Изобретение относится к гальваническому производству, в частности к приспособлениям для автоматических линий.
Цель изобретения - повышение производительности и расширение технологических возможностей.
На фиг.1 изображена подвеска с обрабатываемыми деталями, общий вид; на фиг.2 - разрез А-А на фиг.1 (обрабатываемые детали не показаны); на фиг.З - разрез Б-Б на фиг.2; на фиг..4 - узел I на фиг,2; на фиг.5 - вид по стрелке В фиг.2.
Подвеска для гальванической обработки деталей представляет собой токоподво- дящую раму, содержащую прямоугольную (сварную) кассету 1 с расположенными сверху штырями 2, прямоугольную кассету 3 (аналогичную кассете 1) со штырями с двух сторон, два параллельных стержня 4 с Z-об- разными контактодержателями 5, направленными и вверх и вниз и расположенными поочередно в шахматном порядке, два параллельных стержня б с контактодержателями, направленными только вниз, направляющие 7, на которых для крепления кассет и стержней расположены втулки 8 и винтами 10. Кассета 1 жестко соединена с направляющими 7, а кассета 3 жестко соединена (сваркой) с втулкой 8. Стержни 4 и б соединены с втулками посредством шплинтов 11. Контактодержателя 5 закреплены на стержнях 4 и 6 петлеобразными пружинами 12, за счет сжатия которых контактодержатели 5 надежно фиксируют (поджимают) обрабатываемые детали 13.
Монтаж деталей осуществляется следующим образом. Втулки 8 и 9 устанавливают в нужное положение, предварительно отпустив и затянув винты 10 согласно высоте обрабатываемых деталей. На штыри 2 кассеты 1 устанавливают обрабатываемые детали 13, поднимая контактодержатели 5, на которых закреплена середина петлеобразной пружины 12. Концы пружины 12 выведены па второй стержень. Контактодержатели 5 валяются надежными фиксаторами обрабатываемых деталей. Затем монтируются детали на кассете 3 снизу и сверху. Подвеска готова для обработки.
- Демонтаж осуществляется следующим образом. Разгрузку производят поочередным поднятием контактодержателей и съемом деталей.
Подвеска для цинкования деталей (РЧ № 568-838) была изготовлена из проката стали 20 ГОСТ 1050-74 с габаритными размерами 1350 х 1250 х 70 с расположением штырей на расстоянии 50 мм друг от друга.
Петлеобразные пружины выполнены из проволоки ГОСТ 9389-75 диаметром 1,5 мм. С учетом глубины оанн автоматической линии АЛ Г-125 детали располагаются в три ряда по высоте (см. фиг.1). На одной подвеске одновременно обрабатывалось до 36 деталей типа осей с технологическими центрами. Монтаж или демонтаж производился в течение 4-5 мин. Данная конструкция подвески допускает одновременную
обработку 3-х типоразмеров деталей. В зависимости от глубины гальванических вацн можно предусмотреть увеличение числа стержней 4 и кассет 3, сделав расчет на прочность направляющих 7.
Для сборки и разборки подвески при ремонте и профилактике предусмотрены шплинтовые соединения втулок со стержнями.
Формула изобретения
Подвеска для гальванической обработки деталей, содержащая токоподводящую раму с контактодержателями и направляющими, от л ичающаяся тем,что,с целью
повышения производительности и расширения технологических возможностей, она снабжена втулками, стержнями и петлеобразными пружинами, а контактодержатели выполнены Z-образной формы и расположены поочередно в шахматном порядке на двух стержнях, при этом втулки установлены с возможностью вертикального перемещения по направляющим рамы и в каждой из них закреплено по два параллельных
друг другу стержня, а контактодержатели размещены на одном стержне и поджаты серединой петлеобразных пружин, концы которых свободно выведены на второй стержень.
А-А
6-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработки деталей | 1986 |
|
SU1447938A1 |
| Подвеска для гальванической обработки деталей | 1988 |
|
SU1588812A1 |
| Подвеска для гальванической обработки деталей | 1986 |
|
SU1341249A1 |
| Подвеска для гальванической обработки деталей | 1985 |
|
SU1312122A1 |
| Подвеска для электрохимической обработки пустотелых деталей цилиндрической формы | 1975 |
|
SU551417A1 |
| ПОДВЕСКА ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU406963A1 |
| Подвеска для нанесения гальванических покрытий | 1990 |
|
SU1770462A1 |
| Автооператор для гальванических линий | 1988 |
|
SU1537714A1 |
| Подвеска для гальванической обработки деталей | 1987 |
|
SU1475990A1 |
| Подвеска для гальванической обработки плоских деталей | 1984 |
|
SU1214788A1 |

Изобретение относится к гальванотехнике, в частности к приспособлениям для крепления деталей. Подвеска для гальванической обработки представляет собой раму, содержащую кассету 1 со штырями 2, кассету 3 со штырями 2 с двух сторон, два параллельных стержня 6, направляющие 7, на которых расположены втулки 8 и 9 с винтами 10. Стержни 4 и б соединены со втулками 9 шплинтами 11, а контактодержатели 5 закреплены на стержнях 4 и 6 петлеобразными пружинами 12. 5 ил.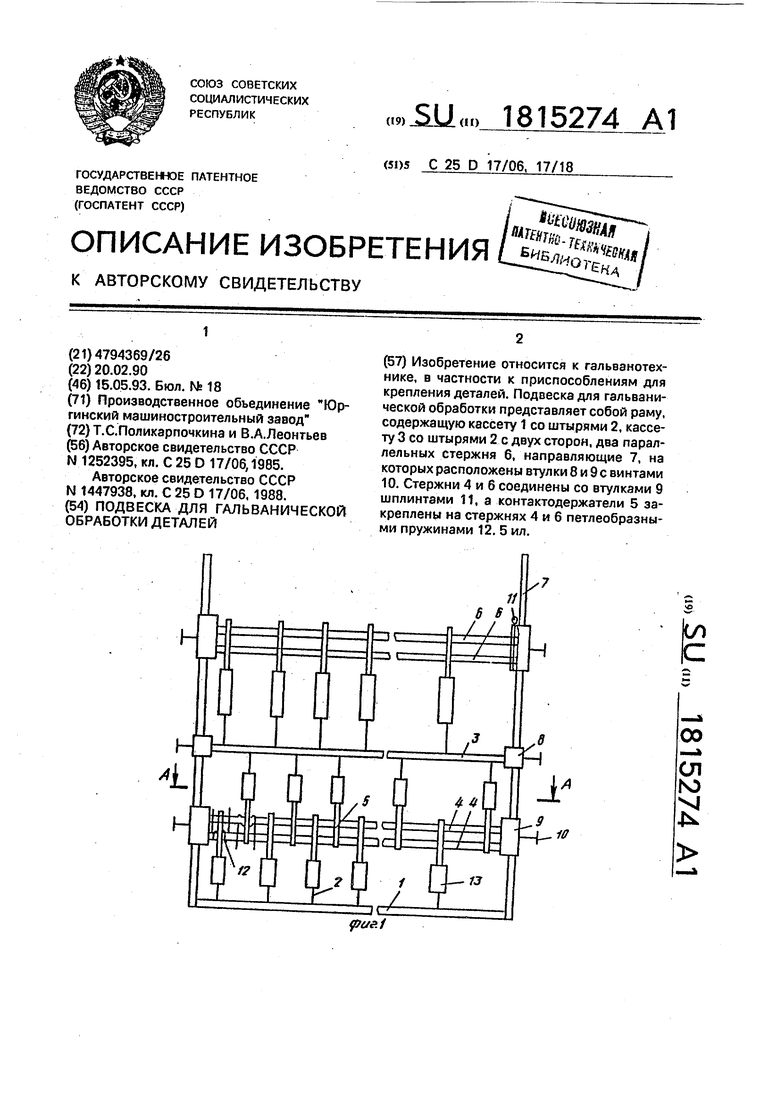
7 A
/
12
±
ре/г.4
вх&8
P&&5
| Подвеска для гальванической обработки деталей | 1985 |
|
SU1252395A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Подвеска для гальванической обработки деталей | 1986 |
|
SU1447938A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
