(Л
с
to
«
со
верхностью. Полость углубления 9 сообщена с кольцевой замкнутой полостью 11 и через основное средство подвода рабочей жидкости (РЖ) 13 с источником РЖ. В полости корпуса установлен гшавающий поршень 16, образующий кольцевую незамкнутую полость 19, связанную с дополнительным средством подвода РЖ 20. При подаче давления под плавающий порщень 16 гильза вместе с втулкой 6 перемещается вдоль штока и происходит начальная механическая запрессовка.
Прекращают подачу РЖ через основное средство 13 и подают давление в кольцевую незамкнутую полость 19, в результате происходит дальнейшее перемещение втулки за счет подводимой с торца втулки РЖ..Для обеспечения качественной запрессовки аксиальное сдвигающее усилие запрессовки должно превышать давление в кольцевой замкнутой полости 11, величина давления регулируется регулировочным клапаном 14 и зависит от требуемого натяга в сопряжении. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1987 |
|
SU1507559A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1987 |
|
SU1530403A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1466907A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1323324A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1407743A1 |
| Устройство для сборки с натягом соединений деталей типа вал - втулка | 1987 |
|
SU1454635A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПРЕССОВКИ И ГИДРОНАПРЕССОВКИ ПЕРЕДНЕГО И ЗАДНЕГО КОЛЕЦ ПОДШИПНИКОВ С ШЕЙКОЙ ОСИ КОЛЕСНОЙ ПАРЫ | 2009 |
|
RU2429959C2 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1368157A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1412928A1 |
| Устройство для сборки запрессовкой и распрессовки соединений типа вал-втулка | 1991 |
|
SU1810269A1 |
Изобретение относится к области сборочного производства, в частности к устройствам для сборки с натягом деталей ткпа вал-втулка. Цель - расширение технологических возможностей и повьшение качества сборки. Устройство содержит силовой гидроцилиндр. Шток 1 закреплен на основании. Корпус выполнен в виде втулки 3 и установлен с возможностью осевого перемещения. Шток 1 выполнен со ступенчатой боковой по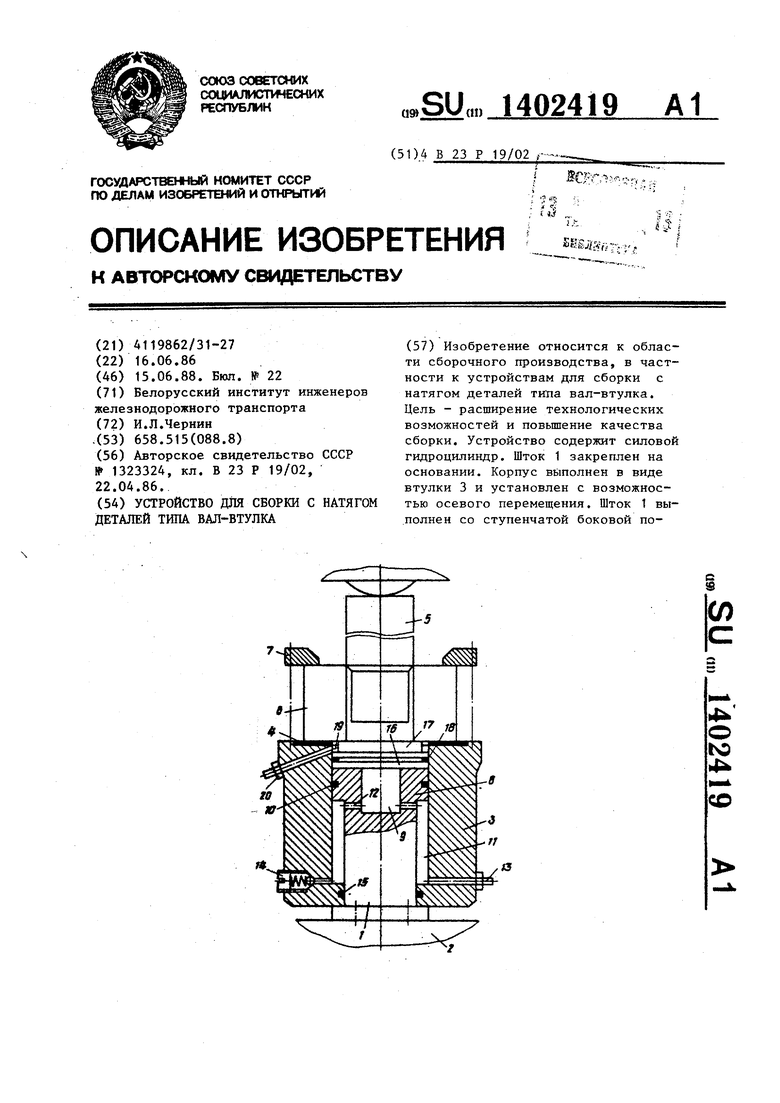
1
Изобретение относится к сборочному производству, в частности к оборудованию для монтажа цилиндрических соединений с гарантированным натяЦелью изобретения является расширение технологических возможностей устройства и повышение качества сборки за счет исключения на этапе гидравлической запрессовки преждевремен ного относительного сдвига сопрягаемых деталей до создания в сопряжении расклинивающей жидкостной прослойки требуемой величины, а также обеспечения регулировки давления в устройст- ве в зависимости от требуемой вели- ЧИНБ1 натяга, что позволяет расширить диапазон собираемых деталей.
На чертеже изображено устройство, продольный разрез,
Устройство для сборки с натягом деталей типа вал-втулка содержит силовой гидроцилиндрJ шток 1 которого закреплен на основании 2, а корпус выполнен в виде гильзы 3, установ- ленной с.возможностью осевого возвратно-поступательного перемещения относительно штока.
На торце гильзы, удаленном от основания, смонтированы прокладка 4 дл герметизации полости напрессовьгеаемо на вал 5 втулки 6, а также захваты 7 для втулки 6,
Шток 1 выполнен со ступенчатой боковой поверхностью, большая сту- пень 8 которой, обращенная к обира емым деталям, выполнена с углублением 9 и оснащена кольцевым уплотнением 10.
В силовом гидроцилиндре имеется кольцевая замкнутая полость 11, сообщенная посредством каналов 12 с полостью углубления 9, а посредством основного средства для подвода рабочей жидкости 13 - с источником рабочей жидкости (не показан),
В стенке гильзы 3 в области кольцевой замкнутой полости 11 размещен регулировочный клапан 14, предназначенный для регулировки величины давления в кольцевой замкнутой полости 11, а также кольцевое уплотнение 15 для герметизации этой полости
Кроме того, в полости гильзы 3 размещен плавающий поршень 16, выполненный со ступенчатой боковой поверхностью и обращенный меньшей ступенью 17 к собираемым деталям. На плавающем поршне 16 смонтировано кол цевое уплотнение 18, обеспечивающее герметизацию кольцевой незамкнутой полости 19, сообщенной посредством дополнительного средства 20 подвода рабочей жидкости с источником рабочей жидкости.
Устройство работает следующим образом.
На гильзу 3 устанавливается на прокладке 4 напрессовываемая втулка 6 и закрепляется захватами 7. Сопрягаемый вал 5 подводится к торцу втулки до упора, а другой его конец упирается в основании. При подаче рабочей жидкости от источника через
основное средство 13 подвода под плавающий поршень 16 гильза 3 вместе со втулкой 6 перемещается вдоль штока. При этом происходит начальная механическая запрессовка для герметизации внутренней полости напрессовываемой втулки. Если подача рабочей жидкости через основное средство 13 прекращается, а через дополнительное средство. 20 нагнетается рабочая жидкость под высоким давлением в кольцевую незамкнутую полость 19, то плавающий поршень 16 прижимается к штоку 1 и дальнейшее относительное смещение сопрягаемых вала и втулки на всю длину посадки производят за счет давления подводимой с торца втулки жидкости при условии создания давления последней аксиального сдви- ганицего усилия запрессовки, превышающего сопротивление рабочей жидкости в кольцевой замкнутой полости 11, регулируемого при помощи регулировочного клапана 14. Чем больше значение величины натяга в сопряжении, тем больпшми должны быть давление нагнетаемой рабочей жидкости в зону контакта и сопротивление в полости про- тивосдвига, препятствующие преждевременному относительному перемещению сопрягаемых вала и втулки.
При торцовом подводе смазки в зону сопряжения запрессовка производится за счет давления нагнетаемой рабочей жидкости на кольцевую поверхность на торце втулки при разности диаметра cqпpяжeния и внутреннего диаметра гидроцилиндра. Отношение укзанных диаметров должно составлять не менее 0,90-0,92. В противном случае величина эффективного сдвигающег (тягового) усилия гидроцилиндра превышает оптимальное значение и относительный сдвиг происходит при давлени рабочей жидкости в зоне сопряжения меньше требуемого (необходимого для обеспечения жидкостного трения) Ограничение величины аксиального сдвигающего усилия гидрозапрессовки позволяет не только повысить прочность сопряжения формируемых соединений с натягом за счет применения рационального режима сборки при наличии расклинивающей жидкостной прослойки в зоне контакта, но и расширить диапазон пос&док, осуществляемых при поВНИИПИ Зйказ 2808/8
мощи данного устройства с определенным внутренним диаметром монтажного гидроцилиндра. .
Формула изобретения
Устройство для сборки с натягом деталей типа вал-втулка, содержащее
0 силовой гидроцилиндр, шток которого закреплен на основании, а корпус выполнен в виде гильзы,установленной с возможностью осевого перемещения относительно штока и оснащенной захва5 тами для собираемой втулки, смонтированными на торце, удаленном от основания, и с редством подвода рабочей жидкости, плавающий поршень, установленный в полости корпуса с возможнос0 тью осевого перемещения и взаимодействия своим торцом со свободным торцом штока, а также источник рабочей жидкости, при этом шток выполнен с расположенным на его обращенном к
5 плававощему поршню торце углублением, сообщенным посредством упомянутого средства подвода рабочей жидкости с источником рабочей жидкости, о т л и- чающееся тем, что, с целью
Q расширения технологических возможностей и повышения качества сборки, оно снабжено смонтированными в корпусе силового гидроцилиндра дополнительным средством подвода рабочей жидкости и регулировочным клапаном, шток выполнен со ступенчатой боковой поверхностью и закреплен на основании меньшей ступенью с образованием между внутренней боковой поверхностью корпуса, боковой поверхностью меньшей ступени штока и торцовой поверхностью его большей ступени кольцевой замкнутой полости, сообщенной с основным средством подвода рабочей жидкости.
5
0
45
50
55
и углублении штока, плавающий поршень выполнен со ступенчатой боковой поверхностью и обращен большей ступенью к штоку с образованием между внутренней боковой поверхностью корпуса, боковой поверхностью меньшей ступени плавающего поршня и торцовой поверхностью его большей ступени кольцевой незамкнутой полости, сообщенной посредством дополнительного средства подвода рабочей жидкости с источником, а регулировочный клапан расположен в области кольцевой замкнутой полости.
Тираж 921 Подписное
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1323324A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
