Изобретение относится к шаговым конвейерам и может быть использовано для межостановочного транспортирования одинаковых изделий (подвесными ручками, тяг вращения и т.п.), подаваемых на конвейер, по одному или комплектами с заданным шагом между изделиями, с последующей подачей впередиидущего на увеличенный шаг.
Целью изобретения является расширение технологических возможностей конвейера путем обеспечения перемещения изделий в зоне выдачи на увеличенный шаг и повышения надежности работы конвейера.
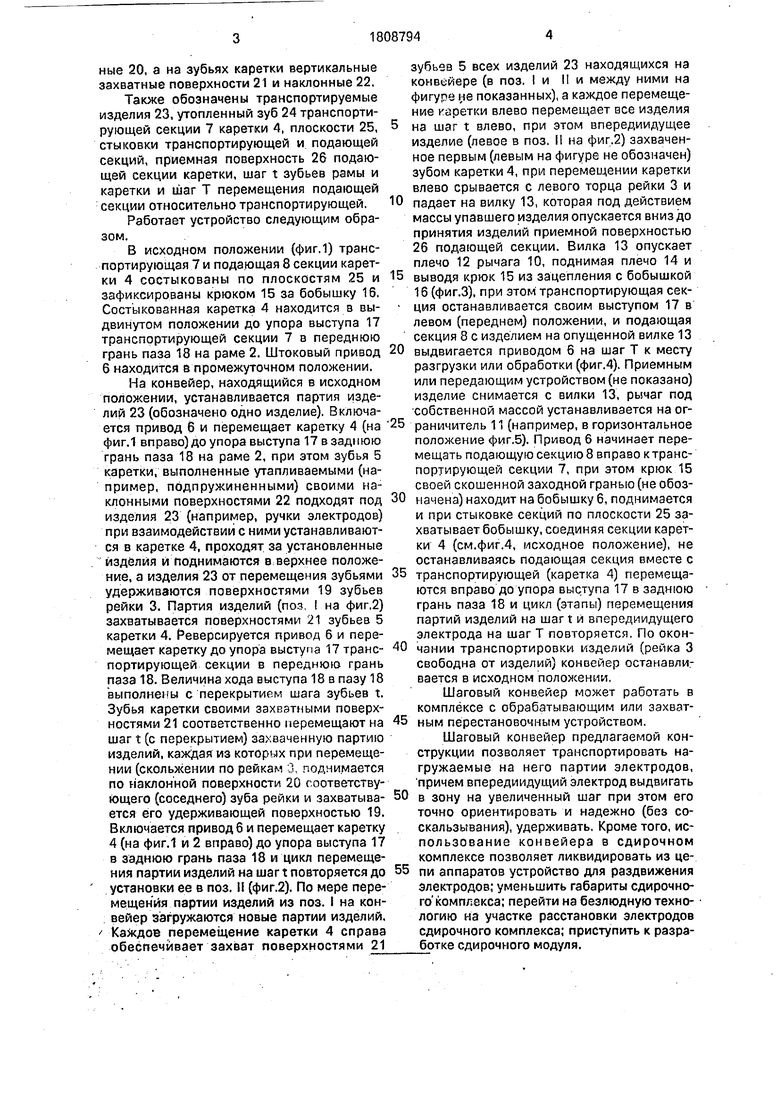
На фиг. 1 - кинематическая схема конвейера; на фиг.2 - работа конвейера.
Шаговый конвейер установлен на осно вании 1 и состоит из рамы 2 с зубчатыми рейками 3, каретки 4 с устанавливаемыми утапливаемыми зубьями 5, привода 6. Каретка 4 состоит из транспортирующей 7 и подающей 8 секций, на подающей секции осью 9 закреплен рычаг 10 с ограничителем 11 поворота. На плече 12 рычага 10 выполнена вилка 13, на плече 14 - крюк 15. На транспортирующей секции имеется бобышка 16 и выступ 17, на раме 2 - паз 19, На зубьях рейки 3 выполнены вертикальные удерживающие поверхности 19 и наклонСО
о
00
3
Јь
ые 20, а на зубьях каретки вертикальные ахватные поверхности 21 и наклонные 22,
Также обозначены транспортируемые зделия 23, утопленный зуб 24 транспортиующей секции 7 каретки 4, плоскости 25, тыковки транспортирующей и подающей екций, приемная поверхность 26 подающей секции каретки, шаг t зубьев рамы и каретки и шаг Т перемещения подающей секции относительно транспортирующей.
Работает устройство следующим образом.
В исходном положении (фиг.1) транспортирующая 7 и подающая 8 секции каретки 4 состыкованы по плоскостям 25 и зафиксированы крюком 15 за бобышку 16. Состыкованная каретка 4 находится в выдвинутом положении до упора выступа 17 транспортирующей секции 7 в переднюю грань паза 18 на раме 2. Штоковый привод 6 находится в промежуточном положении.
На конвейер, находящийся в исходном положении, устанавливается партия изделий 23 (обозначено одно изделие). Включается привод 6 и перемещает каретку 4 (на фиг.1 вправо) до упора выступа 17 в заднюю грань паза 18 на раме 2, при этом зубья 5 каретки, выполненные утапливаемыми (например, подпружиненными) своими наклонными поверхностями 22 подходят под изделия 23 (например, ручки электродов) при взаимодействии с ними устанавливаются в каретке 4, проходят за установленные изделия И поднимаются в верхнее положение, а изделия 23 от перемещения зубьями удерживаются поверхностями 19 зубьев рейки 3. Партия изделий (поз, на фиг,2) захватывается поверхностями 21 зубьев 5 каретки 4, Реверсируется привод б и перемещает каретку до упора выступа 17 транспортирующей секции в переднюю грань паза 18. Величина хода выступа 18 в пазу 18 выполнены с перекрытием шага зубьев t. Зубья каретки своими захватными поверхностями 21 соответственно перемещают на шаг t (с перекрытием) захваченную партию изделий, каждая из которых при перемещении (скольжении по рейкам 3, поднимается по наклонной поверхности 20 соответствующего (соседнего) зуба рейки и захватывается его удерживающей поверхностью 19. Включается привод б и перемещает каретку 4 (на фиг.1 и 2 вправо) до упора выступа 17 в заднюю грань паза 18 и цикл перемещения партии изделий на шаг t повторяется до установки ее в поз. II (фиг.2). По мере перемещения партии изделий из поз. I на конвейер загружаются новые партии изделий. Каждое перемещение каретки 4 справа обеспечивает захват поверхностями 21
зубьев 5 всех изделий 23 находящихся на конвейере (в поз. I и II и между ними на фигуре не показанных), а каждое перемещение каретки влево перемещает все изделия
5 на шаг t влево, при этом впередиидущее изделие (левое в поз. II на фиг.2) захваченное первым (левым на фигуре не обозначен) зубом каретки 4, при перемещении каретки влево срывается с левого торца рейки 3 и
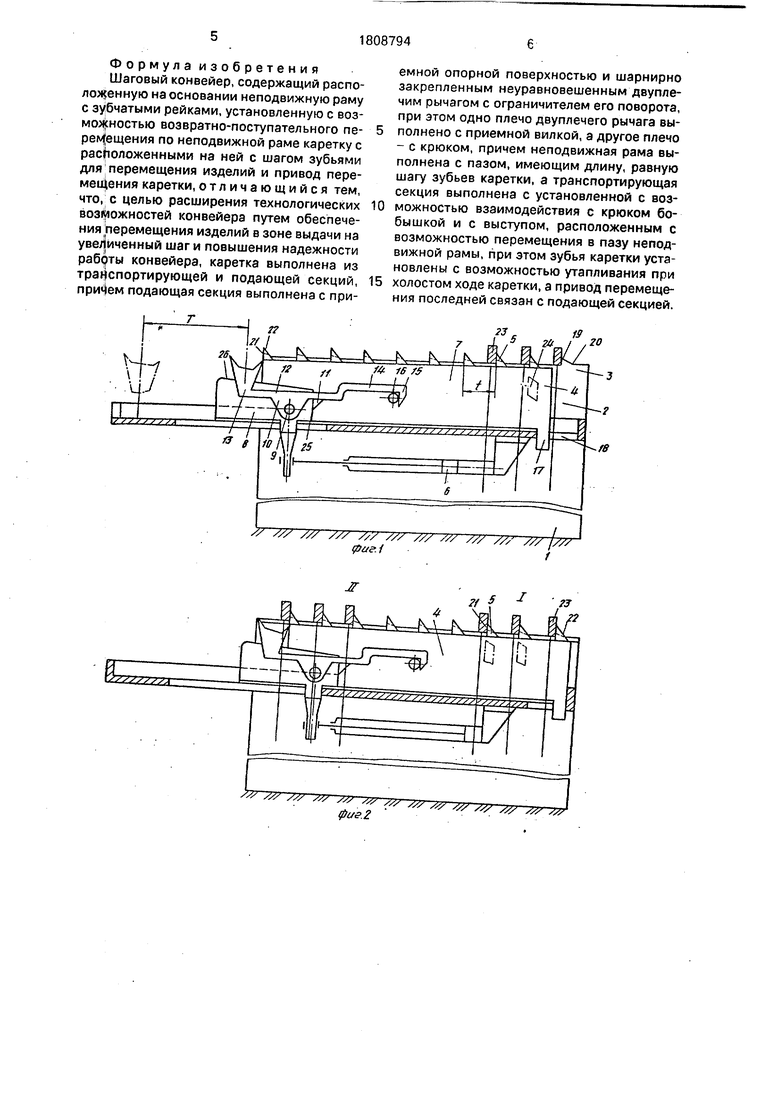
0 падает на вилку 13, которая под действием массы упавшего изделия опускается вниз до принятия изделий приемной поверхностью 26 подающей секции. Вилка 13 опускает плечо 12 рычага 10, поднимая плечо 14 и
5 выводя крюк 15 из зацепления с бобышкой 16 (фиг.З), при этом транспортирующая сек- ция останавливается своим выступом 17 в левом (переднем) положении, и подающая секция 8 с изделием на опуа енной вилке 13
0 выдвигается приводом 6 на шаг Т к месту разгрузки или обработки (фиг.4). Приемным или передающим устройством (не показано) изделие снимается с вилки 13, рычаг под собственной массой устанавливается на ог5 раничитель 11 (например, в горизонтальное положение фиг.5). Привод 6 начинает перемещать подающую секцию 8 вправо ктранс- портирующей секции 7, при этом крюк 15 своей скошенной заходной гранью (не обоз0 начена) находит на бобышку 6, поднимается и при стыковке секций по плоскости 25 захватывает бобышку, соединяя секции каретки 4 (см.фиг.4, исходное положение), не останавливаясь подающая секция вместе с
5 транспортирующей (каретка 4) перемещаются вправо до упора выступа 17 в заднюю грань паза 18 и цикл (этапы) перемещения партий изделий на шаг t и впередиидущего электрода на шаг Т повторяется. По окон0 чании транспортировки изделий (рейка 3 свободна от изделий) конвейер останавлиг вается в исходном полохсении.
Шаговый конвейер может работать в комплексе с обрабатывающим или захват5 ным перестановочным устройством.
Шаговый конвейер предлагаемой конструкции позволяет транспортировать нагружаемые на него партии электродов, причем впередиидущий электрод выдвигать
0 в зону на увеличенный шаг при этом его точно ориентировать и надежно (без соскальзывания), удерживать, Кроме того, использование конвейера в сдирочном комплексе позволяет ликвидировать из це5 пи аппаратов устройство для раздвижения электродов; уменьшить габариты сдирочного комплекса; перейти на безлюдную техно- логию на участке расстановки электродов сдирочного комплекса; приступить к разра бртке сдирочного модуля.
Ф о р м у л а и з о б р е т е н и я Шаговый конвейер, содержащий расположенную на основании неподвижную раму с зубчатыми рейками, установленную с воз- мо4ностью возвратно-поступательного пе- рем ещения по неподвижной раме каретку с расположенными на ней с шагом зубьями для перемещения изделий и привод перемещения каретки,отличающийся тем, что, с целью расширения технологических возможностей конвейера путем обеспечения перемещения изделий в зоне выдачи на увеличенный шаг и повышения надежности работы конвейера, каретка выполнена из транспортирующей и подающей секций, примем подающая секция выполнена с при0
5
емной опорной поверхностью и шарнирно закрепленным неуравновешенным двупле- чим рычагом с ограничителем его поворота, при этом одно плечо двуплечего рычага выполнено с приемной вилкой, а другое плечо - с крюком, причем неподвижная рама выполнена с пазом, имеющим длину, равную шагу зубьев каретки, а транспортирующая секция выполнена с установленной с возможностью взаимодействия с крюком бобышкой и с выступом, расположенным с возможностью перемещения в пазу неподвижной рамы, при этом зубья каретки установлены с возможностью утапливания при холостом ходе каретки, а привод перемещения последней связан с подающей секцией.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Устройство для ориентированной подачи штучных изделий рядами | 1982 |
|
SU1074769A1 |
| ШАГАЮЩИЙ КОНВЕЙЕР С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ГРУЗОВ | 1992 |
|
RU2028975C1 |
| Автомат для обработки электромонтажных проводов | 1984 |
|
SU1292089A1 |
| Съемно-загрузочное устройство Макарова А.П. | 1982 |
|
SU1115982A1 |
| Устройство для передачи штучных грузов с одного конвейера на другой | 1980 |
|
SU967929A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1976 |
|
SU615013A1 |
| Прибор для подсчета статистических данных | 1929 |
|
SU24173A1 |
| Транспортирующее устройство роторно-конвейерной машины | 1982 |
|
SU1074777A1 |
Использование: изобретение относится к машиностроению, а именно к шаговым конвейерам и может быть использовано для межостановочного транспортирования одинаковых изделий. Сущность изобретения: шаговый конвейер содержит расположенную на основании неподвижную раму с зуб- чатыми рейками, установленную с возможностью возвратно-поступательного перемещения по неподвижной раме каретку с расположенными на ней с шагом зубьями для перемещения изделий, и привод перемещения каретки. Каретка выполнена из транспортирующей и подающей секций. Подающая секция выполнена с приемной опорной поверхностью и шарнирно закрепленным неуравновешенным двуплечим рычагом с ограничителем его поворота, при этом одно плечо двуп °чего рычага выпол- нено с приемной вилксг г ч другое плечо - с крюком. Причем неподвижная рама выполнена с пазом, имеющим длину равную шагу зубьев каретки, а транспортирующая секция выполнена с установленной с возможностью взаимодействия крюком бобышкой и с выступом, расположенным с возможностью перемещения в пазу неподвижной рамы. Зубья каретки установлены с возможностью утапливания при холостом ходе каретки, а привод перемещения последней связан с подающей секцией. 5 ил. ел с
Ys s/ /
77
JL
// /// /// /// /// /// /// /// /// /// ///1///
фае. ff
/8
JL
1//
| Шаговый конвейер | 1987 |
|
SU1447723A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
