Изобретение относится к устройствам для обработки металлов резанием и может быть применено для обработки длинномерных деталей типа прутка.
Целью изобретения является расширение технологических возможностей и повышение надежности зажима.
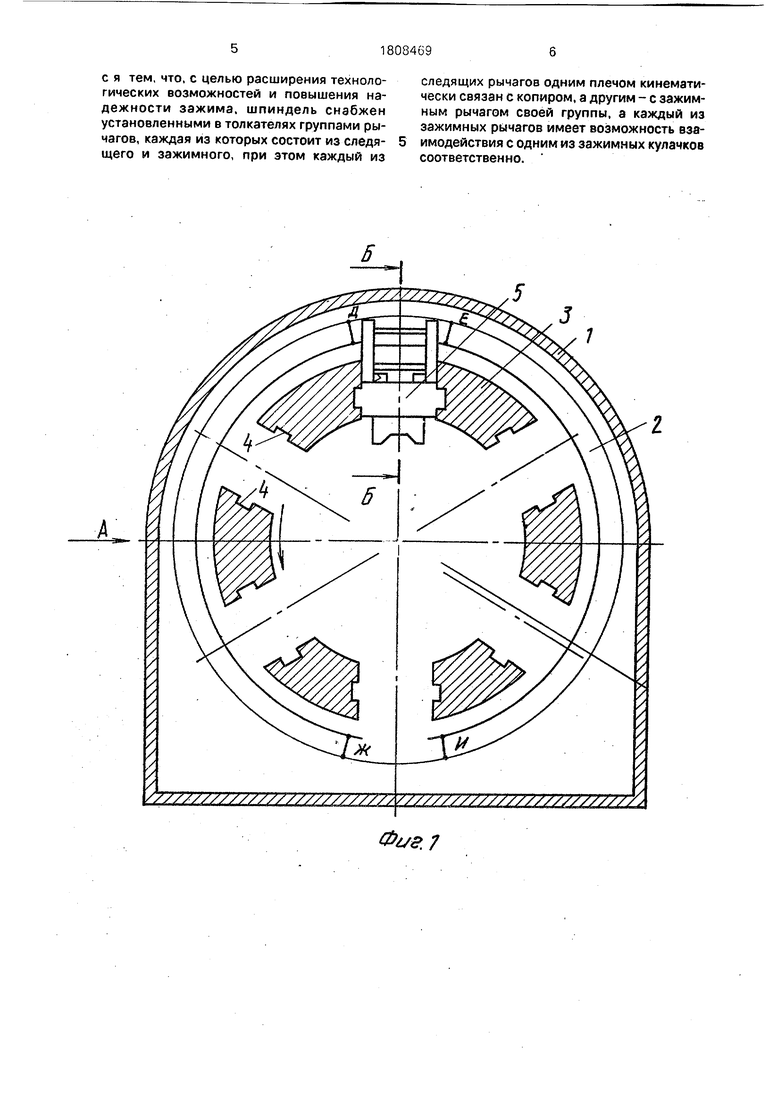
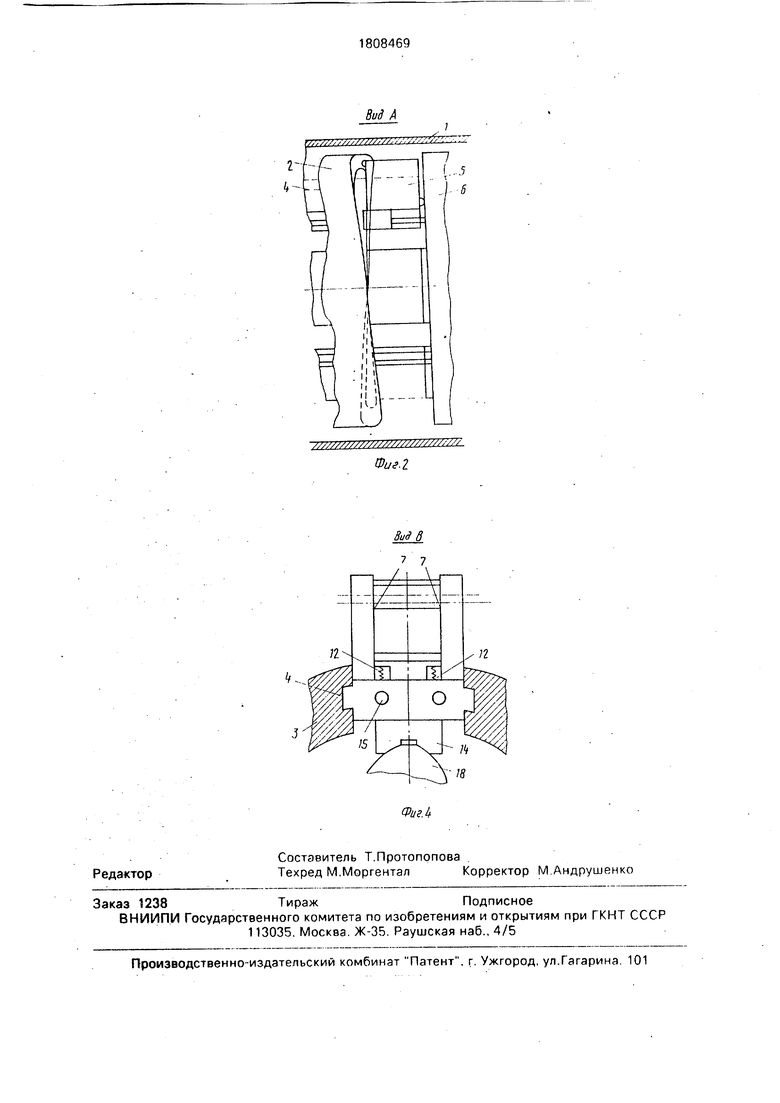
На фиг. 1 изображен поперечный разрез шпинделя; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 3.
Шпиндель бесцентрово-токарного станка состоит из корпуса 1 с установленным в нем устройством подачи и зажима обрабатываемой детали, выполненным в виде копира 2 (с винтовой рабочей поверхностью) возвратно-поступательных перемещений и вращающейся подвижной втулки 3 с прорезями 4. В прорезях. 4 подвижной втулки 3 установлены с возможностью перемещения а осевом направлении толкатели 5. В корпусе 1 имеется также опорная поверхность 6. Шпиндель станка снабжен установленными в пазах 7 толкателей 5 группами рычагов. Каждая группа состоит из зажимного рычага 8, установленного на оси 9, и следящего рычага 10, установленного на оси 11, контактирующего одним плечом с копиром 2, в другим - с зажимным рычагом 8, предназначенным для передачи усилий на удерживаемый пружинами 12 зажимной кулачок 13, установленный в толкателе 5. На зажимном кулачке 13 имеется призма 14 для ограничения его радиального движения. Со стороны опорной поверхности б в толкателе 5 установлены упоры 15, поджимаемые пружиной 16 к опорной поверхности 6. Для ограничения движения упоров 15 в толкателе 5 установлено стопорное кольцо 17,
Работа шпинделя станка происходит следующим образом.
Для обеспечения зажима и подачи прутка 18 толкатели 5 располагаются по одной оси попарно (друг напротив друга).
В исходном положении толкатели 5 находятся между точками д, е, (ж, и) копира 2 возвратно-поступательных движений. Пружины 12 отжимают от оси подаваемого прутка 18 призмы 14 к наружной стороне толкателя 5, обеспечивая максимальное расстояние между ними.
При вращении подвижной втулки 3 по стрелке К следящий рычаг 10 начинает от- клоняться, вращаясь вокруг оси 11, и другим концом, действуя на зажимной рычаг 8, передает на последний движение, б результате чего зажимной рычаг 8 действует на зажимной кулачок 13.
Зажимной кулачок 13, двигаясь в радиальном направлении, сжимает пружины 12. Призмы 14, двигаясь совместно с зажимным кулачком 13 по радиальному направлению к
центру вращения захватывают пруток 18. При достижении достаточных усилий сжатия прутка 18 призмами 14, он начинает вместе с призмами вращаться. При дальнейшем движении следящего рычага 10 по копиру 2 (ввиду того, что движение зажимного рычага 8 прекратилось, вращение его вокруг оси 9 также прекращается) усилие, возникшее из-за уклона копира 2 на оси 11 передается всему толкателю 5, В результате чего
5 возникает движение по оси (движение подачи).
Таким образом, пруток 18, вращаясь, подается по оси.
Для облегчения зажима подаваемого
0 прутка 18 усилие пружины 12 должно быть меньше усилия пружины 16.
Продолжая движение по копиру 2, следящий рычаг 10, перейдя из точки е (и), возвращаясь в исходное положение,
5 освобождает зажимной рычаг 8 и последний освобождает зажимной кулачок 13, который под действием пружин 12, двигаясь по радиальному направлению от оси вращения, отводит призмы 14 от подаваемого прутка 18.
0 в это время по аналогии с описанным действием другая пара толкателей 5 воздействует на подаваемый пруток 18, вращая и подавая его.
Действие двух рычагов следя щего рыча5 га 10 и зажимного рычага 8 необходимы для увеличения величины передачи по перемещению зажимного кулачка 13.
Например, при шаге винтовой поверхности копира 2 равном 2 мм при прохожде0 нии 60° (1/3) по окружности копира 2, перепад, воздействующий на следящий рычаг 10 будет равен 0,6 мм. Однако, при соотношении плеч рычагов 10 и 8 1 : 2 и 1 : 3, величина движения зажимного кулачка 13
5 будет равна «3,0 мм, т.е. при работе одновременно двух толкателей можно выбрать 6 мм, что выберет разброс в отклонеимпх диаметра подаваемого прутка.
Формула изобретения
0 Шпиндель бесцентрово-токарного станка для обработки длинномерных деталей, содержащий корпус с установленным в нем устройством подачи и зажима обрабатываемой детали, выполненным в виде
5
копира возвратно-поступательных перемещений и подвижной втулки, в прорезях которой установлены с возможностью перемещения в осевом направлении толкатели с зажимными кулачками, отличающийс я тем, что, с целью расширения технологических возможностей и повышения надежности зажима, шпиндель снабжен установленными в толкателях группами рычагов, каждая из которых состоит из следящего и зажимного, при этом каждый из
следящих рычагов одним плечом кинематически связан с копиром, а другим - с зажимным рычагом своей группы, а каждый из зажимных рычагов имеет возможность взаимодействия с одним из зажимных кулачков соответственно. 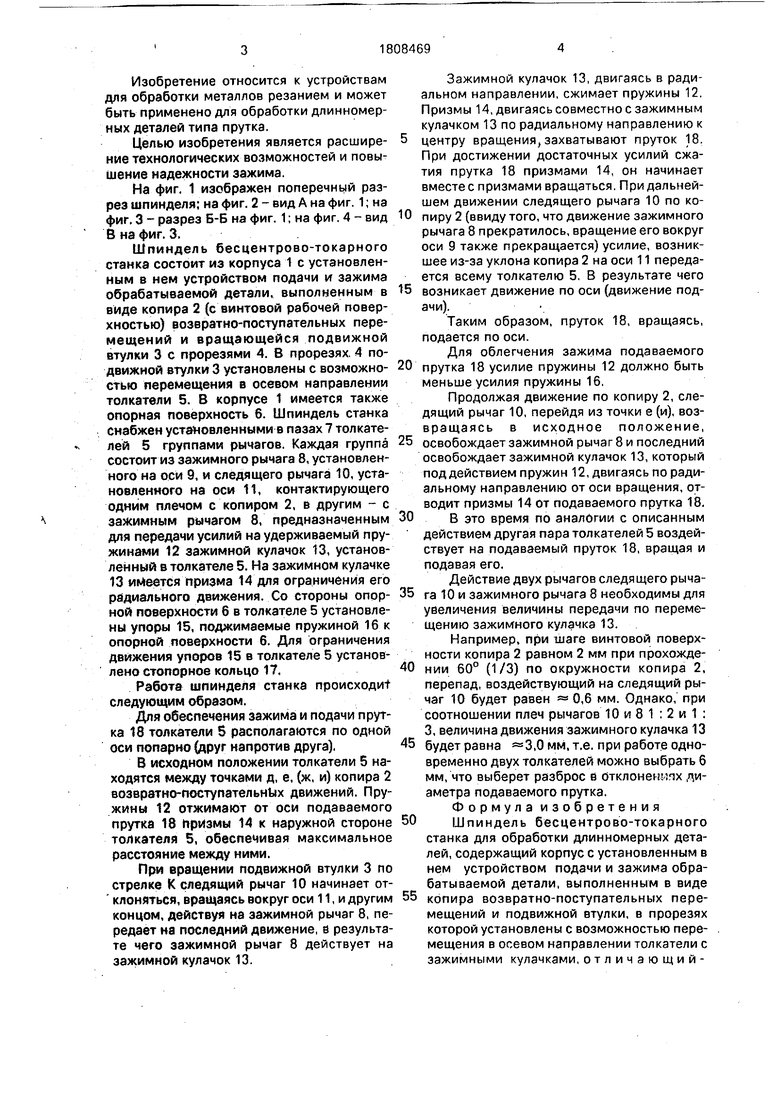
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровотокарный станок для обработки длинномерных деталей типа прутка | 1982 |
|
SU1077708A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ И ЗАЖИМА ПРУТКОВОГО МАТЕРИАЛА В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1938 |
|
SU54878A1 |
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Станок для резки прутков на мерные заготовки | 1957 |
|
SU109093A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Захват для подачи прутка | 1989 |
|
SU1703263A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
Авторское свидетельство СССР № 1077708, кл. В 23 В 13/10, 1985.
Область применения: изобретение относится к устройствам для обработки длинномерных деталей типа прутка. Сущность изобретения: шпиндель, содержащий корпус с устройством подачи и зажима обрабатываемой детали, снабжен установленными в толкателях 5 группами рычагов, каждая из которых состоит из следящего и зажимного, при этом каждый из следящих рычагов 10 одним плечом кинематически связан с копиром 2, а другим - с зажимным рычагом 8 своей группы, а каждый из зажимных рычагов имеет возможность воздействия с одним из зажимных кулачков 13. 4 ил.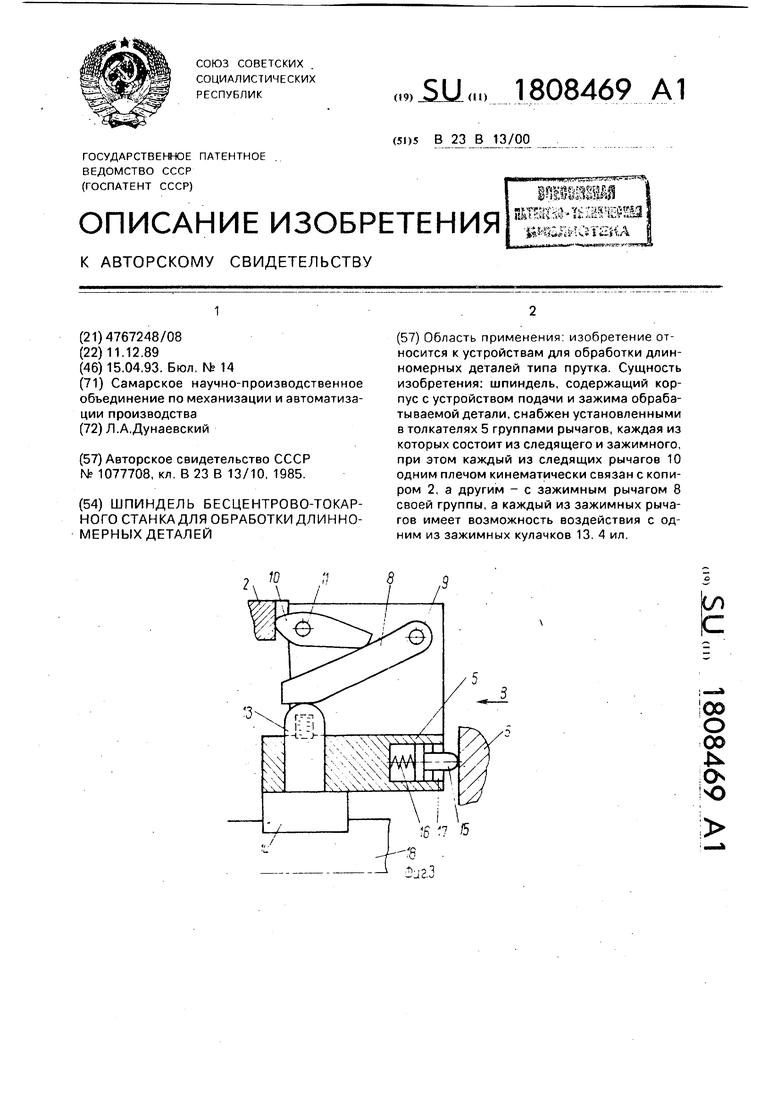
Фиг. 7
7//////ffi/jf/////S/// ///sf/Ss/
Фиг. 2
