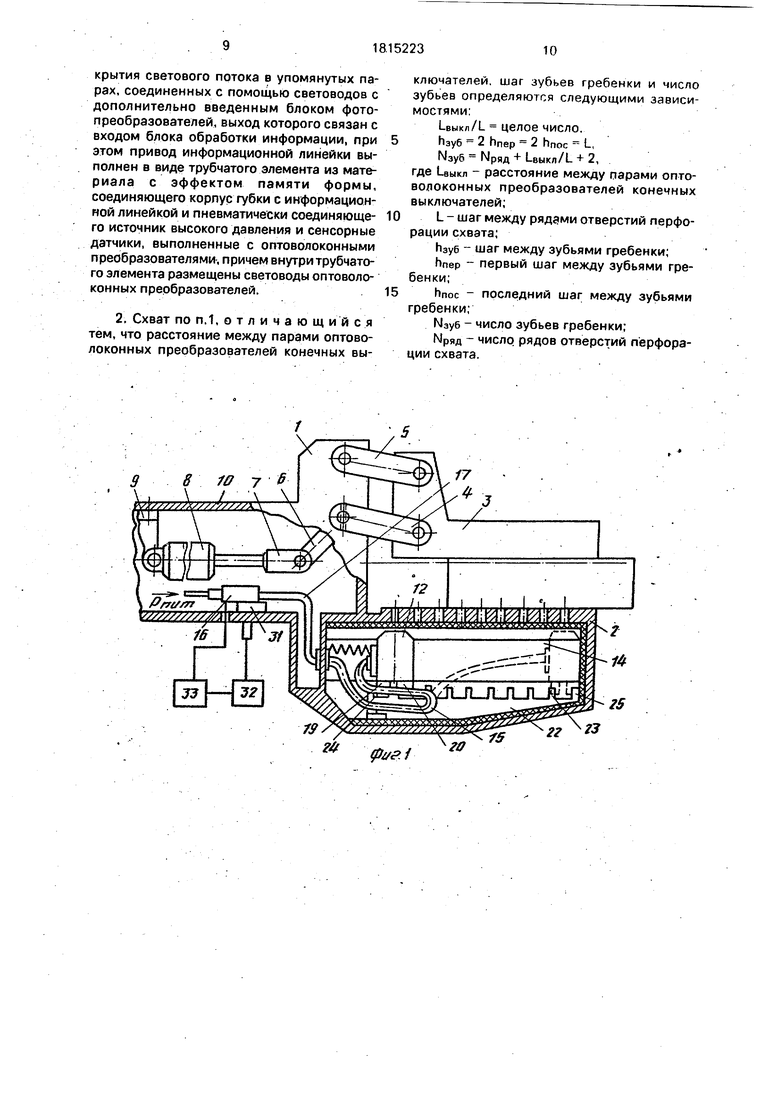
но числу дорожек перфорированных отверстий 13 на рабочей поверхности губки 2 схвата. Информационная линейка 12 перемещается по направляющим элементам 14, выполненным из стекловидной керамики (например, ситалла) с помощью трубчатого элемента 15, материал которого обладает эффектом запоминания формы и восстанавливает свою форму при нагреве (например, из никелида титана). Элемент 15 соединяет корпус губки 2 с информационной линейкой 12 и служит для подачи сжатого воздуха от источника высокого давления через пневмо- регулятор 16, трубопровод 17 к сенсорным датчикам 11. Кроме того, он служит для размещения внутри него и защиты от высокой температуры и механических воздействий световодов 17 оптоволоконных преобразователей 18 сенсорных датчиков 11 и конечных выключателей 19 и 20. Управление считыванием информации об объекте 21, зажатом в губках 2 и 3 очувствленного схвата, осуществляется узлом синхронизации и возможно лишь в том случае, когда информационная линейка 12 находится точно над рядом перфорированных отверстий 13. Разрешение на считывание информации с сенсорных датчиков: осуществляется с помощью гребенки 22, установленной неподвижно ьнутри губки 2 схвата и симметрично относительно ряда перфорированных отаерстий 13 и двух конечных оптоволоконных выключателей 19 и 20, конструктивно симметрично расположенных на информационной линейке 12. Расстояние между оптоволоконными преобразователями конечных выключателей 19 и 20 кратно шагу L (четное или нечетное количество раз). Зубья 23 гребенки выполнены с шагом, равным шагу L расположения перфорированных отверстий 13, и расположены соосно с ними, если расстояние между конечными выключателями 19.и 20 кратно шагу1 четное количество раз, или смещены относительно отверстий на 1/2 шага L, когда расстояние .между выключателями 19 и 20 кратно шагу L нечетное количество раз. Зубья 24 и 25, определяющие конечные положения информационной линейки 12, отстоят от зубьев 23 на расстоянии 1/2 шага L Число зубьев 23 равно числу дорожек перфорированных отверстий 13 на рабочей поверхности губки 2 схвата плюс дополнительно столько зубьев, во сколько раз расстояние между конечными выключателями 19 и 20 больше шага L расположения перфорированных отверстий..
Гребенка 22 устаноолена неподвижно е корпусе схвата таким образом, что ее зубья 23, 24 и 25, заходящие в -пазы конечных
выключателей 19 и 20 (конструктивно они выполнены на одном из модулей 11), при перемещении информационной линейки прерывают световой поток в их оптоволоконных парах. Информационная линейка 12 фиксируется в левом исходном положении с помощью пружин 26, при этом срабатывает только конечный выключатель 19, Конечное правое положение информационной линей0 ки фиксируется только конечным выключателем 20, Число сенсорных датчиков и, соответственно, число модулей 11 в информационной линейке 12 определяется необходимой разрешающей способностью и
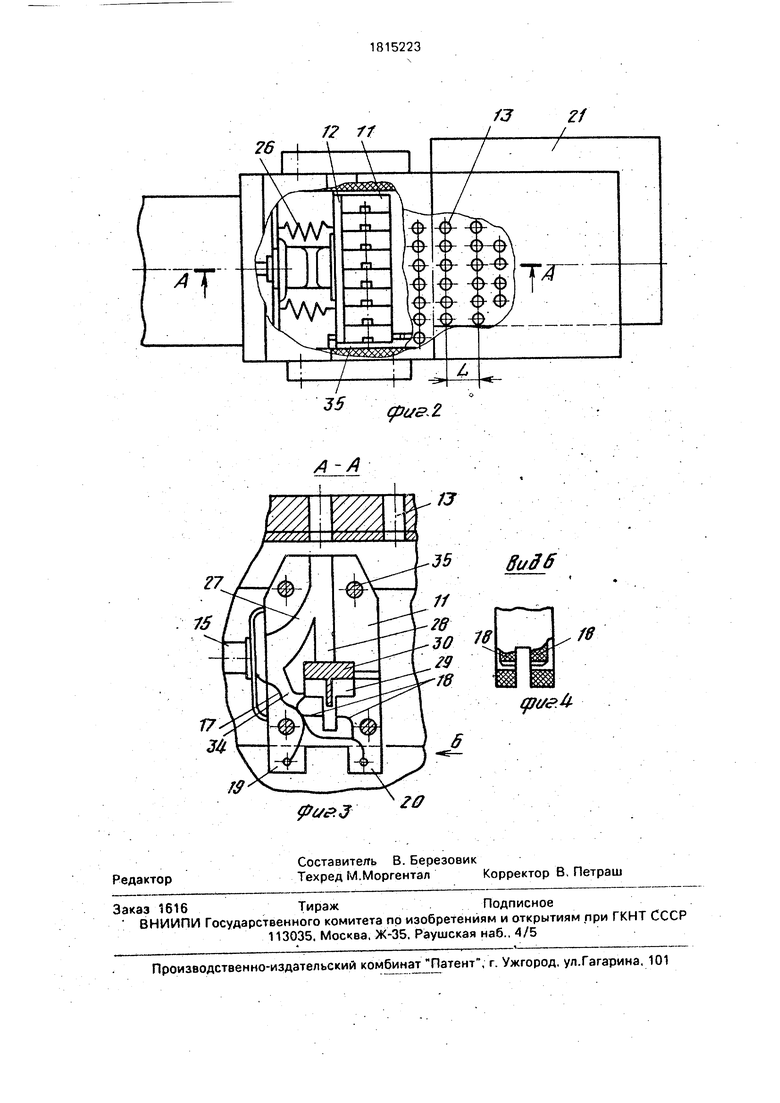
5 габаритными размерами самих датчиков. Каждый модуль 11, из которых состоит ин- . формационная линейка 12, содержит сенсорный датчик, выполненный в виде, например струйного датчика (см. фиг.З), ко0 торый состоит из канала 27, расположенного под углом к центральному каналу 28, являющегося информационным и соединенного непосредственно с полостью 29. В по- л.ости 29 установлен с возможностью
5 перемещения флажок 30. В нижней части полости 29 установлена оптоволоконная пара 18, один из световодов 17 подводит свет, а второй - воспринимает излучение, если оно только не перекрывается флажком 30.
0 Точно на таком же принципе работают конечные выключатели 19 и 20. Оптоволоконные пары с помощью световодов 17, проложенных и трубчатом элементе 15, соединены через переходник 31с блоком фото5 электропреобразователей 32 и далее с блоком обработки информации 33. Поддерживание флажка 30 в верхнем положении, когда отверстие 13 не перекрыто, осуществляется за счет разрежения в канале 28 и
0 поддавливающего давления, поступающего в полость 29 через канал 34. Каналы 27 и28, полость 29 выполнены в модуле 12 в виде углублений определенной формы, получаемых при изготовлении модуля методом
5 прессования, например, из термостойкой пластмассы или керамики. Модули 12 собираются последовательно в пакет с помощью крепежных элементов 35 таким образом, что открытые каналы каждого предыдущего
0 модуля закрываются плоским основанием последующего модуля, причем первый и последний модули закрываются крышками 36. Подвод воздуха к струйным датчикам осуществляется по питающим каналам 27 моду5 лей 12 за счет давления, поступающего от источника высокого давления через пиевмо- регулятор 16, трубопровод 17 и трубчатый элемент 15.
Работает схоат промышленного робота следующим образом.
При подаче команды на захват манипу- лируемого предмета 21 рабочая среда поступает в левую полость гидроцилиндра 8 и воздействует на поршень, который совершает рабочий ход, перемещая шток 7. Шток 7 через промежуточный рычаг б воздействует на ведущие звенья 4 шарнирного много- звенника, которые с тягами 5 и зажимной губкой 3 образуют механизмы параллелограммов, благодаря которым обеспечивается параллельность движения зажимной губки 3 относительно неподвижной губки 2 схвата очувствленного робота. Одновременно с подачей сигнала на зажим система управления роботом включает пневморегу- лятор 16, с которого сжатый воздух через регулируемый дроссель (на чертеже условно не показан), трубопровод 17, трубчатый элемент 15 поступает к струйным датчикам 11. При этом информационная линейка датчиков 12 находится в начальном левом положении и в блок обработки информации 33 поступает сигнал с конечного выключателя 19. При зажиме охватом детали 21, нагретой до высокой температуры, например, при ее закалке, теплота детали передается трубчатому элементу 15, материал которого обладает эффектом запоминания и восстанавливает свою форму при нагреве. Трубчатому элементу 15 до установки его в схват робота пластической деформацией придают определенную развернутую форму, так чтобы при установке его в схват информационная линейка 12 переместилась в крайнее правое положение (на фиг.1 оно показано пунктирными линиями). После этого трубчатый элемент 15 подвергается термообработке на память в среде инертных газов или вакууме и охлаждают. В охлажденном состоянии трубчатый элемент 15 деформируют повторно для придания ему такой формы, чтобы информационная линейка 12 была установлена в крайнее левое положение (см. фиг.1). после чего трубчатый элемент 15 устанавливают в схват.-Поэтому при нагреве элемента 15 от детали 21, зажатой в схвате, он принимает форму, которую он имел при термической обработке на память. Причем в процессе возврата в материале трубчатого элемента генерируются значительные напряжения, за счет которых преодолевается сопротивление пружин 26 и информационная линейка датчиков совершает поступательное перемещение по направляющим элементам 14 внутри зажимной губки 2. Поток сжатого воздуха, протекая по каналу 27 и далее ка- налу 28 струйного датчика 11, создает на его выходе струю воздуха, а в зоне канала 28, находящегося перед флажком 30. образуется зона разрежения. При наличии перед
струей воздуха препятствия (информационная линейка датчиков находится над перемычкой между рядами отверстий 13, 5 отверстия 13 закрыты поверхностью мани- пулируемого предмета 21) в зоне канала 28, находящегося перед флажком 30, образуется зона повышенного давления, под действием которой флажок 30 перемещается и
10 перекрывает световой поток, проходящий через оптоволоконную пару 18. Перекрытие светового потока воспринимается блоком фотоэлектропреобразователей 32, сигнал с которого поступает в блок обработки инфор5 мации 33. В том случае, когда струя воздуха из струйного датчика модуля 11 беспрепятственно выходит через отверстие 13 наружу (информационная линейка датчиков находится точно под рядом отверстий и они не
0 перекрыты поверхностью манипулируемого предмета 21). в зоне канала 28, находящегося перед флажком 30. образуется зона разрежения и флажок 30 плотно прижимается к каналу 28 и основанию полости 29. При
5 этом световой поток, проходящий через оптоволоконную пару 18, не прерывается и сигнал в блок обработки информации 33 не поступает. Так как при зажатии манипулируемого предмета 21 часть отверстий 13 пе0 рекрыты его поверхностью, то при перемещении информационной линейки датчиков над отверстиями 13 с каждого модуля 11 поступает в блок обработки информации 33 электрический сигнал, соответствующий
5 О или 1, т.е. отверстие 13, над которым находится струйный датчик, открыто или закрыто. Для отсеивания помех считывание информации осуществляется блоком обработки информации 33 в тот момент, когда с
0 датчиков 19 и 20 поступает сигнал о том, что ряд отверстий 13 и оси каналов 28 струйных датчиков модулей 11 совпали, в других случаях прохождение сигналов с информаци- онной линейки датчиков 12 заблокировано.
5 Таким образом, перекрытие светового потока (в течение определенного времени, зависящего от ширины зуба гребенки) в оптоволоконных парах конечных выключателей 19 и 20 воспринимается блоком фотопреобразова0 телей 32, сигналы с которого поступают в блок обработки информации 33. Совместное срабатывание двух выключателей подготавливает, например, с помощью логической цепочки И команду на считывание сигналов с
5 датчиков информационной линейки 12, которая в это время находится точно под рядом отверстий 13. Одиночное же срабатывание датчика 19 (или 20) соответствует тому, что информационная линейка датчиков находится в левом (или(правом) конечном положении. Технически не представляет трудности
проводить синхронизацию считывания информации с линейки датчиков 12 с небольшой задержкой по сигналу срабатывания любого из конечных выключателей (или 19, или 20), Задержка учтет состязание сигналов (из-за разброса параметров электрических схем, а также неточности изготовления гребенки и перекосы информационной линейки при ее движении), если же после временной задержки окажется, что выключатели 19 и 20 сработали, то происходит считывание сигналов с информационной линейки 12. После прохождения информационной линейки 12 под отверстиями 13 происходит вначале выключение одного из конечных выключателей (или 19, или 20). при этом размыкается логическая цепь И и считывание информации запрещается. Опрос выключателей 19, 20 производится с блока обработки информации также с определенной задержкой. Если сигналы с обоих выключателей не проходят (зубья гребенки пройдены), то опрос датчиков информационной линейки 12 не производится, если же линейка пришла в правое или левое конечное положение, то проходит сигнал только с одного выключателя (19 или 20). В процессе считывания информации линейка датчиков приходит в крайнее правое положение (см. фиг.1), при этом срабатывает конечный выключатель 20, по сигналу которого подача сжатого воздуха в датчики уменьшается (расход воздуха достаточен только для охлаждения световодов, размещенных в трубчатом элементе 15). Цикл считывания информации о положении манипулируемого предмета в губках схвата очувствЛенн.ого робота можно считать оконченным. После установки детали, например в штампе (т.е. после прохождения команды на разжим губок схвата) пневморегулятор 16 осуществляет интенсивную подачу сжатого воздуха в блок струйных датчиков. При этом происходит ускоренное охлаждение трубчатого элемента 15 и он принимает первоначальную форму, которую он имел до нагрева. При этом пружины 26 возвращают информационную линейку в исходное левое положение. Интенсивная подача воздуха в струйные датчики 11 прекращается по сигналу с конечного датчика 19. Во время обратного хода прохождение Б блок 33 сигналов с информационной линейки датчиков заблокировано. Блок обработки информации 33, представляющий собой или специальное вычислительное устройство, или выполненный на базе стандартной микроэвм, запоминает информацию, поступающую с информационной линейки датчиков и проводит ее обработку по определенному алгоритму. С помощью этой информация можно определить форму и распознать предмет, определить его положение в губках схвата и соответствующим образом корректировать работу промышленного робота.
Предлагаемая конструкция схвата очув- ствленного робота позволяет значительно упростить его конструкцию по сравнению с базовым объектом - схватом СТ - 2, разработанном в Ленинградском политехниче0 ском институте. Разрешающая способность (количество считываемых точек информации о манипулируемом предмете с единицы его площади) предлагаемого схвата приблизительно в десять раз выше разрешающей
5 способности базового объекта, а количество информационных датчиков примерно в два раза меньше. По предварительным подсчетам стоимость изготовления предлагаемого схвата будет на 30-35% ниже стоимости
0 базового объекта..
Предлагаемый схват промышленного робота прост в изготовлении и имеет повышенную разрешающую способность. Конструкцию схвата также отличает компактное
5 расположение информационной линейки датчиков, простота их приводного устройства, технологичность изготовления струйных датчиков, выполняемых из термостойких пластмасс или керамики, а также повышен0 ная надежность устройства, что позволяет успешно использовать схват при работе с деталями, нагретыми до высоких температур, в цехах термической обработки, штамповки и ковки.
5
Формула изобретения 1. Очувствленный схват робота, содержащий корпус, на котором установлены перфорированные губки с приводом их перемещения,
0 сенсорные пневматические датчики, образующие информационную линейку, установленную в направляющих элементах одной из губок, привод перемещения информационней линейки, два конечных выключателя, ис5 точник высокого давления, блок обработки информации, соединенный с датчиками и выключателями, отличаю щ.и и с я тем, что, с целью повышения надежности и расширения области применения за счет исключения
0 влияния состояния поверхности захватываемого объекта на процесс его опознания, он дополнительно содержит узел синхронизации, выполненный- в виде гребенки, установленной неподвижно внутри губки схвата
5 симметрично относительно отверстий перфорации, при этом конечные выключатели выполнены в виде пар оптоволоконных преобразователей, симметрично расположенных на информационной линейке, причем зубья гребенки имеют возможность перекрытия светового потока в упомянутых парах, соединенных с помощью световодов с дополнительно введенным блоком фотопреобразователей, выход которого связан с входом блока обработки информации, при этом привод информационной линейки выполнен в виде трубчатого элемента из материала с эффектом памяти формы, соединяющего корпус губки с информационной линейкой и пневматически соединяющего источник высокого давления и сенсорные датчики, выполненные с оптоволоконными преобразователями, причем внутри трубчатого элемента размещены световоды оптоволоконных преобразователей.
2, Схват поп.1,отличающ и и с я тем, что расстояние между парами оптоволоконных преобразователей конечных выключателей, шаг зубьев гребенки и число зубьев определяются следующими зависимостями:
1.ВЫКЛ/1- целое число. Иэуб 2 hnep 2 hnoc L,
N3y6 NpflA + 1выкл/1 + 2, где 1.выкл - расстояние между парами оптоволоконных преобразователей конечных выключателей;
0 L - шаг между рядами отверстий перфорации схвэта;
Изуб - шаг между зубьями гребенки;
hnep - первый шаг между зубьями гребенки;
5hnoc - последний шаг между зубьями гребенки;
Мзуб - число зубьев гребенки;
Мряд - число рядов отверстий перфорации схвата.
A-A

| название | год | авторы | номер документа |
|---|---|---|---|
| Схват очувствленного робота | 1984 |
|
SU1227464A1 |
| Очувствленный схват манипулятора | 1982 |
|
SU1134361A1 |
| Схват очувствленного робота | 1984 |
|
SU1227462A1 |
| Устройство для управления роботом технологического конвейера | 1980 |
|
SU1096609A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КООРДИНАТ ПОРОКОВ МАТЕРИАЛА | 2002 |
|
RU2235291C2 |
| Захват промышленного робота | 1979 |
|
SU841962A1 |
| Устройство для стыковки сменного инструмента манипулятора | 1984 |
|
SU1288047A1 |
| Схват промышленного робота | 1977 |
|
SU662344A1 |
| Устройство для установки многовыводных радиоэлементов,преимущественно микросхем,на печатные платы | 1986 |
|
SU1457186A1 |
| Устройство управления манипулятором | 1984 |
|
SU1168898A1 |