Известны врапдаюпдиеся люнеты для обточки деталей из пруткового материала, содержап;ие корнус.
Особенность онисываемого вращающегося люнета заключается в том, что корпус люнета снабжен с одного конца внутренней резьбой для установки его на зажимном патроне станка, а внутри корпуса смонтирована вращающаяся вместе с ним и перемещающаяся в сторону патрона под воздействием усилий, приложенных со стороны резцедержателя, ноднружиненная втулка со сменным вкладышем, отверстие которого соответствует диаметру обрабатываемого нрутка. Такая конструкция вращающегося люнета повышает точность обработки нежестких деталей.
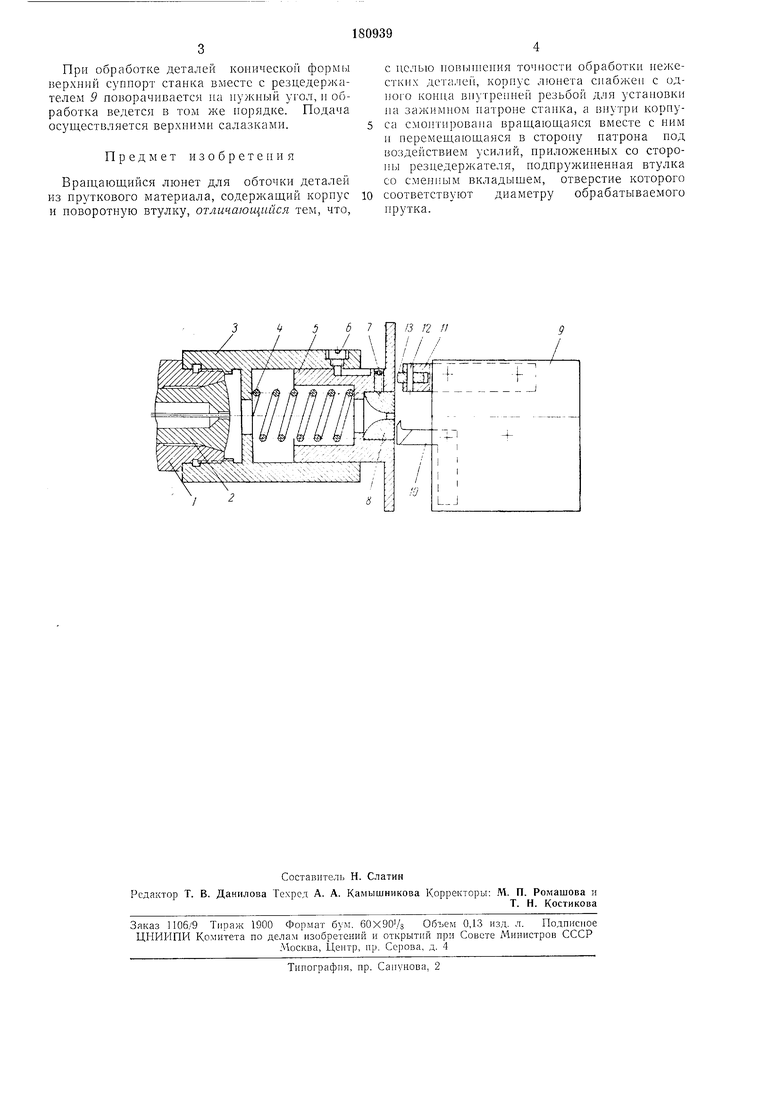
На чертеже изображена предлагаемая конструкция вращающегося люнета.
На патрон / с зажимной цангой 2 навертывается снабженный с одного конца внутренней резьбой корнус люнета 5. В корпусе люнета смонтирована возвратная пружина 4, воздействующая на втулку 5, вращающуюся вместе с корпусом 3 и имеющую возможность поступательно двигаться относительно корпуса 3, благодаря наличию во втулке 5 шпоночной канавки, в которую входит конец винта 6. Во втулке 5 устанавливается и стопорится винтом 7 смежный вкладыщ 8 с отверстием, соответствующим диаметру обрабатываемого нрутка.
В резцедержателе 9 станка крепятся резец 10 и оправка, состоящая из //, в которой па осп 12 закреплен вращающийся ролик 13.
При обработке деталей нрутковый материал (проволока) подается через отверстие в шпинделе станка, цангу 2, сменный вкладыш
8 на соответствующую длину и закрепляется цангой 2. При перемещении резцедержателя 9 к втулке 5 ролик 13, соприкасаясь с ней и вращаясь, нажимает на торец втулки 5, которая начинает двигаться в сторону патрона относительно закрепленного в цанге 2 материала, слоимая возвратную нружину 4, а резец JO, установленный с минимальным зазором по отношению к втулке 5 и вкладыщу 8, сразу начинает обтачивать материал, выходящий из
сменного вкладыша по мере подачи суппорта или верхних салазок. При этом достигается высокая точность обработки, благодаря минимальному изгибающему моменту, возникающему от усилий резания. После отрезки детали резцом 10 или резцом, установленным в дополнительном резцедержателе, при отводе резцедержателя 9 вправо, возвратная пружина 4, разжимаясь, возвращает втулку 5 в исходное ноложение, после чего процесс обраПри обработке деталей конической формы верхний суппорт станка вместе с резцедержателем 9 поворачивается па нужный угол, н обработка ведется в том же норядке. Подача осундествляется верхннмн салазками.
Предмет изобретения
Вращающийся люнет для обточки деталей из пруткового материала, содержащий корпус и поворотную втулку, отличающийся тем, что.
с долью повышения точности обработки иежесткнх деталей, корпус люнета снабжен с одного конца внутренней резьбой для установки на зажимном натроне станка, а внутри корпуса смонтирована врандающаяся вместе с ним н перемещающаяся в сторону патрона под воздействием усилий, приложенных со стороны резцедержателя, подпружинениая втулка со сменным вкладышем, отверстие которого соответствуют диаметру обрабатываемого нрутка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвижный люнет | 1979 |
|
SU870055A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Способ обработки резанием нежестких длинномерных вращающихся деталей и устройство для его осуществления | 1982 |
|
SU1049191A1 |
| Станок для обработки сферических поверхностей колец подшипников качения | 1983 |
|
SU1110547A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ПРЯМОЛИНЕЙНОГО КАНАЛА В ДЛИННОМЕРНОЙ ТРУБЕ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2522051C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ДЕТАЛИ | 1996 |
|
RU2111089C1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
