(54) ПОПЕРЕЧНО-СТГОГАЛЬНЫЙ КОПИРОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Строгальный станок | 1978 |
|
SU772752A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Копировальная фрезерно-шлифовальная головка | 1987 |
|
SU1442335A2 |
| Устройство для шлифования кулачковыхВАлОВ | 1978 |
|
SU810452A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПО КОПИРУ ПРЯМОЗУБЫХ КОНИЧЕСКИХ КОЛЕС НА ПОПЕРЕЧНО-СТРОГАЛЬНОМ СТАНКЕ | 2001 |
|
RU2213649C2 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |

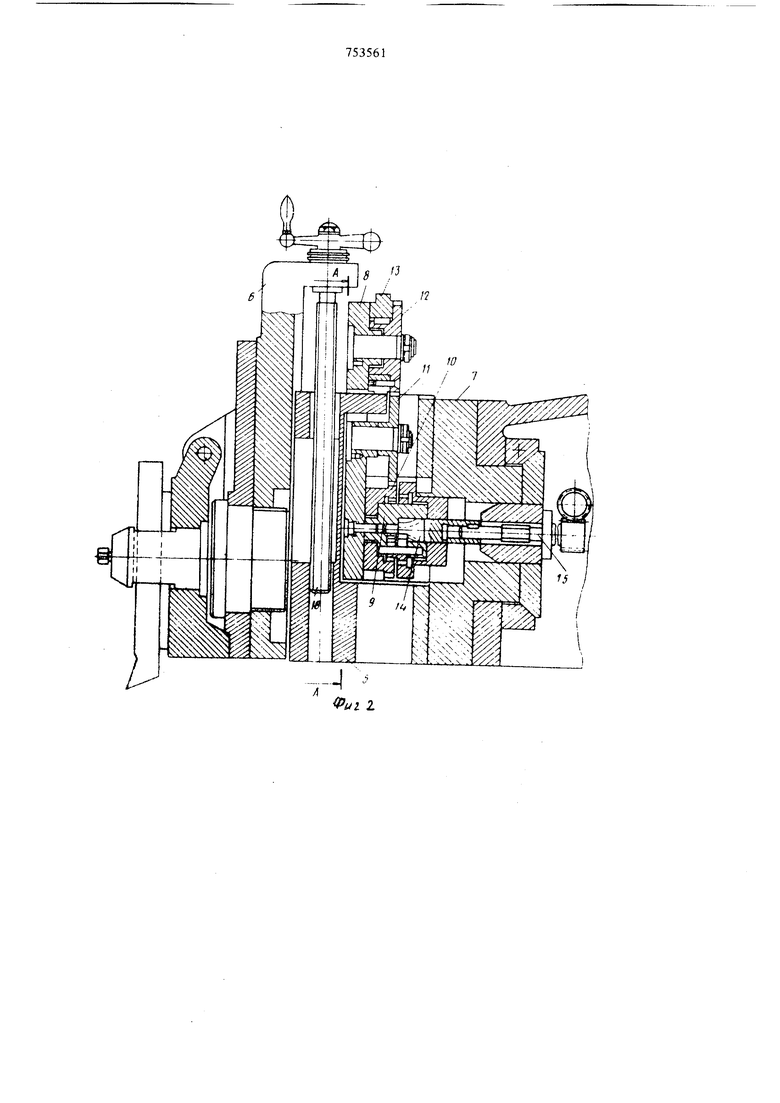

Изобретение относится к машиностроению, а именно к станкам для обработки деталей с криволинейными линейчатыми поверхностями Известны поперечно-строгальные копироваль ные станки, включающие механизм подачи, копир, копировальную головку, состоящую из пэдпружииенного суппорта и неподвижного ко пуса, закрепленного на ползуне 1. . Недостатком известных станков является больщие размер приспособления для копиров ния. Цель изобретения - уменьшение габаритов станка. Для этого конир установлен на неподвижном корпусе, указанной головки, которая снаб жена зубчатыми передачами, кинематически связывающими копир с механизмом подачи, а суппорт снабжен дополнительным ползуном, установленным с возможностью вертикального перемещения и контактирующим с копиром. На фиг. 1 показан общий вид поперечнострогального станка; на фиг. 2 - конструктив ное исполнение копировального устройства; на фиг. 3 - разрез А-А фиг.2; на фиг. 4 - схема настройки и обработки детали. Поперечно-строгальньи копировальный станок содержит станину 1, стол 2, ползун 3 и копировальную головку 4, состоящую из промежуточного подвижного в вертикальном направлении дополнительного ползуна 5, установленного между суппортом 6 и его неподвижным основанием 7. На последнем установлен неподвижный корпус 8 с окном для Г-образного выступа ползуна 5. На неподвижном корпусе 8 расположены зубчатые передачи, состоящие, из планетарного редуктора 9, ведомая шестерня 10 которого через паразитную шестерню И связана с шестерней 12, на выступе которой на призматической шпонке установлен кулачковый копир 13, форма кулачкового копира профилируется соответственно форме обрабатываемой детали. Ведущая шестерня 14 планетарного редуктора установлена на приводном валу 15 храпового механизма подачи станка. Ползун 5 своим Г-образным выступом через окно в корпусе 8 поджат к профшшрованной поверхности кулачкового копира 13 с помощью пружины 16. 3753 Работа сганка осуществляется следующим образом. Обрабатываемая деталь 17 устанавливается на стол 2 станка таким образом, ось обрабатываемой поверхности (например, цилиндра) располагалась горизонтально и параллельно движению ползуна 3 станка, а ветви дуги детали - симметрично относительно вертикальной шоскости, проходящей через ось обрабатываемой говерхности. Далее ось симметрии детали сонмещрется с верщиной резца, опущенногб за счет поворота кулачка 13 (установленного на деление 180°) в крайнее нижнее положение, и нижней точкой обработки детали (положение б) соглас но чертежного размера. Если с1шмаемый припуск велик, то он делится на соответствующее число проходов. Затем резец за счет поворота кулачка на 180° (положение О) поднимается н крайнее верхнее положение, а деталь за счет перемещения стола станка устанавливается в положение Начало обработки (положение а). После этого включается станок (ход ползуна), включается поперечная подача стола и вертикальная подача суппорта. При этом стол .с деталью перемещается в направлении подачи, а резец за счет храпового механизма и кулачкового копира за каждый двойной ход ползуна перемещается вниз на заданную величину, обрабатывая таким образом за первые полоборота кулачка одну, нисходящую ветвь поверхности, а за вторые полоборота - восходящую. Для удобства настройки и контроля обработки детали кулачковой копир снабжен фадусной шкалой. Поворот кулачкового копира 13 обеспечивается за счет храповою механизма подачи. При каждом двойном ходе ползуна стан ка собачка храпового механизма ударяется в жесткий упор и поворачивает в зависимости от настройки храповое колесо на 1, 2 или 3 зуба. Поворот храпового колеса вызьтает поворот при водного вала 15, на который насажена ведущяая шестерня 14 планетарного редуктора 9. Ведомое зубчатое колесо 10 редуктора поворачивает паразитную щестерню 11 и связанную с ней щестерню 12, на выступе которой установлен кулачо;с 13. Послед1а1й, поворачиваясь на некоторый угол, перемещает на расчетную величину находящийся с ним в контакте ползун 5 и связанный с ним через винт 18 суппорт 6. С помощью кулачкового копира, в зависимости от его формы на станке можно обрабатывать различные вогнутые и выпуклые линейчатые криволинейные поверхности, например, кругового, зллиптического , параболического,, щшиндров, различные некруглые валы с любым числом граней, математические спирали и т.п. В последних двух случаях валам необходимо сообщать вращательное движение. Формула изобретения Поперечно-строгальный копировальный станок, включающий механизм подачи, копир, копировальную головку, состоящую из подпружиненного суппорта и неподвижного корпуса, закрепленного на ползуне, отли чающийся тем, что, с целью уменьщения габаритов, копир установлен на неподвижном указанной головки, которая снабжена зубчатыми передачами, кинематически связывающими копир с механизмом подачи, а суппорт снабжен дополнительным ползуном, установленным с возможностью вертикального перемещения и контактирующим с копиром. Источники информации, при11ятые во внимание при экспертизе 1. Копылов Р. Б. Работа на строгальных и долбежных станках, Лениздат, 1975, рис. 40, с. 86. А- А
13
8
а
