параллелограмма 27 поднимется и войдет в зацепление с шестерней 17. Карусель начинает поворачиваться. В зону резания переносится щлифовальный цилиндр 8. Когда упор 22 надвинется на конечный выключа- тель 23, привод 33 снова включится. Фиксатор 31 войдет в отверстие 19 размерного диска 16V и полумуфта 24 прижмется к сцепной муфте 18. Шлицевое соединение втулки 25 препятствует повороту полумуфты 24 и последняя фиксирует положение карусели. Цилиндр 8 переведен в рабочее положение. Конический ролик 32 отталкивает рейку 26 вниз, рейка выходит из зацепления с шестерней 17.
После перевода цилиндра 8 в рабочее положение щит входит в контакт с ним. Происходит промежуточное шлифование. Конечный выключатель 15 реверсирует привод 13. Каретка движется назад, цилиндр 8 про- должает промежуточное шлифование.
Конечный выключатель 14 реверсирует приводы 13 и 33. Каретка начинает перемещаться вправо, и в рабочее положение переводится шлифовальный цилиндр 9. Происходит двойное окончательное шлифование. После этого, когда каретка подойдет к конечному выключателю 14, приводы 13 и 33 реверсируют, а затем привод 13 отключают. Каретка останавливается. С нее снима- ют обработанной щит и кладут новый щит.
Снова включают привод 13. Цилиндр 7 переводится в нижнее положение и осуществляет черновое шлифование за два прохода каретки. Далее процесс повторяется.
Использование изобретения позволит упростить конструкцию станка. В нем механизм фиксации барабана и механизм на- стройки цилиндров по высоте совмещены в один механизм. Размещение шлифоваль- ных цилиндров на карусели делает станок компактным, станок занимает меньшую
производственную площадь. Уменьшилось энергопотребление станка, так как в любой момент времени шлифование осуществляется только одним цилиндром. Все сказанное позволяет уменьшить стоимость станка. Производительность станка снижается, но станок предназначен для малых предприятий с набольшим объемом производства. Зато станок позволяет повысить качество обработанных поверхностей, так как шлифование осуществляется за двойной ход каретки.
Формул а изобретени я Станок для шлифования древесины, содержащий раму, установленные на ней с возможностью вращения цилиндры для шлифовальной шкурки разной зернистости, средство для перемещения детали и механизм настройки положения цилиндров по высоте, отличающийся тем. нто, с целью упрощения конструкции и уменьшения габаритов, станок снабжен установленной на раме с возможностью поворота каруселью, несущей упомянутые цилиндры, а механизм настройки положения цилиндров по высоте выполнен в виде расположенного на валу карусели с возможностью поворота и фиксации диска с отверстиями, шестерни и сцепной муфты, закрепленных на том же валу, и в виде связанной с приводом осевого перемещения оси с размещенными на ней фиксатором и коническим роликом, предназначенными для взаимодействия соответственно с отверстием диска и пазом рейки, установленной с возможностью зацепления с шестерней и являющейся звеном шарнирного параллелограмм, смонтированного на средстве для перемещения детали и подпружиненного относительно него, при этом упомянутая ось жестко связана со сцепной муфтой.
вW A
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Токарный станок для одновременной обработки концов труб и валов | 1990 |
|
SU1798038A1 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Задняя бабка металлорежущего станка | 1981 |
|
SU975218A1 |
| Станок для подгибки труб в панелях | 1973 |
|
SU496941A1 |
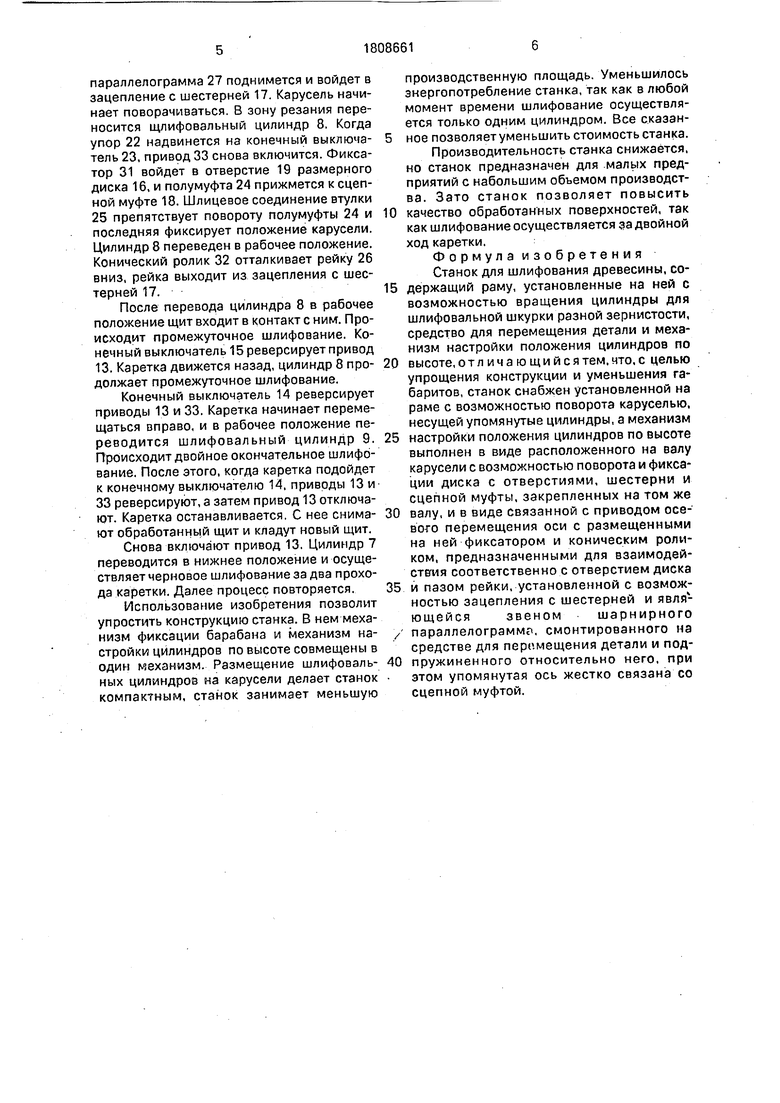
Фиг.2.
2t B
1808661
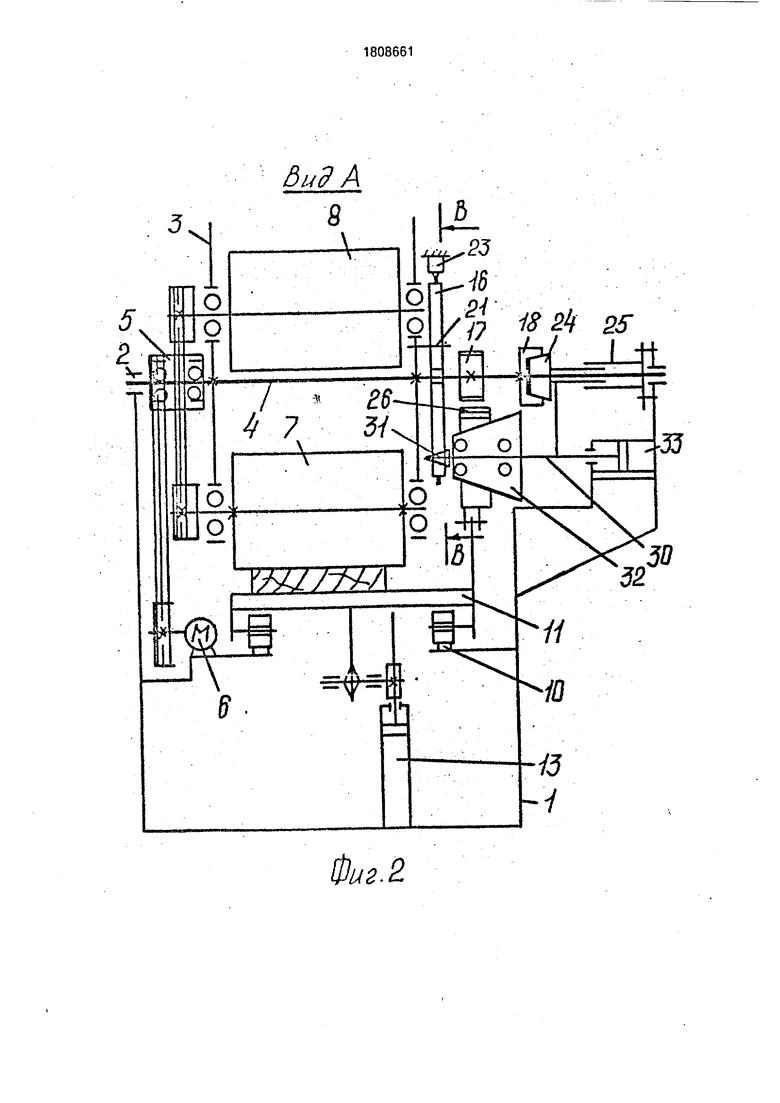
В-В
Фиг.З
