Известны устройства к резьбошлифовальному станку для автоматического попадания в нитку обрабатываемой резьбы. Поиск вершины резьбы производится на детали, установленной в рабочих центрах. Автоматическое перемещение детали относительно шлифовального круга осуш,ествляется с помощью датчика, включенного в следящую систему.
Предложенное устройство отличается от известных тем, что для повышения производительности за счет совмещения поиска вершины резьбы последующей заготовки с обработкой предыдущей задающий механизм для определения величины смещения стола при попадании в нитку выполнен в виде вспомогательной базы заготовки с механизмом продольного перемещения датчика от вращающегося кулачка с сельсином-датчиком, жестко связанным с кулачком и сооспым с ним. Исполнительный механизм, перемещающий стол на измеренную величину во время передачи заготовки из вспомогательной базы в рабочую, выполнен в виде кулачка, приводимого во вращение от сельсина-приемника.
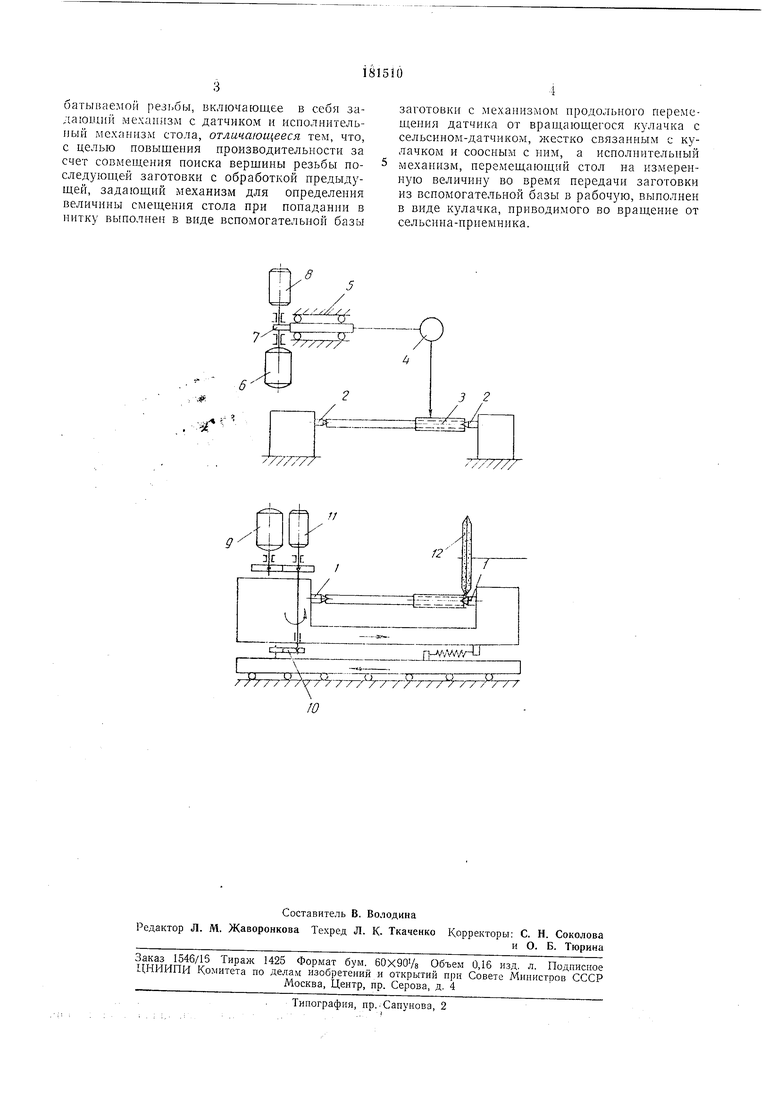
определяющий положение профиля резьбы заготовки, перемеш,ается по направляющим 5 от электродвигателя 6 с помощью кулачка 7, соосно с которым раснолагается сельсин-датчик 8. Когда датчик занимает относительно профнля резьбы определенное исходное положение, электродвигатель выключается и сельсин-датчик оказывается повернутым на определенный угол, соответствующий расстоянию,
пройденному датчиком вдоль оси заготовки.
По окончании щлифованпя готовое изделие убирается из рабочих центров, а на его место приносится измеренная заготовка из вспомогательных центров. Электродвигатель 9 перемещает рабочие центры с помощью кулачка 10, имеющего такой же профиль, как и кулачок 7. Кулачок 10 поворачивается до тех нор, пока сельсин-приемник // не окажется в одной фазе с сельсином-датчиком 8, т. е. углы
их поворота от исходного положения будут равны. После этого резьба установленной заготовки окажется по отношению к инструменту 12 в онределенном положении, заданном датчиком. При совпадении фаз сельсинов
батываемой резьбы, включающее в сеоя задающий механизм с датчиком и исполнительный механизм стола, отличающееся тем, что, с целью повышения производительности за счет совмеш;ения поиска вершины резьбы последующей заготовки с обработкой предыдущей, задающий механизм для определения величины смещения стола при попадании в нитку выполнен в виде вспомогательной базы
заготовки с механизмом продольного перемещения датчика от вращающегося кулачка с сельсином-датчиком, жестко связанным с кулачком и соосным с ним, а исполнительный механизм, перемеща ощий стол на измеренную величину во время передачи заготовки из вспомогательной базы в рабочую, выполнен в виде кулачка, приводимого во вращение от сельсина-приемника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения длинномерного материала | 1985 |
|
SU1320155A1 |
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КАБОШОНОВ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2705828C1 |
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
| Система автоматического регулирования загрузки главной энергетической установки, шага регулируемого винта и скорости судна | 1987 |
|
SU1505844A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Автоматический регулятор ленточных тормозов лебедок | 1958 |
|
SU122459A1 |
| Вайма для сборки деревянных рам | 1977 |
|
SU791540A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1115822A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ПРОФИЛЕЙ | 1973 |
|
SU384149A1 |