Изобретение относится к области термической обработки и может быть использовано при закалке изделий из легированных сталей.
Цель изобретения - повышение качества за счет уменьшения скорости охлаждения в мартенситном интервале температур.
Поставленная цель достигается тем, что в способе закалки изделий из легированных сталей, включающем нагрев, выдержку и охлаждение в жидкой среде, жидкую среду барботируют сжатым .воздухом.
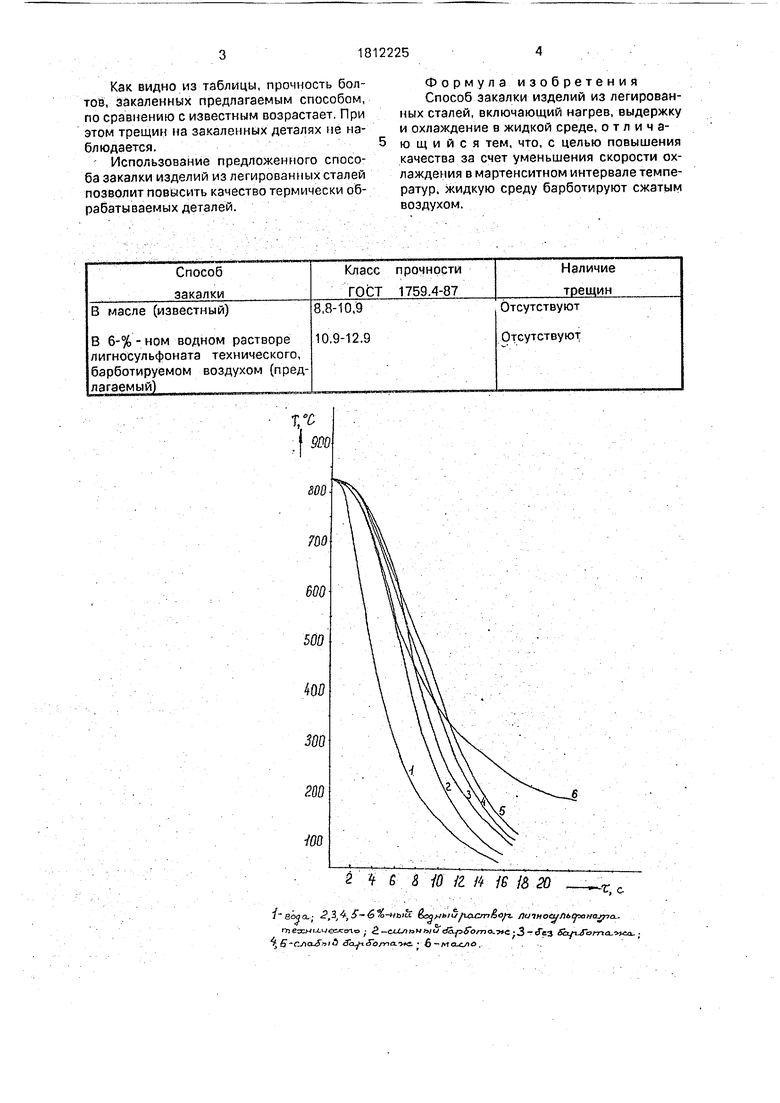
На чертеже показаны кривые 1-6 охлаждения центра стального шарика диамег- ром 15 мм (материал сталь 1Х18Н9Т), полученные в зависимости от степени бар- ботажа жидкой среды (водного раствора лигносульфоната технического ТУ 13- 0281031-05-89) сжатым воздухом.
С увеличением расхода воздуха интервал пленочного кипения сред сужается, стадия пузырчатого кипения, сдвигается в область более высоких температур, вследствие чего скорость охлаждения в перлитном интервале повышается. При большом расходе воздуха, сопровождающемся выпле- скиванием жидкости на поверхность зеркала ванны, скорость охлаждения в мартенситном интервале повышается, а при малых значениях расхода воздуха (без.образования пузырей на поверхности) она уменьшается, .
Предлагаемый способ закалки осуществляют следующим образом.
Нагретые до температуры 860 ± 10°С болты диаметром 25 мм из стали 40Х переносят в закалочный бак с 6-10% - ным воднымраствором лигносульфоната технического, барботируемым сжатым воздухом. Расход сжатого воздуха, необходимый для установления требуемой степени барботирования жидкой среды, определяли экспериментально подбором до получения требуемой скорости охлаждения путем сравнения кривой охлаждения стального шарика с эталонной.
Полученные результаты испытаний болтов, закаленных по известному и предложенному способам, приведены в таблице.
ел
ю
К)
ю
СЛ
Как видно из таблицы, прочность бол- тоё, закаленных предлагаемым способом, по сравнению с известным возрастает. При этом трещин на закаленных деталях не наблюдается.
- Использование предложенного способа закалки изделий из легированных сталей позволит повысить качество термически обрабатываемых деталей.
Формула изобретения Способ закалки изделий из легированных сталей, включающий нагрев/выдержку и охлаждение в жидкой среде, отличающийся тем, что, с целью повышения качества за счет уменьшения скорости охлаждения в мартенситном интервале температур, жидкую среду барботируют сжатым воздухом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки стали | 1978 |
|
SU797243A1 |
| СПОСОБ ЗАКАЛКИ ДЛИННОРАЗМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2437943C1 |
| Способ закалки массивных изделий из легированных сталей | 1980 |
|
SU996471A1 |
| Способ закалки быстрорежущей стали | 1990 |
|
SU1788045A1 |
| СПОСОБ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219251C2 |
| СПОСОБ КИНЕТИЧЕСКОГО НИЗКОТЕМПЕРАТУРНОГО ОТПУСКА | 2006 |
|
RU2304624C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2548339C1 |
| СПОСОБ ТЕРМООБРАБОТКИ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2178004C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 2003 |
|
RU2230802C1 |
Использование: при закалке изделий из легированных сталей. Сущность: нагретые до температуры закалки изделия переносят в бак с охлаждающей средой, барботируе- мый сжатым воздухом. 1 ил., 1 табл.
| Ванна для охлаждения прокатных изделий | 1975 |
|
SU558055A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО для ФИКСАЦИИ БОРТОВ | 0 |
|
SU211566A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
