Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании пазов контуров деталей на станках с программным управлением.
Цель изобретения - повышение качества обработки.
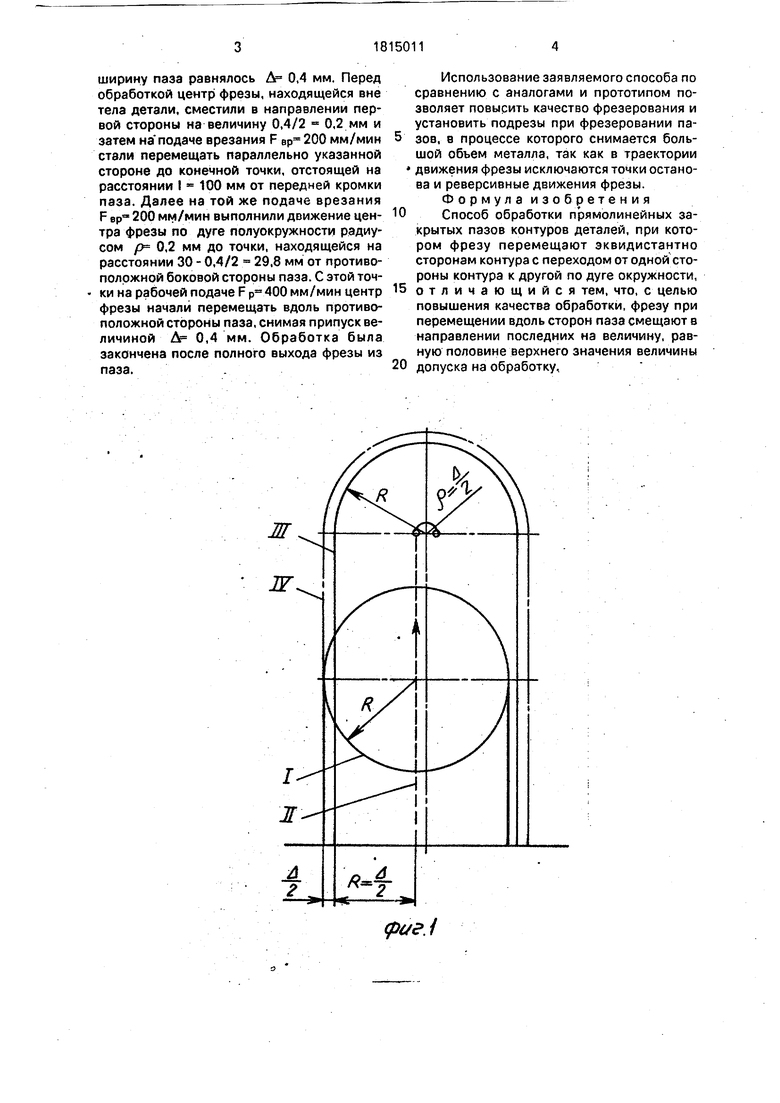
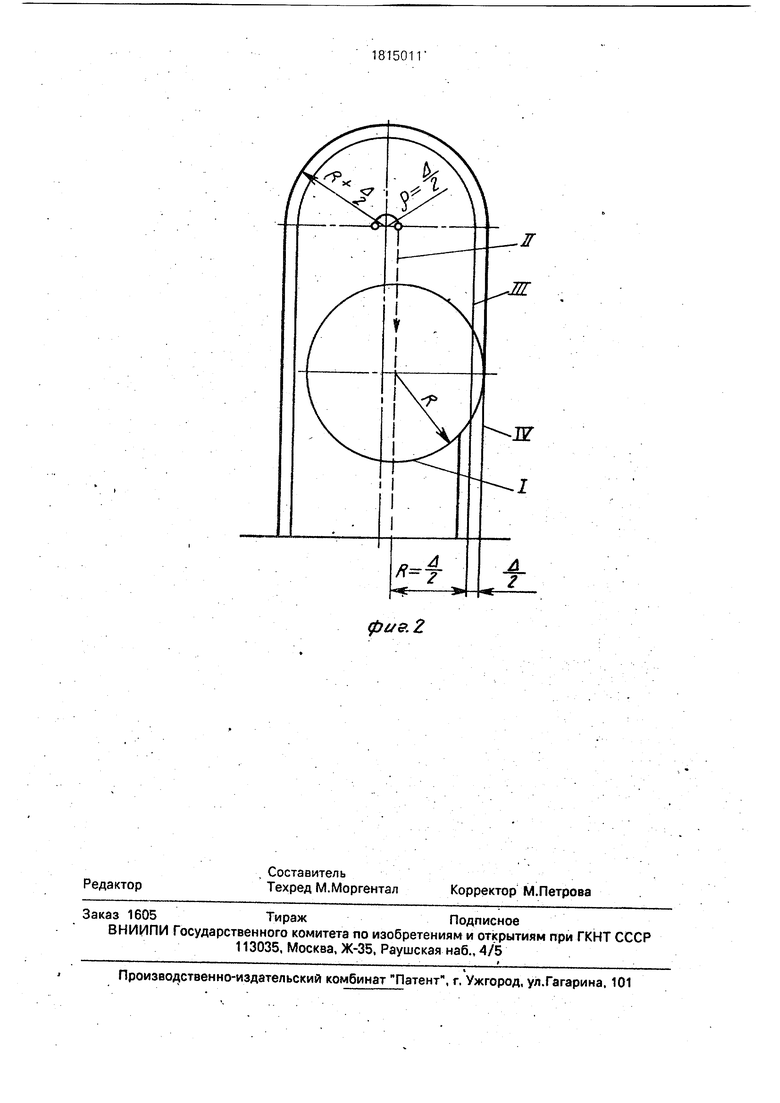
На фиг.1 представлено положение фрезы относительно контура при врезании в паз; на фиг.2 - положение фрезы относительно контура при выходе из паза. На фигурах сплошной тонкой линией ill изображен контур паза, имеющего номинальные размеры, штрих-пунктирной линией IV - контур паза с учетом допуска на обработку, пунктирной линией II - траектория движения центра фрезы I, толстыми линиями - участки контура паза после фрезерования..
Заявляемый способ фрезерования прямолинейного закрытого паза осуществляют следующим образом. Центр вращающейся концевой фрезы 1 перед обработкой устанавливают вне тела детали со смещением на величину Д/2 в сторону обрабатываемой стороны паза (здесь А- верхнее значение величины допуска на обработку). Далее фрезу I на подаче врезания перемещают вдоль стороны паза по траектории I до конечной точки I, после чего производят движение центра фрезы по дуге полуокружности радиусом р - А/2 до конечной точки 2, которая является начальной точкой выхода фрезы из паза (фиг.1). Выход фрезы i из паза выполняют перемещением ее центра на рабочей подаче вдоль противоположной стороны паза по траектории I, вплоть до полного выхода фрезы из паза (фиг.2). При обратном движении фрезы с противоположной стороны паза снимается оставшийся припуск,
Пример осуществление способа. Фрезерование паза шириной В 60 мм и длиной I 100 мм выполнялось концевой фрезой с радиусом цилиндрической части R 30 мм. Верхнее значение допуска на
ся
ширину паза равнялось Д 0,4 мм. Перед обработкой центр фрезы, находящейся вне тела детали, сместили в направлении первой стороны на величину 0,4/2 « 0,2 мм и затем на подаче врезания F Вр 200 мм/мин стали перемещать параллельно указанной стороне до конечной точки, отстоящей на расстоянии I « 100 мм от передней кромки паза. Далее на той же подаче врезания F ер 200 мм/мин выполнили движение центра фрезы по дуге полуокружности радиусом р 0,2 мм до точки, находящейся на расстоянии 30 - 0,4/2 29,8 мм от противоположной боковой стороны паза. С этой точки на рабочей подаче F p 400 мм/мин центр фрезы начали перемещать вдоль противоположной стороны паза, снимая припуск величиной Д 0,4 мм. Обработка была закончена после полного выхода фрезы из паза..
Использование заявляемого способа по сравнению с аналогами и прототипом позволяет повырить качество фрезерования и установить подрезы при фрезеровании пазов, в процессе которого снимается большой объем металла, так как в траектории движения фрезы исключаются точки останова и реверсивные движения фрезы. Формула изобретения
Способ обработки прямолинейных закрытых пазов контуров деталей, при котором фрезу перемещают эквидистантно сторонам контура с переходом от одной стороны контура к другой по дуге окружности,
отличающийся тем, что, с целью повышения качества обработки, фрезу при перемещении вдоль сторон паза смещают в направлении последних на величину, равную половине верхнего значения величины
допуска на обработку, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
| Способ обработки контурных поверхностей | 1986 |
|
SU1393546A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ | 1991 |
|
RU2014966C1 |
Использование: обработка металлов резанием, фрезерование пазов контуров деталей на станках с программным управлением. Сущность изобретения: обработку осуществляют путем перемещения фрезы вдоль одной стороны паза с переходом на противоположную сторону по дуге полуокружности и последующим выходом из паза. Фрезу при перемещении вдоль сторон паза смещают в направлении последних на величину, равную половине верхнего значения величины допуска на обработку. 2 ил.
ф/г./
фие.2
| Способ обработки прямолинейных закрытых пазов внутренних контуров | 1983 |
|
SU1161276A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ фрезерования контурных поверхностей угловыми переходами сторон | 1985 |
|
SU1351726A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
