Изобретение относится к области электроконтактной сварки металлических сплавов и может быть использовано при ремонте машин, в частности, пр и восстановлении изношенных поверхностей типа вал электроконтактной приваркой проволоки к этой поверхности.
Целью заявляемого технического решения является снижение энергозатрат за счет уменьшения величины сварочного тока при получении сварного соединения. .
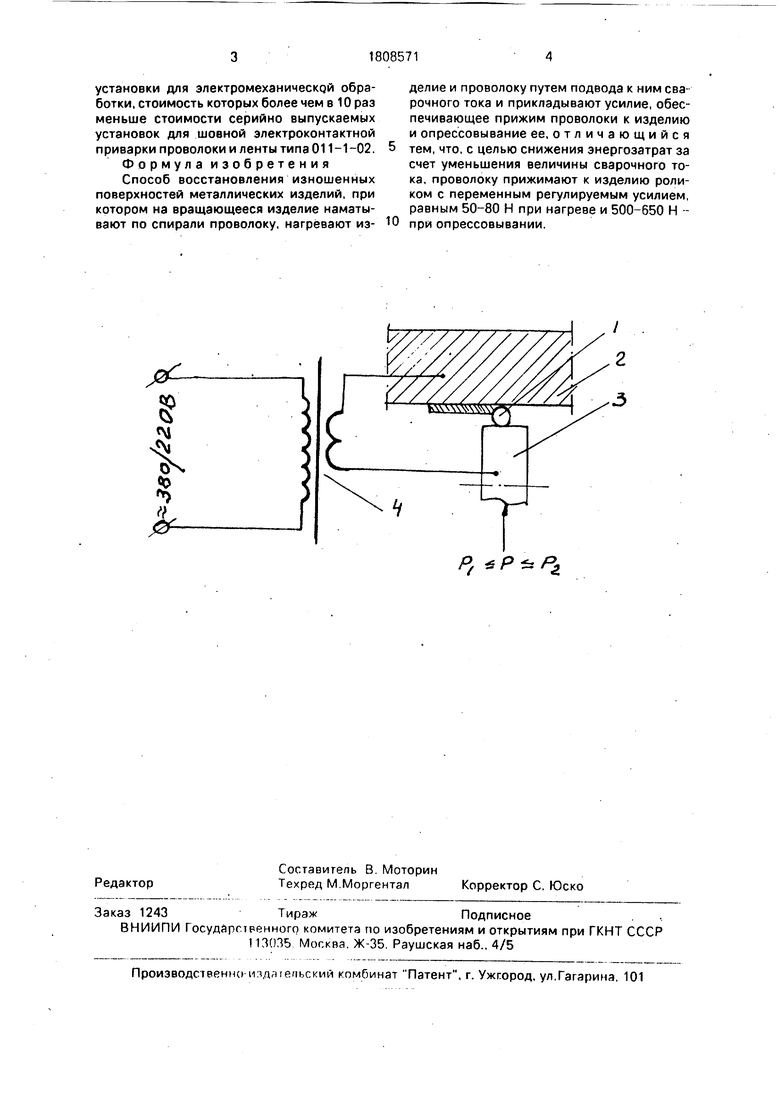
На чертеже показана схема способа восстановления изношенных металлических изделий.
Проволоку 1 на вращающуюся деталь 2 наматывают по спирали и прижимают роликом 3 с переменным регулируемым усилием от Pi до Ра, одновременно через место контакта привариваемой проволоки и детали от понижающего трансформатора 4 пропускают электрический ток 800...1200 А, напряжением 2...6 В. При малом зна-чении усилия Pi 50...80 Н в зоне контакта имеет место интенсивный разогрев, после чего ролик с усилием 2 500...650 Н осаживает проволоку
Во время пластического деформирования проволоки имеет место относительное скольжение проволоки по поверхности разогретой детали, в результате чего контакти- руемые поверхности свариваемых изделий сближаются, на очень близкое расстояние и происходит сварка.
В момент осадки проволоки при усилии Р2 процесс тепловыделения ухудшается за счет уменьшения активного сопротивления в зоне контакта. После осадки и перемещения проволоки относительно ролика на каком-то ее участке усилие на ролик сноса уменьшают до Pi и цикл повторяется. Скорость вращения детали при этом должна быть 0,35...0,8 м/мин.
Частота прижатия проволоки роликом к детали 10,..22 колебаний в секунду.
Спрессовывание при приварке проволоки к изделию с переменным регулируемым усилием позволили уменьшить электрический ток на разогрев свариваемых поверхностей более чем в 5 раз. Это позволит на ремонтных предприятиях использовать для восстановления деталей известные
СО
о
00
ел
ч
установки для электромеханической обработки, стоимость которых более чем в 10 раз меньше стоимости серийно выпускаемых установок для шовной электроконтактной приварки проволоки и ленты типа 011-1-02. Формул а и зобретени я Способ восстановления изношенных поверхностей металлических изделий, при котором на вращающееся изделие наматывают по спирали проволоку, нагревают из0
делие и проволоку путем подвода к ним сварочного тока и прикладывают усилие, обеспечивающее прижим проволоки к изделию и спрессовывание ее, отличающийся тем, что, с целью снижения энергозатрат за счет уменьшения величины сварочного тока, проволоку прижимают к изделию роликом с переменным регулируемым усилием, равным 50-80 Н при нагреве и 500-650 Н - при спрессовывании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2006 |
|
RU2328366C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2361707C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2431553C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2361706C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2010 |
|
RU2564777C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПУЧКА МЕТАЛЛИЧЕСКИХ ПРОВОЛОК | 2012 |
|
RU2489241C1 |
Использование: относится к области контактной сварки и может быть .использовано при ремонте машин, в частности, при восстановлении изношенных поверхностей деталей типа вал путем приварки проволоки к этой поверхности. Сущность изобретения: проволоку прижимают к изделию роликом с переменным регулируемым усилием от P-I до Ра, где Pi 50...80Н, Р2 600...650Н, при этом разогрев свариваемых поверхностей осуществляют с усилием прижима PI, а спрессовывание - усилием Р2. 1 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ восстановления изношенных поверхностей металлических изделий | 1956 |
|
SU107004A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
