход инертного газа поддерживают достаточно высоким для того, чтобы не ограничивать производительность процесса. Если расход инертного газа является слишком низким, это отрицательно может сказаться на выхоел
с
00
о о
Ј о
Сл
де, и производительность будет ограничена, поскольку инертный газ необходим для вывода паров циклического эфира из реактора. Более высокие расходы инертного газа не будут служить препятствием для реакции, но потребуют более громоздкое оборудование и приведут к более высоким затратам. Предпочтительно расход инертного газа должен составлять 5-30 нормальных кубических футов в 1 мин (0,136-0,82 м3/мин) на один кубический фут 0,0285 м3) форполимера. Инертный газ и пары циклического эфира выходят из реактора по обогреваемому трубопроводу 3, Инертный газ и циклический эфир вводят в скруббер 4 с хорошим перемешиванием ниже уровня растворителя в скруббере. Циклический эфир предпочтительно поступает в скруббер в виде паров, но может частично поступать и в виде жидкости. Скруббер 4 оборудован конденсатором 5 и ловушкой 6. охлаждаемой сухим льдом для конденсации любого растворителя, который превращается в пары при введении горячего циклического эфира и инертного газа в скруббер. Ловушка, охлаждаемая сухим льдом, могла бы быть заменена конденсатором подходящих размеров в промышленном оборудовании. Скруббер оснащен мешалкой для обеспечения хорошего контакта растворителя с вводимым циклическим эфиром. Могут быть использованы и другие средства, позволяющие хорошо перемешать промывной раствор. Периодически или в конце про- изводственного цикла содержимое скруббера вводят по трубопроводу 7 в фильтр 8. где циклический эфир скапливается в виде фильтрпрессного осадка, а растворитель, содержащий примеси, в качестве фильтрата,
В скруббере 4 находится растворитель, в котором примеси являются предпочтительно растворимыми по сравнению с циклическим эфиром при температуре процесса. Подходящий растворитель может быть выбран любым специалистом в данной области техники на основе сведений о рас- творимостях примесей и циклического эфира. Предпочтительно, растворитель должен быть таким, в котором хорошо растворяются примеси, а циклический эфир является в значительной степени менее растворимым, Предпочтительные растворители содержат полярные группы с целью растворения кислотных примесей, Предпочтительно, растворитель мог бы быть выбран из группы, содержащей спирты; кетоны, простые и сложные эфиры. и наиболее предпочтительным мог бы быть изопропиловый спирт. При работе скруббера при температуре ниже
точки замерзания циклического эфира, предпочтительно при комнатной температуре (20-45°С), циклический эфир будет пред- ставлять собой твердые частицы,
диспергированные в растворителе. Как таковой, готовый циклический эфир может быть легко отделен механическим способом, таким как фильтрование или центрифугирование, а растворитель может быть
подвергнут обработке в качестве отходов, возвращен в скруббер или использован в другом технологическом процессе, в зависимости от экономических соображений или соображений, связанных с охраной окружа5 ющей среды.
При использовании растворителя, в котором растворимость циклического эфира является такой, что значительное количество циклического эфира остается в раствори0 теле с примесями, циклический эфир может быть восстановлен путем фракционированной кристаллизации.
Подходящие температуры для операции крекинга находятся в диапазоне приблизи5 тельноот215до290°С, при предпочтительном температурном диапазоне приблизительно от 230 до 265°С и наиболее предпочтительном температурном диапазоне 240-255°С. Теоретически не существует верхнего зна0 чения давления, при котором протекает процесс. Практические соображения, одна- v ко, делают предпочтительным поддерживать давление минимальным, поскольку более высокие давления требуют пропорци5 онально большего количества инертного газа и приводят к более низкой концентрации циклического эфира в инертном газе. Предпочтительно давление составит от 0 фунтов/ /кв.дюйм избыт, приблизительно до Юфун0 тов/кв.дюйм избыт. Наиболее предпочтительным будет давление приблизительно от О фунтов/кв.дюйм избыт до 5 фунтов/кв. дюйм избыт. (1 фунт/кв.,07 кгс/см2.) Для непрерывного проведения процес5 са реактор будет периодически или непрерывно продуваться для удаления смол; и в реактор будет вводиться свежий форполи- мер. Продуваемый материал будут либо подвергать обработке как отходы, подвергать
0 рециркуляции или использовать в другом процессе в зависимости от экономических соображений или соображений, связанных с охраной окружающей среды. Твердые вещества, скапливающиеся в растворителе,
5 будут периодически или непрерывно отводить, а растворитель будут пополнять.
Способ иллюстрируется следующими примерами.
Пример 1. Форполимер пг-оксиуксусной кислоты (гликолевая кислота) на термически стабильном остове простого полиэфира был получен с использованием 70%- ной оксиуксусной кислоты технической чистоты. 390 г 70%-ной оксиуксусной кислоты технической чистоты, 390 г Terethane 2000, 7,4 г окиси кальция и 2 г окиси сурьмы (ЗЬаОз) в качестве катализатора поместили в реактор номинальным объемом 1 л с мешалкой (цилиндрическую реакционную колбу), снабженный барботером, расположенным так, чтобы производить подачу азота ниже уровня мешалки. Реактор нагрели сначала при атмосферном давлении для удаления большей части воды и затем при давлении 10 мм рт.ст. до тех пор, пока больше не наблюдалась конденсация воды, что свидетельствовало о том, что предварительная полимеризация была полной. Температура в ходе этой полимеризации была поднята до 195°С и процесс поддерживали при этой температуре до тех пор, пока предварительная полимеризация не была полной.
После завершения предварительной полимеризации скруббер с растворителем, снабженный мешалкой и содержащий 600 см3 изопропилового спирта, соединили с реактором. Температура изопропилового спирта в самом начале цикла соответствовала комнатной температуре. Не предпринималось никаких попыток регулировать температуру в ходе проведения цикла, и подачу сухого азота (N2) в реактор начали при расходе приблизительно 0,35 н.куб.фут/мин (0,01 н.м3/мин) или 17 н.куб.фут/мин на 1 куб. фут/мин форполи- мера, а температуру в реакторе постепенно увеличили приблизительно до 255°С. Для предотвращения застывания гликолида в трубопроводе, идущем к скрубберу, был использован стеклянный теплообменник. На- блюдалась конденсация определенного количества гликолида в этом трубопроводе, когда температура в реакторе достигла 235°С. Температура в реакторе в ходе эксперимента находилась в диапазоне прибли- зительно от 250 до 260°С, к концу реакции температура в скруббере повысилась от комнатной до 45°С. Гликолид кислоты был выделен в скруббере с растворителем в виде суспензии.
Реакцию прекратили через 3,5 ч, хотя гликолид кислоты еще выделялся. После прекращения подачи азота и работы мешалки скруббера, в скруббере быстро выпали в осадок кристаллические частицы эфира гли- колида кислоты белого цвета. Слой растворителя, слабо окрашенный желтоватыми примесями, слили. Продукт смешали с 200 см3 свежего изопропилового спирта и удалили в виде суспензии в фильтр. Для сведения к минимуму контакта с атмосферной влагой через фильтропрессный осадок продули азот. Фильтрование продолжили до тех пор, пока в условиях вакуума из фильтровального осадка не наблюдался выход никаких капелек изопропилового спирта. Влажный фильтровальный осадок весил 110 г. Весовое процентное содержание кислотных примесей (свободные кислоты в виде оксиуксусной кислоты) в фильтрованном продукте было определено путем растворения 1 г фильтрованного продукта в 100 см смеси метанола и ацетона в соотношении 1:1 и титрования раствора с помощью стандартного раствора метилата натрия с использованием автоматического титратора. Было определено, что весовое процентное содержание кислотных примесей составляло 0,03%, что отвечает требованию, согласно которому приемлемый для полимеризации гликолид должен содержать менее 0,05% примесей свободных кислот. Часть фильтровального осадка высушили путем простого пропускания N2 через него в течение 1,5 ч при комнатной температуре. В результате высушивания масса осадка уменьшилась на 10%, что свидетельствует о том, что мокрый фильтровальный осадок содержал 10% изопропилового спирта. Таким образом, получили 110x0,9 99 г продукта на сухом основании, в то время как по теории возможно получить из исходного 70 вес.%-ной оксиуксусной кислоты 390x0,7x58/76 208,34 г; выход составил 99/208, 34 47,5% от теории. Газохроматографический анализ части высушенного продукта, растворенного в ацетоне, продемонстрировал наличие приблизительно 0,06% изопропилового спирта (ИПС) в этом высушенном продукте. Высушенный продукт характеризовался дифференциальной сканирующей калориметрией (ДСК) и спектроскопией ядерного магнитного резонанса (ЯМР). ДСК продемонстрировала резкую графическую зависимость плавления с пиком при температуре 85,3°С и точку плавления 82,2°С, что свидетельствует о высокой степени чистоты. Протонный ЯМР мог бы предсказать, что за исключением остаточного ИПС после сушки,; продукт содержал более 99,8% гликолида. с
В итоге, без какой-либо перекристаллизации получили гликолид, имеющий чистоту свыше 99,8% и содержащий менее 0,05% примесей свободных кислот, причем выход составляет 47,5% от теории.
Пример 2. Форполимер в этом примере был получен из метилгликолята и термически стабильного простого полиэфира. 1000 г метилкликолята, 520 г Terethane 2000, 14,8 г окиси кальция и 4,9 г 5Ь20з в качестве
катализатора нагрели в отдельной колбе под атмосферным давлением с целью удаления метанола, Метанол был удален с помощью ректификационной колонны с тем, чтобы сохранить метилгликолят в реакционной массе. Температуру реакции поддерживали равной 185°С. Эту реакцию полимеризации продолжали до тех пор, пока не наблюдалось больше выхода метанола. Непрореагировавший метилгликолят (метиловый эфир гликоле вой кислоты) затем удалили путем наложения вакуума при 195°С. Расчеты, основанные на выделении метанола, показали, что 47% или 470 г исходного метилового эфира гликолевой кислоты было превращено в форполимер,
Форполимер затем поместили в реактор номинальным объемом 1 л, в котором его нагревали в тесном контакте с N2, как описано в примере 1. Подачу азота регулировали в интервале 0,3-0,4 н.фут /мин (0,008-0,0115 нм /мин). Когда температура в реакторе постепенно повышалась и достигла 234°С, наблюдалось застывание существенного количества гликолида в трубопроводе, идущем к скрубберу, что привело к ограничению потока и тем самым к повышению давления в реакторе свыше атмосферного до 5 дюйм (127 мм рт.ст.) или 2,5 фунт на кв. дюйм (0,175 кг/см ), что измерялось нанометром, соединенным с реактором. Застывший гликолид расплавили путем подачи горячей воды в теплообменник. Давление уменьшилось до 1 дюйм (254 мм рт.ст.). Продолжали повышать температуру в реакторе и придерживали ее в интервале от 250 до 258°С Постоянное количество гликолида в единицу времени поступило в приемник в течение 2 ч. после того оно началось уменьшаться, Его выделяли в течение еще 1 ч, а затем продолжали постепенно увеличивать температуру в реакторе свыше 270°С в течение последующего часа с тем, чтобы повысить расход гликолида. Когда выделялось очень небольшое количество гликолида в единицу времени даже при 270°С, реакция прекратилась. Таким образом, крекинг осуществлялся в течение общего периода 4 ч. В качестве исходного изопропилового спирта в скруббере (как описано в примере 1) служил фильтрат из предыдущего эксперимента. Его исходная температура равнялась комнатной температуре, и. аналогично примеру 1, никакой попытки не предпринималось для регулирования этой температуры в ходе опыта. Его не декантировали в конце опыта, как в примере 1. Готовую суспензию отфильтровали под азотной подушкой аналогично примеру 1. Масса фильтровального осадка составила 236 г. Отфильтрованный
продукт представлял собой чистое и кристаллическое вещество белого цвета. После нескольких дней хранения при комнатной температуре продукт промыли изопропиловым спиртом с целью удаления какой-либо поверхностной влажности, которая могла бы скопиться в процессе хранения, и подвергли фильтрованию. При этом было обнаружено, что в фильтровальном осадке не
0 содержалось никаких обнаруживаемых кислотных примесей. Таким образом, продукт имеет более высокую степень чистоты по сравнению с продуктом, полученным в примере 1.
5 236 г фильтровального осадка содержало 236 х 0,9 212,5 г продукта к-а сухом основании, в то время как по теории возможно получить из 470 г метилгликолята, превращенного в форполимер, 470 х 58/90
0 302,9 г продукта. Таким образом, даже с применением рециркулированного растворителя получили продукт с высокой степенью чистоты, не содержащий никаких обнаруживаемых кислотных примесей, при5 чем выход составляет 212,5/302,9 70,1% от теории.
Расход азота, применяемый выше, составляет 11 н.куб.фут/мин на 1 куб.фут фор- полимера в начале реакции, а 20
0 н.куб.фут/мин на 1 куб.фут форполимера к
концу реакции, когда реакция прекратилась.
Примеры 3-11. Примеры 3-11 были
проведены в соответствии с технологией
принятой в примере 1, начиная с 500 г 70%5 ной оксиуксусной кислоты технической чистоты, 500 г Terethane 200СГ®, 9,5 г окиси кальция и 2,56 г окиси сурьмы в реа кторе с мешалкой номинальным объемом 1 л, В этих опытах больше внимания уделя0 ли развитию расхода гликолида в ходе постепенного повышения температуры в реакторе. Конденсация самых первых капелек гликолида наблюдалась в трубопроводе, идущем к скрубберу, когда температура в
5 реакторе достигла значения 202°С. По мере повышения температуры в реакторе повышался выход гликолида. При 230°С расход конденсируемого гликолида был достаточным для того, чтобы началась закупорка тру0 бопровода, идущего к скрубберу, если не подавалась горячая вода в теплообменник, Постоянный расход гликолида наблюдался при температуре свыше 240°С, который еще увеличился при температурах в интервале
5 250-260°С. При температурах, превышающих 260°С , и, в частности, когда температура приближалась к 265-270°С. капельки гликолида принимали желтоватый цвет. т.е. реакция привела к образованию примесей. придающих продукту желтоватый цвет. Поэтому, когда температура в реакторе повышалась до 250-255°С, она придерживалась на этом уровне, а преобладающую часть крекинга осуществляли при 250-260°С.
Также наблюдали эффект потока азота. Расход гликолида был небольшим при подаче азота в количестве 0,1 н.куб.фут/мин (4 н.куб.фут/мин на 1 куб. фут форполимера) и повышался, когда увеличивали подачу потока до 0,35 н.куб.фут/мин. Дополнительное увеличение до 0,45 н.куб.фут/мин однако не привело к пропорциональному увеличению расхода и поэтому крекинг прежде всего осуществлялся при подаче 0,3-0,4 н.куб.фут/мин (12-20 куб.фут/мин на 1 куб,фут форполимера) азота.
Не предпринималось никакой попытки для регулирования давления в реакторе. Обратное давление, создаваемое потоком азота при течении вниз по оборудованию, составляет примерно 1 дюйм (25 мм рт.ст.) выше атмосферного, что было измерено нанометром, соединенным с реактором.
Результаты этих опытов сведены в таблице. Как следует из таблицы, было получено 135-165 г фильтровального осадка с очень небольшим содержанием кислотных примесей. Ввиду того, что фильтровальный осадок содержал еще примерно 10% растворителя, получили 121,5-148,5 ггликолида на сухом основании. Поскольку по теории возможно получить 500 х 0,7 х 58/76 267,1 г продукта, выход составляет 45,5-55,6% от теории. Продукт имеет высокую степень чистоты (99,92%), как показывает дальнейший анализ композитного высушенного продукта, который более подробно описан в примере 13.
Пример 12. Проведен в соответствии с технологией, принятой в примере 1, начиная с 5000 г 70%-ной оксиуксусной кислоты технической чистоты, 5000 г Terethane 2000®, 95 г окиси кальция и 25,6 г окиси сурьмы в реакторе, снабженном мешалкой, номинальным объемом 12 л (сферическая реакционная колба). Мешалка, используемая в этом примере, была такой же мешалкой, которая использовалась в примерах с реактором объемом 1 л. Таким образом, контактирование с инертным газом было не столь эффективным, как то, которое могло бы быть достигнуто при более крупной мешалке. Конденсатор изолропилового спирта также был тем же самым, который использовался в экспериментах с реактором емкостью 1 л, и он не был в состоянии обработать желаемый, приблизительно в 10 раз больший расход газа. Во время эксперимента в связи с захлебыванием конденсатора крекинг необходимо было прерывать
несколько раз. Обратное давление в реакторе иногда достигало значения 10 дюймов (254 мм рт.ст.) или 5 фунт на кв. дюйм (0,35 кг/см2). Следовало ограничить поток азота
5 на 0,25 н.куб.фут/мин, чтобы обратное давление не превысило значение 5 дюймов (127 мм рт.ст.), т.е. максимальное давление, рекомендуемое для обеспечения безопасности работы в лабораторном стеклянном
0 оборудовании. В случае применения достаточно крупного оборудования можно ожи- - дать более высокий выход (в 10 раз больший выход по сравнению с примерами 3-11). Продукт однако имел очень высокую сте5 пень чистоты, о чем свидетельствует низкое содержание кислотных примесей, показанное в таблице, а также дальнейший анализ (степень чистоты 99,92%), которому подвергают композитный высушенный продукт со- 0 гласно примерам 3-12, как подробно описано в примере 13.
Пример 13. Фильтровальный осадок из каждого из примеров 3-12 хранили в за5 крытых крышками стеклянных бутылях, которые были продуты сухим азотом, в холодильнике в течение нескольких дней. Часть фильтровального осадка, смоченную изопропиловым спиртом, из эксперимента
0 3 (50 г) и весь фильтровальный осадок, смоченный изопропиловым спиртом, из экспериментов 4-12 были объединены. Общая масса объединенного фильтровального осадка после некоторых потерь при отборе
5 проб составила 1995 г. Для облегчения смешения с тем, чтобы обеспечить получение однородной составной суспензии и отмыть любую поверхностную влажность, образовавшуюся в ходе хранения и обработки, к
0 содержимому была добавлена приблизительно одинаковая масса изопропилового спирта и образующуюся смесь подвергли перемешиванию. Образующуюся суспензию профильтровали в две стадии с целью
5 удаления изопропилового спирта. Кислотности фильтровальных осадков из этих загрузок составили 0,01 и 0,03 мае.%, Фильтровальный осадок затем высушили в четырех партиях, каждая при 50°С и при
0 давлении 5 мм рт.ст, в барабанной вакуумной сушилке в течение 3 ч. Кислотности высушенных партий составили 0,03, 0,013, 0,02 . и 0,016 мас.%. По результатам газохрома- тографического анализа в высушенном про5 дукте не содержалось ощутимого количества изопропилового спирта. Исследование с помощью дифференциальной сканирующей калориметрии высушенного продукта продемонстрировало резкую графическую зависимость плавления с пиком при 83,2°С
и точку плавления 82,6°С. Чистота гликоли- да составила 99,92 мол.%.
Пример 14. Принимали более крупное оборудование согласно примеру 12 с реактором емкостью 12 ли те же самые количества исходных материалов и условия реакции, что и в этом примере, но использовали улучшенное оборудование. Использовали более крупные мешалки и конденсатор, а между конденсатором и ловушкой, охлаждаемой льдом, установили вторую колбу для осаждения капелек растворителя и гликоли- да, уносимых более холодным потоком азота, покидающим конденсатор. Когда реакционную массу нагревали, начали подавать азот в количестве 1 н.куб,фут/мин (4 н.куб.фут/мин на 1 куб.фут форполимера). По достижении температуры в реакторе, равной 211°С,наблюдалось застывание гли- колида в трубопроводе, идущем к скрубберу. В этот момент начали подавать горячую воду в теплообменник, а поток азота увеличивали до 2,5 н.куб.фут/мин (10 н.куб.фут/мин на 1 куб.фут форполимера). Придерживали расход азота на этом уровне с тем, чтобы удержать обратное давление, действующее на реактор, на уровне ниже 5 дюймов (127 мм рт.ст.) т.е. максимального давления, рекомендуемого для работы в стеклянном оборудовании. Реакционной массе дали дальше нагреваться, при этом собирали гликолид в скруббере. Когда температура превышала 255°С, установили терморегулятор при этой температуре. Конкретная температура реактора колебалась в интервале 250- 260°С. Крекинг осуществляли 5 ч. После прекращения реакции спускали содержи мое скруббера и второй колбы (после кон денсатора) и продукт отфильтровали, как описано раньше. Масса фильтровального осадка составила 1746г. Одну порцию фильтровального осадка высушивали и подвергали тонкослойной хроматографии. Было найдено, что продукт имеет степень чистоты, равную 99,82 мол.%. В результате эксперимента получили 1746 х 0,9 1571 г гликолида на сухом основании, в то время как по теории возможно получить 5000 х 0,7х х 58/76 2671 г. Выход составил 1571 /2671 58,5% от теории.
Пример 15 (сравнительный). Преимущества данного способа, что касается простоты технологии, чистоты и выхода продукта, демонстрирует сравнение результатов испытаний с результатами следующего эксперимента, осуществляемого в соответствии с прототипом.
В этом эксперименте форполимер получали таким же образом и по такой же химической рецептуре, что и в примерах 1,3-12 и
14, за исключением того, что крекинг осуществляли в вакууме, как описано в литературе по прототипу, без пропускания потока азота для удаления гликолида из реакционной
массы (за исключением подачи небольшого потока азота в трубку, соединяющую верхнюю часть реакционной колбы с вакуумет- ром.для предотвращения ее закупоривания гликолидом).
0 В настоящем примере использовали 7800 г 70-%ной оксиуксусной кислоты технической чистоты, 7800 г Terethane 2000, 148 г СаО и 39 г окиси сурьмы. В качестве реактора применяли обычную круглодон5 ную колбу емкостью 22 л, снабженную мешалкой,-
Крекинг форполимера осуществляли в вакууме, как описано в литературе по прототипу, и выделяющийся гликолид пропускали
0 через конденсатор в приемную колбу, связанную с вакуумным насосом через ловушку, охлаждаемую сухим льдом. Температура во время крекинга находилась в интервале от 240 до 250°С, у насоса измерялось абсо5 лютное давление 4-9 мм рт.ст, а в реакторе - 11-18 мм рт.ст. В этих условиях крекинг осуществляли в течение общего периода времени 11ч, пока больше не наблюдалось поступление продукта в приемник. Процесс
0 крекинга два раза прервали из-за потери вакуума в результате частичной закупорки вакуумных трубопроводов гликолидом и неспособности вакуумного насоса обрабатывать неконденсируемые газы, выделяемые в
5 ходе крекинга. Время, требуемое для очистки и восстановления вакуумной системы, не включено в указанный период 11 ч, в тече- ние которого осуществлялся сам крекинг. v Конденсированный сырой гликолид от0 верждался в приемнике в виде воскообраз- ной массы..Она имела от желтоватого до слегка коричневого цвет и содержала желтоватые маслянистые примеси.
Остатки в реакторе имели вид древесно5 го угля, являлись очень густыми и не могли быть слиты. Они не могли быть разрыхлены (удалены путем перемешивания с горячей оксиуксусной кислотой или обычными органическими растворителями),
0 Сырой гликолид удаляли из приемника путем повторного расплавления, Его масса составила 2402 г и путем титрования установили содержание свободных кислот, равное 6,78%, Его взвешивали путем перемешива5 ния с 3603 г(4620 мл) изопропилового спирта и подвергали фильтровании. Фильтровальный осадок еще имел слегка желтоватый цвет и весил 2325 г. Его очищали путем кристаллизации с применением 2325 г (2943 мл)Г ацетона.
Гликолидные кристаллы фильтровали (805,6 г фильтровального осадка) и сушили с получением 781,6 г продукта, в котором путем титрования установили содержание свободных кислот, равное 0,097%. Дополнительную порцию гликолидных кристаллов (113,3 г) выделяли из фильтрата путем замораживания, фильтрования и сушки. Этот продукт содержал 0,132% свободных кислот.
Выход составил лишь
.7х1Б8У7б 215 °т - рии и продукт не ответил требованию, предъявляемому к приемлемому для полимеризации продукту, а именно, что он должен содержать не более 0,05% свободных кислот, хотя он был подвергнут перекристаллизации.
Формула изобретения Способ получения циклических сложных эфиров общей формулы
R, О t1 n R2-c-с
о;
С.- C-R О PU
1
где RI и R2 - независимо друг от друга водо
род или Ст-Сб алкил, путем крекинга форполимера, включающего полимер «-оксикислоты или ее сложного эфира или блоксоп олимер а - оксикислоты или ее сложного эфира, на термически стабильном простом полиэфире или повышенной температуре, отличающийся тем, что, с целью упрощения процесса и повышения выхода и чистоты
5
0
5
0
5
0
целевого продукта, крекинг осуществляют при температуре в интервале 215-270°С и атмосферном давлении или выше до 254 мм рт.ст., а циклический сложный эфир удаляют из реакционной массы с помощью инертного газа, такого, как азот, подаваемого через слой жидкого форполимера со скоростью потока 5-20 нм /мин на 1 м3 формолимера, с удалением продукта сразу после его образования.
2. Способ по п.1, о т л и ч а ю щ и и с я тем, что дополнительно осуществляют промывку паров циклического сложного эфира и инертного газа в растворителе, таком, как изопропиловый спирт, растворимость примесей в котором больше, чем растворимость циклического эфира.
3. Способ по п.2, отличающийся тем, что процесс крекинга проводят при 240-260°С.
4. Способ по п.2, отличающийся тем, что циклический сложный эфир отделяют от растворителя.
5. Способ по п.4, отличающийся тем, что используют растворитель, в котором циклический сложный эфир практически нерастворим.
6. Способ по п.4, отличающийся тем, что промывку циклического сложного эфира проводят в растворителе, температура которого ниже точки застывания циклического сложного эфира.
7. Способ по п.б, отличающийся тем, что промывку циклического сложного эфира в растворителе проводят при 20-45°С.
8. Способ по п.7, отличающийся тем, что циклический сложный эфир отделяют от растворителя механическим способом.
9. Способ по п,8, отличающийся тем, что механический способ представляет собой фильтрование или центрифугирование.





| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения циклических сложных эфиров | 1987 |
|
SU1660583A3 |
| Способ получения 3-(4-замещенный фенил)-5-ациламидометилоксазолидинонов-2 | 1985 |
|
SU1528317A3 |
| Способ получения сложных алкилперфтор- @ -фторформильных эфиров | 1978 |
|
SU869555A3 |
| Способ получения 2-тиозамещенных пирролов | 1981 |
|
SU1160934A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ 2-АМИНО-5-ЦИАНОБЕНЗОЙНОЙ КИСЛОТЫ | 2009 |
|
RU2495869C2 |
| Способ получения октагидро- @ -бензо-(4,5)-фуро-(3,2- @ )-изохинолинов или их солей | 1979 |
|
SU1060114A3 |
| Способ получения производных пиперидина | 1989 |
|
SU1836346A3 |
| Войлочный мат и способ его получения | 1988 |
|
SU1834924A3 |
| Способ получения серного ангидрида | 1978 |
|
SU1005654A3 |
| Способ получения высокотемпературного сверхпроводника | 1989 |
|
SU1836730A3 |

Изобретение относится к гетероциклическим соединениям, в частности к получению циклических сложны, эфиров ф-лы O/C-0-C/Ri//R2/-C/0/-CK7Ri//R2} где Ri и г: Ra - независимо друг от друга - Н или Ci-Ceалкил, которые могут быть использованы в медицине. Цель - упрощение процесса и повышение выхода и чистоты целевого продукта. Получение ведут путем крекинга фор- полимера на термически стабильном простом полиэфире при 215-270°С и атмосферном давлении до 254 мм рт.ст. или выше. Циклический сложный эфир удаляют из реакционной массы с помощью инертного газа, такого как азот, подаваемого через слой жидкого форполипеоа со скоростью потока 5-20 на 1 м3 форполимера, с удалением продукта сразу после его образования. 8 з.п. ф-лы, 1 табл., 1 ил.
| Патент США Ns 4722163, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
